环球插件机中文编程资料
- 格式:doc
- 大小:170.00 KB
- 文档页数:13
环球插件机编程实践指南1. 简介本文档旨在为使用环球插件机(Universal Plugin Machine)进行编程的用户提供指南和实践建议。
环球插件机是一款功能强大的编程工具,通过其丰富的插件库,用户可以快速、高效地开发各种类型的应用程序。
2. 安装环球插件机在开始编程之前,您需要首先安装环球插件机。
请按照以下步骤进行安装:2. 运行安装程序,并按照提示完成安装过程。
3. 启动环球插件机,并进行必要的配置。
3. 搭建开发环境为了更好地编写和调试插件程序,您需要搭建一个稳定且高效的开发环境。
以下是一些建议:- 选择一款适合您的操作系统的集成开发环境(IDE),如Visual Studio Code或Eclipse。
- 安装相应的插件和扩展以支持环球插件机的开发。
- 配置代码编辑器以按照规范格式化代码。
4. 编程实践建议编写插件程序时,以下实践建议可能对您有所帮助:- 了解环球插件机的插件库和API文档,熟悉可用的功能和方法。
- 根据应用程序的需求,选择适合的插件进行开发。
- 保持代码简洁和可读性,使用合适的命名和注释。
- 遵循面向对象编程(OOP)的原则,模块化和封装功能。
- 进行严格的错误处理和异常处理,确保程序的稳定性和安全性。
- 使用调试工具进行测试和调试,及时修复错误和问题。
- 遵循最佳实践和安全原则,保护用户数据和隐私。
5. 高级编程技巧除了基本的编程实践,以下是一些高级编程技巧,可以帮助您更好地利用环球插件机的功能:- 使用事件驱动的编程模型,响应用户的操作和系统事件。
- 实现多线程编程,提高程序的并发性和响应能力。
- 进行性能优化,减少资源占用和提升执行速度。
- 开发自定义的插件,满足特定应用程序的需求。
- 使用第三方插件和库,扩展环球插件机的功能。
6. 总结通过本文档,您了解了如何进行环球插件机的编程实践。
请始终遵循最佳实践和简单策略,确保编程过程简洁和无法律复杂性。
如果遇到不确定或无法确认的内容,请不要引用。
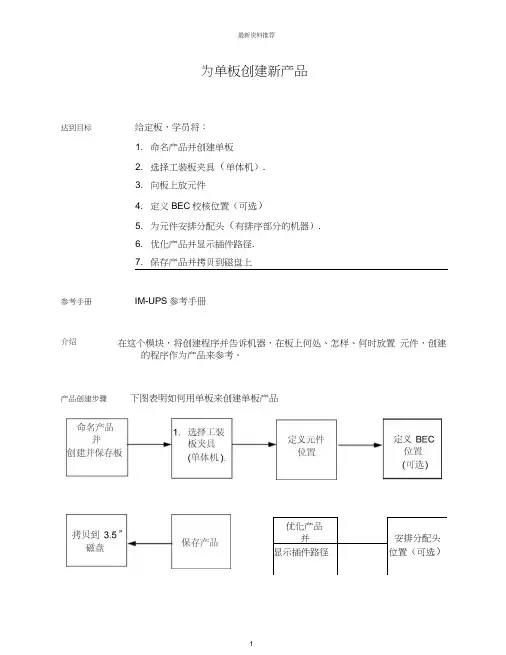
优化产品并安排分配头 显示插件路径位置(可选)为单板创建新产品达到目标给定板,学员将: 1. 命名产品并创建单板 2. 选择工装板夹具(单体机). 3. 向板上放元件4. 定义BEC 校核位置(可选)5. 为元件安排分配头(有排序部分的机器).6. 优化产品并显示插件路径.7. 保存产品并拷贝到磁盘上参考手册IM-UPS 参考手册在这个模块,将创建程序并告诉机器,在板上何处、怎样、何时放置 元件,创建的程序作为产品来参考。
介绍产品创建步骤下图表明如何用单板来创建单板产品命名产品并创建板介绍必须为机器编程以使元件在希望的位置插入,在 IM-UPS 中,此程序被 参考作为产品。
对于那些熟悉 PPU 编程的人来说,一个产品就象旧的.PUT 、.MAG 、以及.ERV 程序的组合。
将会看到,新的编程方法 IM-UPS 与旧的编程方法PPU 有很多区别,在进行这个模块时将提到。
创建板在创建产品之前,首先必须定义为其写程序的板的尺寸,这是 IM-UPS与PPU 的一个主要区别。
因为IM-UPS 是图形界面,所以首先必须定义一个 图形区域”来与计算机相联系。
例如,如果想在3” x3的板上插入元件,就必须向计算机输 入这一数据,负责计算机将不知道这些元件应该去哪里。
一个好的分析 方法是,当你想画一个上面有元件的完整的 PCB 时,你首先需要有一页 纸。
产品编辑器中的板就是你想画元件的那页纸。
注意:贯穿整个产品编辑器,可以用F4功能键返回前一动作,这非常有用,因为我们都会 犯错误!1. 我们将手动创建板,PC 板是方形的(实际上是正方形)。
在IM-UPS 主屏上,点击 Product Editor Icon .产品编辑器图标练习: 创建板最新资料推荐1从菜单栏选择Board (板),然后选择Create/Edit.(创建/编辑)2. 在图框内输入板的长度和宽度,长度 (千分之一英寸单位)测量沿着 机器的X 轴,宽度沿着丫轴。
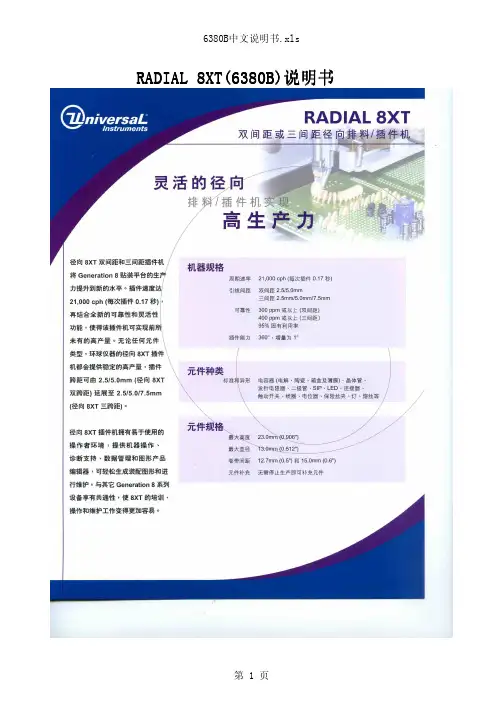
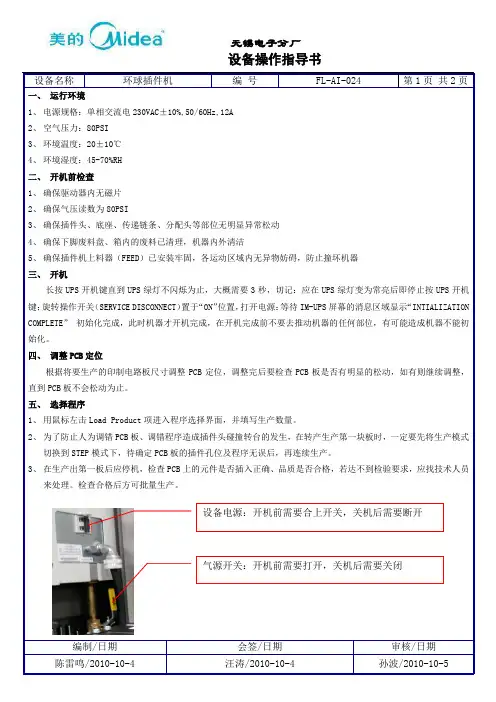
RADIAL RADIAL 88XT XT((63806380B B )说明书RADIAL RADIAL 88XT XT((63806380B B )说明书目录第一部分 设备电第一部分 设备电、、气及场地要求第二部分 设备机械组成部位介绍第三部分 设备安全标识及安全操作方法第四部分 设备第四部分 设备OS OS OS//2、IMUPS IMUPS系统介绍系统介绍第五部分 设备编程方法第六部分 设备机械部件调校方法第七部分 设备对第七部分 设备对PCB PCB PCB的工艺要求 的工艺要求第八部分 设备易损件表一>场地要求:1>电压:220+10VAC/55+10HZ 2>空气开关电流: 15-20A 3>机器功率: 2.7KW-3.4KW 4>气压: 90PSI 或6千克5>6>气管内直径: 13MM 7>电线要求: 4-6平方8>车间温度: 22-26度9>湿度:50-60%1>L1机头长:1.6M 2>L2机头宽:1.8M 3>L3机尾长(20站):1.6M (每增加20站增加1M)4>L4机尾宽:1.5M 5>L5整机长:3.2M 6>机器高度:1.7M7>机器两侧:M1`M2>1.0M 机尾M3>1.0M 机头M4>2.0M二>机器尺寸:第一部份 设备场地要求及电第一部份 设备场地要求及电、、气、机器尺寸第二部份 设备机械组成部位介绍1、分配头与链条2、计数器3、剪切站4、分配头5、分配头感应6、链条马达7、操作面板开头8、CTA部件8、X、Y轴定位系统9、BEC定位系统10、剪脚头14、元件抛料站11、插件头12、元件出现检测器13、修复元件指示灯第三部分 