环球插件机保养记录表
- 格式:doc
- 大小:119.50 KB
- 文档页数:2
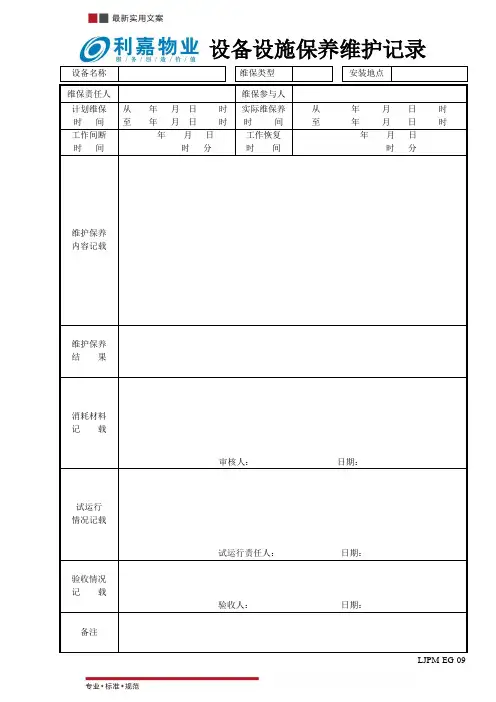
设备设施检验维护保养统计
保养说明
1、导热油循环泵,每个班加高温黄油一次,每次5下。
2、制脱盐水系统,每个清洗一次。
3、脱盐水计量泵,机修三个月更换一次润滑油(现在)。
每个班擦拭一次,确保设备清洁。
4、甲醇计量泵,备用泵,循环液计量泵,半年更换一次润滑油(现在)。
每个班擦拭一次,确保设备清洁。
5、压缩机曲轴箱润滑油,确保油位在视镜二分之一以上,不足补加。
每个班擦拭一次,确保设备清洁。
6、30天压缩机电机,黄油加注一次,每次10下。
7、真空泵润滑油,每个班确保油位在视镜二分之一以上,不足补加。
每个班擦拭一次,确保设备清洁。
8、循环水泵房,循环泵,3天加注一次黄油。
一个星期清理一次Y型过滤器。
9、循环冷却水,加药,每个白班,加药一次,每次30min。
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
新设备修理保养情况记录卡日期:____________________设备名称:____________________设备编号:____________________设备类型:____________________设备规格:____________________修理保养历史记录:日期保养或修理内容负责人备注____________________________________日期使用情况使用人备注______________________________保养维护计划:计划保养日期保养内容负责人备注____________________________设备检修报告:日期检修内容检修人备注____________________________设备故障记录及处理情况:日期故障内容处理人备注____________________________设备保养记录卡是记录设备修理保养情况的重要工具,可以帮助企业管理人员实时了解设备的维护情况,及时采取修理和保养措施,确保设备的正常运行。
本记录卡的使用方法如下:1.填写日期、设备名称、设备编号、设备类型和设备规格等基本信息。
2.在修理保养历史记录表中填写设备的修理和保养情况。
包括日期、保养或修理内容、负责人和备注等信息。
维护人员应详细记录设备维护的具体内容,包括更换的配件、维护的部位和维护所采用的方法等。
3.在设备使用情况记录表中填写设备的使用情况。
包括日期、使用情况、使用人和备注等信息。
使用人员应详细记录设备的使用情况,包括设备是否正常运行、是否出现故障和是否需要维修等。
4.根据设备的维护需要制定保养维护计划。
包括计划保养日期、保养内容、负责人和备注等信息。
计划保养日期应根据设备的使用情况和维护需求进行合理安排。
5.定期进行设备的检修,并在设备检修报告表中填写检修内容。
包括日期、检修内容、检修人和备注等信息。
检修人员应详细记录设备的检修情况,包括检查的部位、发现的问题和采取的措施等。
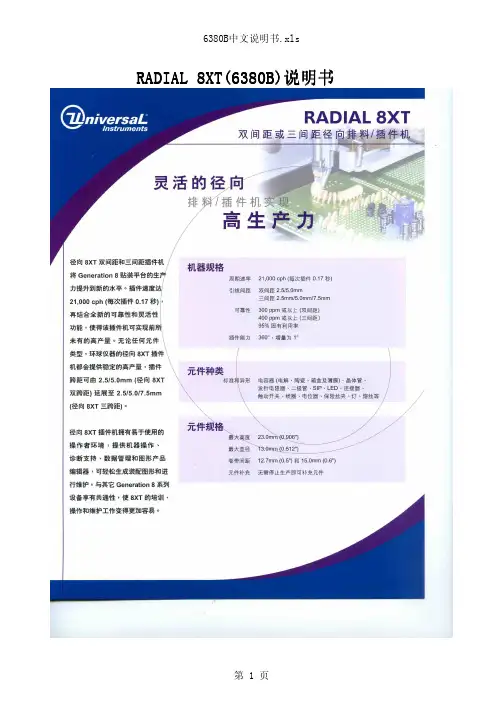
RADIAL RADIAL 88XT XT((63806380B B )说明书RADIAL RADIAL 88XT XT((63806380B B )说明书目录第一部分 设备电第一部分 设备电、、气及场地要求第二部分 设备机械组成部位介绍第三部分 设备安全标识及安全操作方法第四部分 设备第四部分 设备OS OS OS//2、IMUPS IMUPS系统介绍系统介绍第五部分 设备编程方法第六部分 设备机械部件调校方法第七部分 设备对第七部分 设备对PCB PCB PCB的工艺要求 的工艺要求第八部分 设备易损件表一>场地要求:1>电压:220+10VAC/55+10HZ 