设备安全标识及安全操作方法一、二、8>生产中有紧急情况须按下急停开关等候技术人员处理7>严禁机器在无人操作下自动运行三、安全门感应器位置及安全操作注意事项3>机器生产中不可以碰到安全门 4>机器生产中不可拉开安全门5>生产中严禁在机器盖上放任何硬物或杂物 6>生产中严禁进入系统中修改参数 2>严禁两人操作一台机器各开关及按健 1>机器在生产中不可将手、工具放在移动台上Palm Switch 紧急停止安全门感应器安全门感应器安全门移动工作台移动工作台第四部分 设备第四部分 设备OS OS OS//2、IMUPS IMUPS系统介绍系统介绍将此开关转到ON位置,机器处于手动状态可进行维修保养或更换一、操作面板(各功能键位置)STOP 停止START开始PalmSwitch 紧急停止OVERRIDE/TRANSFER ERROR 连续运行INTERLOCK RESET 恢复联锁INTERLOCK BYPASS维修/手动/自动方式SYSTEM SETUP (系统设定):设系统各项参数PRODUCT EDIT(产品编辑):进入产品程序编辑PRODUCT CHANGEOVER(产品转换):从不同路径导入产品程序PRODUCTION CONTOL(生产控制):进入手动控制状态MACHINE STATUS(机器状态):显示当前机器所处状态MANAGEMENT INFORMATION(管理资料):记录显示产品生产报告 DOCUMENTS(资料):机器有关说明文件IM DIAGNOSTICS(系统诊断):进入控制系统各参数校正及故障检修二、电脑控制屏各功能键SETUP(IMUPS设定):进入IMUPS操作系统设定SECURITY(安全):进入密码设定MAINTENANCE INTERVAL SERVICE(保养进度):进入保养进度表SHUTDOWN(关机):机器不做生产时关闭系统OS/2 WINDOW(OS2窗口):进入DOS菜单TURN OFF ALARM(关闭警报):遇到有警报声需点击做消除机器做分解动作机器做单步动作机器做连续动作显示产品内容显示生产信息显示物料站位情况LOAD PRODUCT(导入产品):导入新产品程序CHANGE PRODUCT COUNT(改变产品数量):在生产中修改所须生产产品的数量 FILE MANAGER(文档管理):管理各种文档插件头已启动工作1>点击电脑上 2>在Requested Count 中设定产品数量,点击FullCycle3〉在Products defined 中选择产品程序,接着点击OK产品程序已导入4>确认物料已装好后,将各安全门、盖关好5〉旋开拉起开关灯灭,接着按6>待机器归零结束后,将待生产的PCB板放到机器夹具上,再次按机器开始工作自动插件LOAD PRODUCT 图标出现上图三、导入产品程序进行生产方法点击FULLCYCLE1>开机a>先打开UPS电源,按POWER ON开关b>将机器后面电源开关OFF转到ONC>待机器电脑出现Initializtion complete 后开机完成开关b>用鼠标点击图标,出现右边提示选择YES C>将机器后面电源开关ON转到OFFd>关闭UPS电源,按POWER OFF开关四、关机操作方法STOP停止START 开始Palm Switch 紧急停止OVERRIDE/TRANSFER ERROR连续运行INTERLOCKRESET恢复联锁INTERLOCK BYPASS维修/手动/自动方式第五部分 设备编程方法A>length:xxx B>width:xxx图二4>在Template选择Save As(输入名称)选择OK即可5>在Board Thickness中输入PCB板厚度(如下图)选择OK即可B >Width Width((元件实际宽度元件实际宽度):):):((XXX XXX))mmC >Height Height((元件高度元件高度))(XXX XXX))mm1 1> > > 选择元件种类选择元件种类选择元件种类((如LEDS LEDS- - - Rad Rad Rad))2 2> > > 进入进入进入Component Component Component进行如下操作进行如下操作进行如下操作((如下图如下图) )3 3>>设定 设定 Body infornation Body infornationA >Length Length((元件实际长度元件实际长度):):):((XXX XXX) ) ) mm mm第二步>进入主菜单Components 中点击 Database6241F主菜E >polarized components polarized components((元件极性元件极性):):):YES YES YES/+/-//+/-//+/-/NO NOD >lead diameter lead diameter((元件脚实际直径元件脚实际直径):():():(xxx mm xxx mmA> Product Nome中输入程式名B> board中选入PCB尺寸(UIC设备生产程序制作方法-设定的PCB尺寸) C>选择OK1>在主菜单中执行Product Product Product点击点击点击New New2>在Nnew Product Nnew Product Nnew Product 中执行以下操作中执行以下操作中执行以下操作((如下图如下图))C>在Y POS 中输入Y坐标(用卡尺量)D>在Theta 中输入插件时的角度(0/90/180/270)E>在hole span 中输入插件时元件跨度(用卡尺量)F>在depth stop 中输入插件时元件高度(用卡尺量)1>在主菜单Components omponents omponents中点击中点击中点击Lnsertion List Lnsertion List Lnsertion List((如上图如上图))2>在Lnsertion List菜单中执行以下操作(如上图)G>在anvil span offset 中输入03>完成以上步骤即做好一个元件,重复以上步骤依此做出PCB上需插件的元件(如下图A>在component ID 中选择要插件元件类型(如:跳线/电阻/二极管)B>在X POS 中输入X坐标(用卡尺量)第五步:设定元件物料站位Dispense Heads1>在主菜单中选择Dispense Heads2>在Dispense Head List中输入元件分配的站位序号(如下图)第六步:程式名优化(根据实际需要操作)1>在主菜单中选择Order中点击Optmization(如下图)2>在Optimizetion optione中选择双下操作来完成优化(如下图3>在主菜单中选择save即完成程序制作第六部分 设备机械部件调校方法一、二、三、四、五、六、七、八、九、十、十一、十二、十三、十四、十五、十六、十七、十八、十九、第七部分 设备对PCB的工艺要求一、PCB工艺边设计(设备单窗口打板设计参考):板边为8.00MM板宽≤407.00MM板边为5.0MMAAB B 定位孔直径3.0+0.05MM(或椭圆5.0×3.0MM)定位孔中心离PCB板右边缘(A)5.0MM、离PCB板外边缘(B)3.5MM定位孔直径3.0+0.05MM、定位孔中心离PCB板左边缘(A)5.0MM、离PCB板外边缘(B)3.5MM二、PCB工艺边设计(设备双窗口打板设计参考)板边为8.0MM板宽≤170.00MM板边为8.0MM板长≤508.00MM定位孔直径3.0+0.05MM(或椭圆5.0×3.0MM)定位孔中心离PCB板右边缘(A)5.0MM、离PCB板外边缘(B)定位孔直径3.0+0.05MM、定位孔中心离PCB板左边缘(A)5.0MM、离PCB板外边缘(B)3.5MM AB A B四、不规则的PCB板须合成规则PCB板设计:第八部分 设备易损件表。
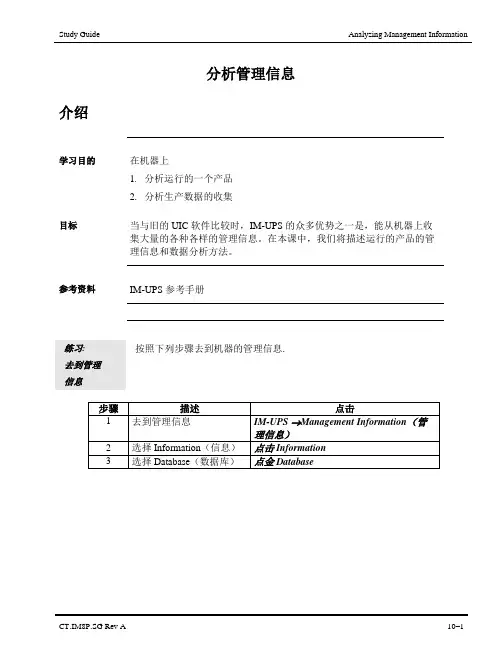
分析管理信息介绍学习目的在机器上1.分析运行的一个产品2.分析生产数据的收集目标当与旧的UIC 软件比较时,IM-UPS 的众多优势之一是,能从机器上收集大量的各种各样的管理信息。
在本课中,我们将描述运行的产品的管理信息和数据分析方法。
参考资料IM-UPS 参考手册练习:按照下列步骤去到机器的管理信息.去到管理信息练习: 选择产品 来分析1. 双击感兴趣的产品。
有大量运行的产品保存在内存中,双击后 (这里以DEMO-RAD8 为例),运行的管理数据被压缩并能用来查看。
注意显示的数字,它们反映所选择的产品,此产品的元件插入率是 99.3730% (不太好!)。
1. 此数据还能被设置饼状图或柱状图,从Counters - DatabaseRecord(计数器-数据库记录)窗口选择Options→ Graph(选项→图形)2. 选择Component Insertions.(元件插件)通过点击Type(类型),将看到上面的图形.,可以通过选择Options-Print.(选项-打印)来打印图形。
1.可选择时间段或产品范围,为机器分析管理数据。
为了试验这项功能,从先前描述的Management Information Database (管理信息数据库)窗口选择Analysis (分析)。
2.将看到下列显示:3.选择希望的产品和时间段来分析并点击OK。
如何保存或删除文件格式中的管理数据? 要把管理数据分析作为文件保存,选择Management Information→ Data→ Save As.(管理信息→数据→另存为)要删除管理文件,选择Management Information→ Data→Delete.(管理信息→数据→删除)如何清除管理数据? 清除管理信息是要小心,这里面存有大量有价值的数据,其选项和可能性列示如下:IM-UPS 编程学习指南结束。
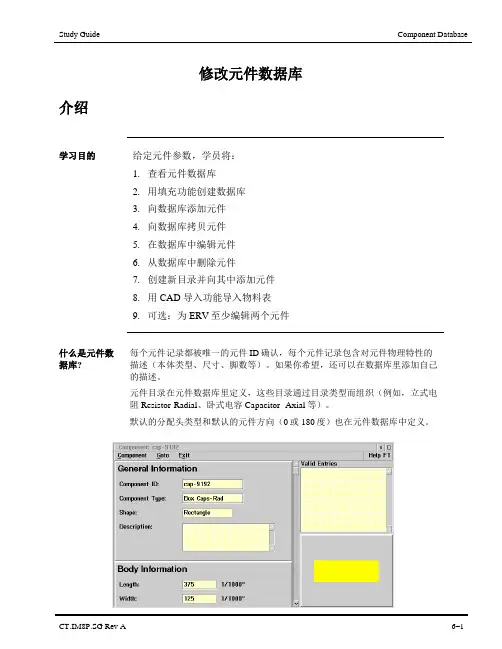
修改元件数据库介绍学习目的给定元件参数,学员将:1.查看元件数据库2.用填充功能创建数据库3.向数据库添加元件4.向数据库拷贝元件5.在数据库中编辑元件6.从数据库中删除元件7.创建新目录并向其中添加元件8.用 CAD 导入功能导入物料表9.可选:为ERV至少编辑两个元件什么是元件数据库? 每个元件记录都被唯一的元件ID确认,每个元件记录包含对元件物理特性的描述(本体类型、尺寸、脚数等)。
如果你希望,还可以在数据库里添加自己的描述。
元件目录在元件数据库里定义,这些目录通过目录类型而组织(例如,立式电阻Resistor-Radial、卧式电容Capacitor- Axial等)。
默认的分配头类型和默认的元件方向(0或180度)也在元件数据库中定义。
查看元件数据库接近元件数据库要接近元件数据库(IM-UPS 带有一个默认数据库 Master database):1. 点击Product Editor → Components → Database2. 选择元件目录以显示其中的不同元件类型3. 在元件列,单击查看右侧的基本元件图形和数据,双击编辑数据库中的元件。
元件数据库的记录中•总体信息:元件 ID 、类型、形状和任何进一步描述•元件本体信息:长度和宽度•元件脚信息 (元件脚数量、宽度等)•分配头信息 (默认分配头类型、极性、以及头上默认的元件方向等) •Verifier检测器信息创建元件数据库介绍当创建新产品时,IM-UPS为产品从数据库中选择元件,默认的数据库是MASTER.UCD。
在这个数据库中,能发现元件眼见定义附有元件ID种类,但是,对不同的产品和产品线,有独立的元件数据库是很有用很方便的。
为故障维修目的,将MASTER.UCD数据库作为备份也是很有帮助的。
在创建自己的数据库后,选择Product Editor → Options → Configuration(产品编辑器→选项→配置)使你的数据库作为默认数据库。