2>空气开关电流: 15-20A 3>机器功率: 2.7KW-3.4KW 4>气压: 90PSI 或6千克5>6>气管内直径: 13MM 7>电线要求: 4-6平方8>车间温度: 22-26度9>湿度:50-60%1>L1机头长:1.6M 2>L2机头宽:1.8M 3>L3机尾长(20站):1.6M (每增加20站增加1M)4>L4机尾宽:1.5M 5>L5整机长:3.2M 6>机器高度:1.7M7>机器两侧:M1`M2>1.0M 机尾M3>1.0M 机头M4>2.0M二>机器尺寸:第一部份 设备场地要求及电第一部份 设备场地要求及电、、气、机器尺寸第二部份 设备机械组成部位介绍1、分配头与链条2、计数器3、剪切站4、分配头5、分配头感应6、链条马达7、操作面板开头8、CTA部件8、X、Y轴定位系统9、BEC定位系统10、剪脚头14、元件抛料站11、插件头12、元件出现检测器13、修复元件指示灯第三部分 设备安全标识及安全操作方法一、二、8>生产中有紧急情况须按下急停开关等候技术人员处理7>严禁机器在无人操作下自动运行三、安全门感应器位置及安全操作注意事项3>机器生产中不可以碰到安全门 4>机器生产中不可拉开安全门5>生产中严禁在机器盖上放任何硬物或杂物 6>生产中严禁进入系统中修改参数 2>严禁两人操作一台机器各开关及按健 1>机器在生产中不可将手、工具放在移动台上Palm Switch 紧急停止安全门感应器安全门感应器安全门移动工作台移动工作台第四部分 设备第四部分 设备OS OS OS//2、IMUPS IMUPS系统介绍系统介绍将此开关转到ON位置,机器处于手动状态可进行维修保养或更换一、操作面板(各功能键位置)STOP 停止START开始PalmSwitch 紧急停止OVERRIDE/TRANSFER ERROR 连续运行INTERLOCK RESET 恢复联锁INTERLOCK BYPASS维修/手动/自动方式SYSTEM SETUP (系统设定):设系统各项参数PRODUCT EDIT(产品编辑):进入产品程序编辑PRODUCT CHANGEOVER(产品转换):从不同路径导入产品程序PRODUCTION CONTOL(生产控制):进入手动控制状态MACHINE STATUS(机器状态):显示当前机器所处状态MANAGEMENT INFORMATION(管理资料):记录显示产品生产报告 DOCUMENTS(资料):机器有关说明文件IM DIAGNOSTICS(系统诊断):进入控制系统各参数校正及故障检修二、电脑控制屏各功能键SETUP(IMUPS设定):进入IMUPS操作系统设定SECURITY(安全):进入密码设定MAINTENANCE INTERVAL SERVICE(保养进度):进入保养进度表SHUTDOWN(关机):机器不做生产时关闭系统OS/2 WINDOW(OS2窗口):进入DOS菜单TURN OFF ALARM(关闭警报):遇到有警报声需点击做消除机器做分解动作机器做单步动作机器做连续动作显示产品内容显示生产信息显示物料站位情况LOAD PRODUCT(导入产品):导入新产品程序CHANGE PRODUCT COUNT(改变产品数量):在生产中修改所须生产产品的数量 FILE MANAGER(文档管理):管理各种文档插件头已启动工作1>点击电脑上 2>在Requested Count 中设定产品数量,点击FullCycle3〉在Products defined 中选择产品程序,接着点击OK产品程序已导入4>确认物料已装好后,将各安全门、盖关好5〉旋开拉起开关灯灭,接着按6>待机器归零结束后,将待生产的PCB板放到机器夹具上,再次按机器开始工作自动插件LOAD PRODUCT 图标出现上图三、导入产品程序进行生产方法点击FULLCYCLE1>开机a>先打开UPS电源,按POWER