配置系统安全介绍学习目的在系统设置应用中,1.为系统安全配置用户等级2.为系统安全配置用户帐号目标IM-UPS中有很多窗口,如果使用不当,能导致机器损坏或人员受伤,这些包括诊断软件、设置屏幕以及编程数据。
IM-UPS 有加密功能,允许5个级别进入。
1级是最低级,主要针对操作员,5级是最高级,主要指系统管理员。
参考资料IM-UPS 参考手册练习:按照下列步骤开始为机器配置系统安全进入系统安全统安全)练习:配置用户级别1. 选择Configuration→ User Level Configuration.(配置→用户级别配置)2.对于新配置,在Select Level(选择级别)下,像1级、2级等,屏幕将显示标签。
3.在本例中,级别标签已经改变到反映工作职责,这通过选择AlterLevel Labels. (修改级别标签)来实现。
4.默认的安全配置会给到5个级别中的每一级,可以通过双击屏幕右侧的适当图形位置来改变这些配置。
5.红色图标 (封闭圆圈) 意思是不能进入,眼镜意思是开放 (只读),铅笔意思是修改 (读和写).,垃圾桶意思是删除(读、写和删除)。
6.在选择Exit退出前,点击Save以保存所做的任何修改。
1. 一旦配置了安全标签,就可以将其安排到厂里的各种人员,选择System Security→ Configuration→ User AccountManagement.(系统安全→配置→用户帐号管理)2. 注意在本例中,GREG (不管他是谁) 已经被任命为系统管理员,其级别是5级(GREG 一定是重要人物!)。
另外,操作员的普通头衔已被指认为1级。
要添加更多用户,点击Add(添加)。
要改变用户级别,选择此用户,改变用户级别changes the userlevel,然后点击Change(修改)。
. 完成后点击Exit 退出。
要改变用户帐号,必须是5级(系统管理员).。
5级可以超过一个,但必须至少有一个。
通过导入现有的Pattern创建产品介绍学习目的给定板参数,学员将:1.创建并命名新产品,然后创建/选择板。
2.创建并激活分配头模板 (有排序部分的机器)3.导入现有的Pattern4.如有必要,定义未知元件IDs。
5.显示插件路径6.保存产品介绍IM-UPS 允许通过导入现有的Pattern创建产品,请注意:1.只有产品已经打开、板已被安排到产品并且产品中不包含任何元件的条件下,pattern才能被导入。
2.导入.PUT程序只会引起默认的元件IDs被安排到每一步骤,除非在导入之前已经激活一个分配头模板。
如果第10个数据区域已经被修改为包括参考位号Reference ID,元件IDs将会被导入产品。
3.对于有排序部分的机器,.MAG程序也能被导入,如果第10个数据区域已经被修改为包括元件ID,也将被导入。
产品参考Product Reference 在导入IMCpattern过程中,软件会计算产品参考Product Reference,有时用户需要修改这一参考值,以便所有插件都在板上。
要修改产品参考,或者:•选择Product Editor→ Options→Product Reference •选择Product Editor→ ponents→Graphic→Options→Adjust Product Reference1 / 9如何从旧的UIC机器拷贝 .PUT pattern?在进行导入的步骤前,必须从旧的UIC机器拷贝 .PUT pattern到软盘上,并把这个pattern 带到你正在工作的IM-UPS PC 。
要从正在运行PPU 软件的旧机器拷贝pattern,执行下列步骤:练习:创建板和新产品只有产品已经打开、板已被安排到产品并且产品中不包含任何元件的条件下,pattern才能被导入。
1.精确测量次亮并记录板尺寸:X =Y =板厚度=2.按照下列步骤创建板和新产品:练习:创建/激活分配头模板对于有排序部分的机器,在导入之前创建并激活分配头模板很有用,以便在导入IMC pattern后所有的元件IDs都有效。
一、Produ ct Edito r (产品编辑介绍)一〉Produc t (产品编辑方式)1〉New(新建)2〉Open(打开)3〉Save(保存)4〉Save As (另存为)5〉Copy(复制)5〉Rename (重命名)6〉Delete(删除)7〉Inform ation (信息窗口)二〉Board (基板尺寸)1〉Create /Edit (创建基板尺寸)2>Edit Produc t Board (编辑产品尺寸)三〉Compor nents (编辑组成介绍)1〉Insert ion List (产品插入名单)a>A>Componet(产品组成部分) B>Sort(产品分类排序)C>Seartion(手动修改方法)a>RefID(序号或脚位)b>Comp ID (料值、编号)c>X Positi on (X坐标)d>Y Positi on (Y坐标)e>Thet a (插件角度)f>Hole Span (两插件孔跨度)g>Depth Stop (插件深度)h>Anvi l Span Offset (底座跨度差值)i>Clear(清除)j>Cancel(取消)k>Search(搜索)l>Replace(替换)m>Repl aceAll (替换全部)n>Repl ace Select ed (替换选定)o>Sele ct All (选定全部)D>Opti ons (选项设定方法)a>Teac h Insert ions (BEC修正)b>Inse rt Array (插入阵列)c>Data base Inform ation (数据库信息)2>Grap hic (插件图形)A>Edit (图形编辑)B>Opti ons (图形选项)3>Data base (料值数据库)A>Cate gories (料值类别)a>Box Caps-Rad b>Cer Disk