ON开关b>将机器后面电源开关OFF转到ONC>待机器电脑出现Initializtion complete 后开机完成开关b>用鼠标点击图标,出现右边提示选择YES C>将机器后面电源开关ON转到OFFd>关闭UPS电源,按POWER OFF开关四、关机操作方法STOP停止START 开始Palm Switch 紧急停止OVERRIDE/TRANSFER ERROR连续运行INTERLOCKRESET恢复联锁INTERLOCK BYPASS维修/手动/自动方式第五部分 设备编程方法A>length:xxx B>width:xxx图二4>在Template选择Save As(输入名称)选择OK即可5>在Board Thickness中输入PCB板厚度(如下图)选择OK即可B >Width Width((元件实际宽度元件实际宽度):):):((XXX XXX))mmC >Height Height((元件高度元件高度))(XXX XXX))mm1 1> > > 选择元件种类选择元件种类选择元件种类((如LEDS LEDS- - - Rad Rad Rad))2 2> > > 进入进入进入Component Component Component进行如下操作进行如下操作进行如下操作((如下图如下图) )3 3>>设定 设定 Body infornation Body infornationA >Length Length((元件实际长度元件实际长度):):):((XXX XXX) ) ) mm mm第二步>进入主菜单Components 中点击 Database6241F主菜E >polarized components polarized components((元件极性元件极性):):):YES YES YES/+/-//+/-//+/-/NO NOD >lead diameter lead diameter((元件脚实际直径元件脚实际直径):():():(xxx mm xxx mmA> Product Nome中输入程式名B> board中选入PCB尺寸(UIC设备生产程序制作方法-设定的PCB尺寸) C>选择OK1>在主菜单中执行Product Product Product点击点击点击New New2>在Nnew Product Nnew Product Nnew Product 中执行以下操作中执行以下操作中执行以下操作((如下图如下图))C>在Y POS 中输入Y坐标(用卡尺量)D>在Theta 中输入插件时的角度(0/90/180/270)E>在hole span 中输入插件时元件跨度(用卡尺量)F>在depth stop 中输入插件时元件高度(用卡尺量)1>在主菜单Components omponents omponents中点击中点击中点击Lnsertion List Lnsertion List Lnsertion List((如上图如上图))2>在Lnsertion List菜单中执行以下操作(如上图)G>在anvil span offset 中输入03>完成以上步骤即做好一个元件,重复以上步骤依此做出PCB上需插件的元件(如下图A>在component ID 中选择要插件元件类型(如:跳线/电阻/二极管)B>在X POS 中输入X坐标(用卡尺量)第五步:设定元件物料站位Dispense Heads1>在主菜单中选择Dispense Heads2>在Dispense Head List中输入元件分配的站位序号(如下图)第六步:程式名优化(根据实际需要操作)1>在主菜单中选择Order中点击Optmization(如下图)2>在Optimizetion optione中选择双下操作来完成优化(如下图3>在主菜单中选择save即完成程序制作第六部分 设备机械部件调校方法一、二、三、四、五、六、七、八、九、十、十一、十二、十三、十四、十五、十六、十七、十八、十九、第七部分 