Cap-Radc>Cera m Reson-Rad d>Crys tals-Rade>Diod es-Rad (二极管)f>Elec tro Cap-Rad g>Film Caps-Radh>LEDS -Rad (LED 灯)i>MlayCerCap-Rad(麦拉)j>OTHER-Radk>Potentiom-Radl>Res.Net/SIP-Radm>Resistor-Radn>TACTS-Rado>TantalumCap-Radp>Tran sistor s-Rad (三极管)四>Dispen se Heads(分配头)A>DispenseHeadList(分配头列表)B>DispenseHeadTemplate(分配头模板)五>Order(插件排序)1>Step s (插件步骤)A>Steps(步骤)a>Alter(更改) b>Move(移动)c>Bypa ss (不插件)d>No Contin uity (没有连续性)e>Igno re Contin uity (忽视的连续性)f>Enab le (使能够插件)g>Sele ct All (选择所有)h>Dese lect ALL (取消所有)i>Sele ct Invali d (选择无效)B>Spec ial Steps (特别步骤)a>Delete(删除) b>Add(添加)1.Index(转台)2.Inde x to Transf er (连续转台)3.Park (停机出台)4.Board/Circ uit Error ……(增加BEC)C>Search(搜索) D>Options(选项)2>Opti mizati on (优化方法)A>Inse rtions (插入优化)B>Adva nced (高级优化)C>Eliminate Confli cts (冲突优化)D>AddDispen se Heads (增加分配头)E>Balance Dispen se Heads (平均分配头)六>Options(选项)A>Graphic Overvi ew (图形概述)B>Prod uct Refere nce (产品参考范围)C>Mach ine Refere nce (机器参考范围)D>Work board Holder (工作模板设定)E>Change Produc t Databa se (改变产品数据)F>Conf igurat ion (设备配置)a>Unit s (量度单位)b>Auto -Load Last Produc t (自动负载已用产品)c>Run Mode (运行模式)d>Allo w Window Resizi ng (选择窗口范围)e>Coun t Circui ts/Boa rds (计数模板设定)f>Show Titleb ar (显示标题)g>List Box Select ion (列表机型设定)h>Disp lay Infome ssages (显示信息资料)i>Inse rt Delay Interv al (插入顺序时间设定)j>Teac hk>Defa ult Databa se (默认数据库)l>Defa ult Machin eConfig uratio n Templa te (默认机器配置模板)m>Defa uit Dispen seHead Templa te (默认分配头配置模板)n>Snap shot(A UTO-Save)Inster val (自动保荐设定))o>Default Positi on Templa te (默认位置模板。
环球插件机6380B调整剪纸片器(Cutter Station)与链夹(CarrierClip)对中调节前提调整:链条时序(Chain Tension)已调整调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisSetup;2、在Sequencer Chain窗口中,单击Zero按钮;3、待回零后,HP(HomePulse)字样应显示出来,检查剪纸片器与链夹的对中;4、如果剪纸片器中心与链夹“V”字形槽对中良好,单击Quit,Don’t Save Positions按钮,退出IM Diagnostics窗口;5、如果对中有偏差,松开链条编码器两个固定螺丝,转动编码器以调整剪纸器与链夹的对中,正确后拧紧两螺丝,单击Quit,Don’tSave Positions按钮, 退出IM Diagnostic窗口。
插件头角度(Head ThetaAxis)设置调整前提准备:1、插件头角度(HeadTheta),垂直(V ertical),推杆(Insert)伺服电机均不带电2、X与Y轴伺服电机不带电特殊工具:1、插件头/底座(Head/Clinch)对中工具2、BEC调整模板注释:插件头角度“0”度调整好后,+90,-90度位置将自动调整正确调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisPositions;2、手动升高垂直感应螺丝以使其距垂直上极限感应开关约1英寸(25.4mm);3、在Head Theta窗口中,单击Zero按钮;4、在Head Theta窗口中,单击Disable按钮;5、拆卸插件头并装上插件头/底座对中工具;6、装上BEC调整模板;7、向前推动工作台或降低插件头对中工具(此时应为“0”度)使BEC调整模板与对中工具齐平;8、在Head Theta窗口中At 0(R)行,单击Set按钮;9、向后拉动工作台并拆卸插件头对中工具;10、在主窗口中,单击Exit,Save these Positions按钮。
常用命令和功能键
1、常用命令(括号内为命令全称):
N(Names):查看机器内储存程序的数目和内容以及所剩下的空间大小Sh M(Show Machine):查看机器当前运行的程序
Set C:查看当前产量(注:排料机必须输入预定产量才能运行)
Set Seq:立插机清机、上料
Set Seg:命令机器运行到当前程序的某一步
E(Erase):删除机器内储存的某个程序
DE/A:将当前程序从机器内退出
Ru(Run):命令机器运行某个程序
Ch(Change):修改程序
A(Alter):修改程序内容
L(List):显示程序内容
D(Delete):删除程序中的某一步
I(Insert):在程序中插入新步骤
S(Sort):将程序内容颠倒
DI 17:查看机器运行到了当前程序的具体哪一步
Set Up:推台将机器当前停留位置的坐标输入当前程序的某一步
Set A:运用BEC校对程序坐标
ST:查看当前机器状态(注:查看机器故障时用)
2、功能键:
F3:将程序从硬盘存入机器
F4:将程序从机器存入硬盘
F7:查看硬盘里的程序
F9:将程序从软盘存到硬盘
F10:将程序从硬盘存到软盘。
创建多拼板产品介绍执行目标给定板参数,学员将为多拼板创建产品。
模块任务 1.用多拼创建产品和板2.为产品选择正确的工装板夹具3.放置元件4.定义基板偏差校正 (BEC)位置5.定义坏板退板位置6.向分配头安排元件 (有排序部分的机器)7.优化放置顺序8.显示插件路径9.保存产品10.在机器上运行多拼板产品文件用IM-UPS Reference Manual参考手册找到本模块参考步骤介绍有时,一个整板可能包含几个同样模式的区段,这些区段称为拼板。
为了避免不必要的长程序,你可以创建有多个偏移的产品。
(这与为.PUT程序建立多个偏移拼板是一样的概念。
) 下面的练习显示同样的四拼板的生产方案。
利用多个偏移,你能为整板的每个拼板定义一个新的起点,然后为每个拼板重复插件。
练习:为多拼板创建板目标:1. 用PCB板,板上至少总共12个元件。
此练习中,板上有四个同样的拼板。
2. 创建新板和产品,与已经手动创建的布局相匹配。
步骤行动1 选择Product Editor→ Product→ New(产品编辑器→产品→新建)开始创建新产品。
2 给产品起一个你能记住的名字3 通过选择在新产品对话框底下的Create Board(创建板)按钮来创建板。
4 输入板尺寸。
在这一例子中,6”x6”,即输入6000和6000,我们编辑的这个板如第4-12页所示。
向整板添加拼板向整板添加拼板用下列步骤向整板添加拼板。
1. 在板窗口中,点击Circuit→Add(拼板→添加)2. 输入拼板尺寸 3" x 3".3. 按Enter回车,显示第一个拼板的图形。
添加偏移拼板你已经刚为整板定义了主拼板Primarycircuit,它在图示手标记为1。
现在,需要添加其他三个偏移拼板以完成大的整板。
4. 在板窗口,点击 Offsets→ Add Single Offset.(偏移→添加单个偏移)5. 输入第一个偏移的X和Y值。
申明:本资料共10篇。
来自环球培训。
兹将其共享给各位同行。
版权和商标无论是我们的150多项专利, 我们的敬称, 还是我们公司的标志, 环球公司决定保护自己的知识产权。
这包括列在下面供参考的商标,还有法律规定的知识产权也保护我们的® o或™ 标志。
AdVantis™Applied Conveyor Engineering®Applied Conveyor Engineering logo is registeredChipJet®CIMLink®Circle U logo is registeredDimensions™ Manufacturing Monitoring SoftwareDimensions logo is registeredFlexJet®GSM®GSM Genesis Platform®GSMx™GSMxs™Lightning™Magellan®MegaView®Omniplace®Polaris logo is registeredPrecisionPro®Quadris™UICS®Universal®Universal logo is registeredUniversaLight®UPTIME 100®U-Teach®Vantis™Vari-Cell®Virtual Process Engineer™VPE™VPE with Intelligent Agent™VRM® (in select countries, not US)下面是可能在此文件其他地方找到的其他注册商标®, 注册待定商标™, 以及服务商标SM AIS-3500 Trademark of Applied Intelligent Systems, Inc.CIMBridge Trademark of Mitron CorporationDEK Trademark of DEK Printing Machines LimitedDEC Trademark of Digital Equipment CorporationFORCE Computers Trademark of FORCE COMPUTERS Inc./GmbHG AMMA T ECH Trademark of GAMMATECH, Inc.Loctite Trademark of Loctite CorporationMcAfee Trademark of McAfee, Inc.Microsoft Trademark of Microsoft, Inc.MS-DOS Trademark of Microsoft, Inc.OS/2 Trademark of International Business MachinesOperating System/2 Trademark of International Business MachinesPDOS Trademark of Eyring, Inc.Pentium Trademark pending of Intel CorporationPLC Trademarks of Allen BradleyProgrammable Logic Controller Trademarks of Allen BradleyRadiSys Trademark of RadiSys CorporationVectra Trademark of Hewlett PackardVERSAmodule Trademark of Motorola, Inc.V IRUS S CAN Trademark of McAfee, Inc.Windows Trademark of Microsoft Corporation© 2005年环球仪器公司版权所有。