设备对PCB的工艺要求一、PCB工艺边设计(设备单窗口打板设计参考):板边为8.00MM板宽≤407.00MM板边为5.0MMAAB B 定位孔直径3.0+0.05MM(或椭圆5.0×3.0MM)定位孔中心离PCB板右边缘(A)5.0MM、离PCB板外边缘(B)3.5MM定位孔直径3.0+0.05MM、定位孔中心离PCB板左边缘(A)5.0MM、离PCB板外边缘(B)3.5MM二、PCB工艺边设计(设备双窗口打板设计参考)板边为8.0MM板宽≤170.00MM板边为8.0MM板长≤508.00MM定位孔直径3.0+0.05MM(或椭圆5.0×3.0MM)定位孔中心离PCB板右边缘(A)5.0MM、离PCB板外边缘(B)定位孔直径3.0+0.05MM、定位孔中心离PCB板左边缘(A)5.0MM、离PCB板外边缘(B)3.5MM AB A B四、不规则的PCB板须合成规则PCB板设计:第八部分 设备易损件表。

YAMAHA100系列贴片机和环球插件机机器保养表格
年月YV64D日点检及周保养记录表
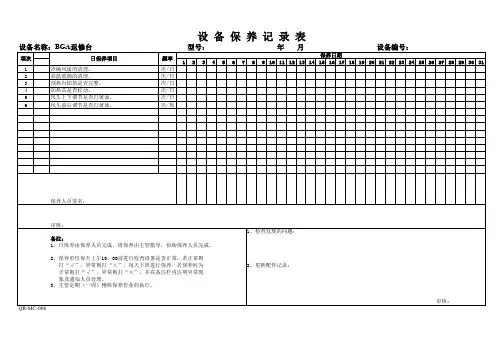
注:日点检正常打“ ”,异常打“X”,更换填“更换”。
周保养填执行情况。
年JW—4CR—S月保养记录表
年月YV100Xe日点检及周保养记录表
注:日点检正常打“ ”,异常打“X”,更换填“更换”。
周保养填执行情况。
年月6241F周点检及保养记录表
年月6241F日点检及保养记录表
年YV100Ⅱe月保养及半年保养记录表
年6241F月/半年点检及保养记录表
年月YV100Ⅱe日点检及周保养记录表
注:日点检正常打“ ”,异常打“X”,更换填“更换”。
周保养填执行情况。
年YV64D月保养及半年保养记录表
年月6380B日点检及保养记录表
年月6380B周点检及保养记录表
年6380B月点检及保养记录表。
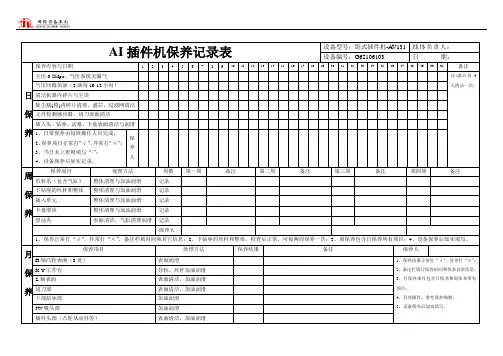
AI插件机保养记录表设备型号:卧式插件机-A V131 线体负责人:设备编号:G6******* 日期:日保养保养内容与日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注主压0.5Mpa,气压系统无漏气注:滤芯每4天清洁一次;气压回路加油(2滴每10-12小时)清洁机器内碎片与尘埃集尘瓶(箱)内碎片清理,滤芯、过滤网清洁元件检测感应器、切刀表面清洁插入头、钻座、活塞、卡盘表面清洁与润滑1、日常保养由每班操作人员完成;2、保养项目正常打“√”,异常打“×”;3、当日未上班则填写“/”;4、设备保养后如实记录。
保养人周保养保养项目处理方法周数第一周备注第二周备注第三周备注第四周备注爪料爪(包含气缸)整体清理与加油润滑记录下钻座的丝杆和整体整体清理与加油润滑记录插入单元整体清理与加油润滑记录卡盘滑块整体清理与加油润滑记录滑动夹表面清洁,气缸清理润滑记录保养人1、保养正常打“√”,异常打“×”,备注栏填时间和其它信息;2、下钻座的丝杆和整体,检查后正常,可每两周保养一次;3、周保养包含日保养所有项目;4、设备保养后如实填写。
月保养保养项目处理方法保养结果备注保养人H轴凸轮表面(8处)表面润滑1、保养结果正常打“√”,异常打“×”;2、备注栏填写保养时间和保养异常信息;3、月保养项目包含日保养和周保养所有项目;4、具体操作,参考保养细则;5、设备保养后如实填写。