环球卧式插件机6241F尺寸间隙调整1.插件头跨距调整(Insertion Head Span Axis Adjustment)在Park at 0.400 In 处的跨距应用上头调整块(Setup Tool 43806307)检查2. 下头跨距调整(clinch Axis Span Adjustment)在Park at 0.400 In 处的跨距应为0.210+/-0.005Inch(用下头调整块(Clinch Setup Tool 47490801)检查)3. 下头高度调整(Anvil HeightAdjustment)当Anvil处于Up的位置时,应使下头顶部和模板的底部之间间隙为0.004Inch~0.006Inch4. 上头高度调整(Head Height Adjustment)当上头在Outside Formers Down位置且下头在Up位置时,上下头间间隙应为板厚加上0.008~0.010Inch(0.205mm~0.255mm)调整时应松开上头四个紧固螺钉,再拧调节螺钉进行调整5. 切刀回程调整(Cutter Back Stroke Adjustment)当Anvil在最下面且切刀在其HP位置时,切刀回程应为0.255+/-0.005Inch,用下头调整块(Clinch Setup Tool 47490801)检查6. 切刀高度调整(Cutter Set Up)当切刀位于Clinch In位置时,切刀应比切刀套的顶部低0.01Inch(0.25mm)7. 抓中凸轮时序(Cam Timing)在调抓中凸轮时序时,应使插件头走到Outside Former Down 的位置再加上0.156Inch处,使二抓中臂刚好间隙为零且相互间无挤压8. Drop Timing调整如图,分配头前边和下一链节顶峰的间距应为0.390~0.410Inch(9.6mm~10.4mm)9. 下头与上头对正(Clinch To Head Alignment )将上头调整块和下头调整块分别夹在上、下头上,检查两调整块的管脚是否对正,否则松开下头的四个紧固螺钉,通过调节螺钉将其对正后紧固。
运行产品并校正插件
介绍
演练目的给定 IM-UPS 软件在机器上运行,学院将:
1.确认产品参考 product reference 和机器参考 machine
reference的功能,确认为产品如何查看/改变它们。
2.应用校正插件teach insertions功能,在机器上校正机器参考
machine reference。
3.应用校正插件teach insertions功能,校正一个插件步骤。
4.应用校正插件teach insertions功能,校正所有插件步骤。
5.在插件表中应用查找和替换来对产品进行微小的改变。
6.在机器上用经过校正的产品,对PCB自动插件。
参考资料IM-UPS 参考手册
Word 资料
3–2
CT.IM8P.SG Rev A
查看/修改机器和产品参考并运行产品
板零点 Board Zero 测量零点 Measuremen t Zero
机器零点
Machine Zero IM-UPS 有一些独特的和重要的概念,在试图往机器的板上放置元件之前,让我们首先讨论一下 这些概念。
• 板零点Board Zero 是板的左下角。
• 测量零点Measurement Zero 是我们正在输入产品的X 和Y 值的测量起点。
例如,如果元件放置从定位孔开始测量,那么定位孔就变成测量零点。
• 机器零点Machine Zero 是机器上的绝对点,它通过正确的X 和Y
轴编码器对正来建立。
产品参考
和
机器参考
• 产品参考Product Reference 是从板零点到测量零点的距离。
• 机器参考Machine Reference 是从机器零点到测量零点的距离。
X=0 Y=0
机器参考 X= 6000 Y= 7000
产品参考和机器参考的区别1.当调整产品参考时,不改变产品的 X 和 Y 值,但是调整它能影响产
品创建,使其在产品编辑器中有效 (每个插件在板上)或无效 (一些元件不在板上) 。
当元件不在板上时,通常得到无效插件Invalid
Insertions信息。
2.机器参考将影响实际插件位置,改变机器参考使所有插件的X和Y
坐标漂移。
3.机器参考通常用校正插件窗口中的Correct Machine Reference
校正机器参考功能来校准。
练习:
改变产品参考有两种方法改变机器参考:
或者:
1.打开你希望为其改变机器参考的产品,从产品编辑器窗口中,选择Options → Product Reference Reference(选项→调整产品参考),为新的产品参考输入 X 和 Y值,看一下元件图形,会看到在板图形上所有元件是怎样漂移的。
或者:
2.从元件图形窗口,选择Options→ Adjust Product Reference(选项→调整产品参考),会出现红色的板外框,用鼠标移动外框,然后使图上所有元件位于其中再左击板,将计算一个新的产品参考,可以通过上一步中的方法显示X和Y值。
Word 资料
练习:
应用校正插件窗口校正机器参考我们现在已经准备运行在机器上已经创建的单板产品,但是,在这样做之前,我们需要确定机器参考以便所有元件都能正确插入。
我们将应用校正插件窗口中的校正机器参考功能来做。
.