X-Y工作台导轨、丝杆加油润滑Z轴表面表面清洁,加油润滑切刀部表面清洁,加油润滑下部砧座部加油润滑JW吸头部加油润滑插件头部(凸轮从动件等)表面清洁,加油润滑AI插件机保养记录表设备型号:立式插件机-RL132 线体负责人:设备编号:G6******* 日期:日保养保养内容与日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注主压0.5Mpa,气压系统无漏气注:滤芯每4天清洁一次;清洁机器内碎片与尘埃集尘瓶(箱)内碎片清理,滤芯清洁插入夹头、接料爪、下钻座清洁润滑V切割部清洁、活塞加油润滑元件供给部清洁(气吹)1、日常保养由每班操作人员完成;2、保养项目正常打“√”,异常打“×”;3、当日未上班则填写“/”;4、设备保养后如实记录。
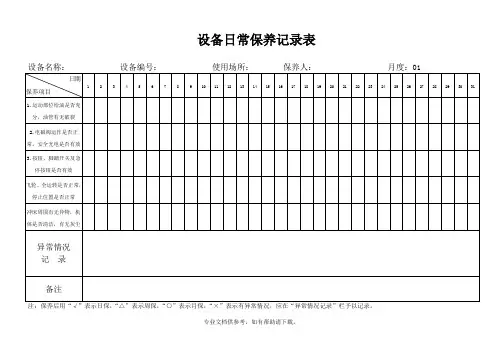
设备日常保养记录表
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
专业文档供参考,如有帮助请下载。
编号:XHGM-BG-36版本:A 设备日常保养记录表
专业文档供参考,如有帮助请下载。
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
设备日常保养记录表
专业文档供参考,如有帮助请下载。
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
设备日常保养记录表
专业文档供参考,如有帮助请下载。
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
设备日常保养记录表
专业文档供参考,如有帮助请下载。
注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
编号:XHGM-BG-36版本:A
专业文档供参考,如有帮助请下载。
仪器设备维修保养记录单1. 介绍仪器设备是现代科学研究和生产过程中不可或缺的工具,对于保证仪器设备的正常运行和延长使用寿命,维修保养工作尤为重要。
本文档介绍了一种仪器设备维修保养记录单,用于记录仪器设备的维修保养情况,以便及时了解设备的状态、维修保养历史和维修保养计划。
2. 维修保养记录单内容仪器设备维修保养记录单包括以下内容:•仪器设备基本信息:记录仪器设备的名称、型号、生产厂商、购买日期等基本信息,方便对照设备台账进行查询和管理。
•维修保养时间:记录每次维修保养的具体时间,方便追溯设备维修保养的历史。
•维修保养内容:详细描述每次维修保养的具体内容,包括检修项目、更换配件、清洁保养等,以及使用的工具和方法。
•维修保养人员:记录负责进行维修保养工作的人员姓名和联系方式,方便日后联系和沟通。
•维修保养结果:描述每次维修保养的结果,包括设备的故障情况、维修的效果以及可能存在的问题或建议。
•计划下次维修保养时间:根据设备的使用情况和维修保养历史,制定下次维修保养的时间计划,确保定期进行维修保养。
3. 使用方法使用仪器设备维修保养记录单的步骤如下:1.填写仪器设备基本信息:在记录单上填写仪器设备的名称、型号、生产厂商、购买日期等基本信息。
2.填写维修保养时间:记录每次维修保养的具体时间,可以按照日期或者按照设备使用时间进行记录。
3.填写维修保养内容:在记录单上详细描述每次维修保养的具体内容,包括检修项目、更换配件、清洁保养等。
4.填写维修保养人员:记录负责进行维修保养工作的人员姓名和联系方式。
5.填写维修保养结果:描述每次维修保养的结果,包括设备的故障情况、维修的效果以及可能存在的问题或建议。
6.计划下次维修保养时间:根据设备的使用情况和维修保养历史,制定下次维修保养的时间计划,确保定期进行维修保养。
4. 优势和应用场景仪器设备维修保养记录单的优势和应用场景如下:•便于维修保养管理:通过记录单,可以清晰地了解每台仪器设备的维修保养历史和细节,方便对设备进行管理和决策。
各种设备维护保养记录表格2正式版
《设备维护保养记录》编号:NO:DSA2021001
注2:异常情况栏,用“√”表示该日无异常情况,用“×”表示今日出现异常情况,并在异常情况记录栏内予以记录。