用下面给定的步骤来练习以完成任务。
步骤行动
1 从产品编辑器窗口,点击Product → Open打开产品。
2 显示插件表:
S选择Components→ Insertion List
然后,选择Options→ Teach Insertions
机器将开始归零过程。
3–2 CT.IM8P.SG Rev A
3 下一个显示的窗口将有几个选项列出,此窗口用来校正机器参考,以便尽心
自动调整功能,并校正新的插件位置。
然后,当创建多拼板时,还能校正拼
板偏移量circuit offsets。
我们现在将应用校正机器参考功能。
4 要校正机器参考,首先选择将要校准为机器参考的插件,它可以是产品中任
何插件。
为简单起见,我们选择产品中第一个插件,一旦选好一个插件步
骤,点击Correct Machine Reference校正机器参考。
Word 资料
5 接着,将看到一个窗口告诉你移动或点动台面,以便BEC光照在你所选择
的插件步骤的指定孔的上方,还告诉你一旦你已经移到正确位置,就点击
Find Hole找孔。
当你这样做时,机器参考将被校准并保存到产品。
记住当
你做完这一步骤后保存产品,因为你已经通过改变机器参考修改了它。
3–2 CT.IM8P.SG Rev A
应用产品编辑器的校正插件功能并运行产品
介绍•我们已经应用产品编辑器中的校正插件功能来校正机器参考,以使所创建的产品能在机器上正确运行。
现在,我们将演示IM-UPS的
强大,利用它的BEC功能能自动校正一个步骤或所有步骤。
这与旧
的IMC设备的自动调整Autoadjust 功能相似。
练习:
校正一个插件或所有插件我们现在准备利用你所创建的一个产品,在机器上应用校正插件功能。
你将练习首先校正你的产品中的一个插件,然后校正所有插件。
Word 资料
3–2 CT.IM8P.SG Rev A
应用查找和替换功能–插件表
介绍有时你可能希望改变产品插件表中的几步,也许你希望给所有的X或Y 值加上一个较小的值,或者希望对所有的某种元件类型修改跨距值或插
深。
在产品编辑器中,有一个非常有用的功能允许你基于你规定的原则
查找整个产品,并且还为已经找到的步骤替换数据。
下面是一个练习来
熟悉这一功能。
练习:
查找和替换功能执行下列步骤。
注意:查找和替换功能Search and Replace 也能用在分配头表Dispense Head List 和步骤表 the Step List中。
步骤行动
1 从产品编辑器材窗口,点击Product → Open打开产品。
2 显示插件表。
选择Components→ Insertion List
然后,选择Search→ Define Search(查找→定义查
找)
3
Word 资料
4 下面你将看到一个窗口,需要定义查找和替换的参数。
在例子
中,我们将把X值是700的所有步骤改变为 X值为 705。
5 一旦你为想要的查找和替换选择了标准,然后就选择
Search→ Search and Replace.(查找→查找
和替换)
3–2 CT.IM8P.SG Rev A
.
6 下一个你看到的窗口将问到,你是否希望替换所有还是仅仅某些将
提示你的步骤(例如,查找下一个Find Next)。
Word 资料
Running Your Product & Teach Insertions
Study Guide
3–2 CT.IM8P.SG Rev A
7 在这一例子中,选择替换所有 Replace All ,产品中满足标准的所
有步骤都将受到影响。
换句话说,X 值是700的所有步骤都将改变
为 705。
当选择替换所有时,软件将告诉你有多少替换成功发生。
8
进一步实验查找和替换功能。
教师可能有学员需要的其他的编辑练习。
. Word 资料
在产品中对数据区域加上或减去数值(用% + 或 % -) 1. 从产品编辑器窗口,点击Product → Open 打开产品。
通过选择Components → Insertion List 打开插件表 2. 然后,选择 Search → Define Search 3. 下面你将看到一个窗口,需要定义查找和替换的参数。
在例子中,我们将对所有的X 值加上千分之五英寸,从所有的Y 值减去千分之五英寸。
4. 注意没有东西写入左侧的查找标准框,你希望替换能影响产品中的每一步。
. 5. 下一个你看到的窗口将问到,你是否希望替换所有还是仅仅某些将提示你的步骤(例如,查找下一个Find Next)。
6. 选择替换所有Replace All ,产品中的所有步骤都将受到影响。
换句话说,所有的X 值将增加0.005”,所有的Y 值将减少0.005”。
7. 软件将告诉你有多少替换成功发生。
8. 警告!不要忘记百分号 (%),如果你在替代区域输入 +5 或 –5 ,产品中的所有值将变为5 或 –5,如果出现错误,用Undo 功能(F4)。