设备维护计划
起重机械基本情况表
起重设备月度保养记录表
维保单位:**************公司MTRDQB-2021-01-001A(1.0)
起重设备年度检查项目记录表
维保单位:**********************公司 MTRDQB-2021-01-002B(1.0)
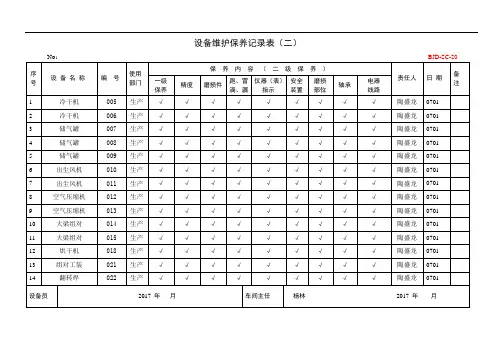
仪器设备维护保养记录表
设备维护保养记录表
科室:放射科
说明:1、维护设备内容:1)清理设备污物,搽净设备表面血渍等,2)检查设备运行是否完好,是否存在安全隐患;
2、设备定期维护情况,填写清楚维护部位,有问题的请在备注栏内准确、详细记载。
并及时反馈科室领导。
设备维护保养记录表
科室:放射科
说明:1、维护设备内容:1)清理设备污物,搽净设备表面血渍等,2)检查设备运行是否完好,是否存在安全隐患;
2、设备定期维护情况,填写清楚维护部位,有问题的请在备注栏内准确、详细记载。
并及时反馈科室领导。
AI插件机保养记录表设备型号:环球插件机6380K 线体负责人:
设备编号:G6******* 日期:
日保养保养项目日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注对CTA组件进行润滑
用专用油对分配头的活动处进行润滑
将BEC镜头擦拭干净
将砧座处积累的锡脚清理干净
检查切刀部位处引脚剪切是否良好
清空剪脚器下面废料盘及切纸器处废料槽
1.日常保养由每班操作人员完成;
2.保养项目正常打“√”,异常打“×”;
3.当日未上班则填写“/”;
4.设备保养后如实记录。
保
养
人
周保养
保养项目处理方法第一周备注第二周备注第三周备注第四周备注下砧座、剪纸器拆卸、清洁、润滑
分配头检查中心度,润滑活动处
插入单元检查推杆、头驱动与润滑
BHS组件整体清理
油雾器检查与清洁
上下板机sensor用无尘布将其擦拭干净
1、保养正常打“√”,异常打“×”,备注栏填时间和其它信息,最后一栏填写保养人姓名;
2、周保养包含日保养所有项目;4、设备保养后如实填写。
月保养
保养项目处理方法保养结果备注保养人
插入头驱动装置清洁、加油润滑 1.保养结果正常打“√”,异常打
“×”;
2.备注栏填写保养时间和保养异
常信息,最后一栏由保养人签字;
3.月保养项目包含日保养和周保
养所有项目;
4..设备保养后如实填写。
分配头清洁、加油润滑
空气过滤器、真空泵清洁
链条组件加油润滑
检查所有sensor与同步皮带有严重磨损时请及时更换
上下板机Y轴导轨用NCA52润滑油进行润滑
插入头转动组件、轴承、拉杆是否松动,有则及时调整
电源箱清洁(用吸尘器)
AI插件机保养记录表设备型号:环球插件机6241K 线体负责人:
设备编号:G6******* 日期:
日保养保养项目日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注对插入头的驱动部分进行润滑
将BEC镜头擦拭干净
清空剪脚器下面废料盘及切纸器处废料槽
使用专用油对分配头的活动处进行润滑
将砧座处积累的锡脚清理干净
对撞锁组件进行检查、润滑
1、日常保养由每班操作人员完成;
2、保养项目正常打“√”,异常打“×”;
3、当日未上班则填写“/”;
4、设备保养后如实记录。
保
养
人
周保养
保养项目处理方法周数第一周备注第二周备注第三周备注第四周备注油雾器对其检查与清洁记录
插入组件(含头链)拆卸、清洁、润滑记录
上下板机sensor用无尘布将其擦拭干净记录
检查紧固部件有严重磨损请及时更换记录
BHS组件整体清理记录
下砧座、剪脚器拆卸、清洁、润滑保养人
1、保养正常打“√”,异常打“×”,备注栏填时间和其它信息;
2、周保养包含日保养所有项目;4、设备保养后如实填写。
月保养
保养项目处理方法保养结果备注保养人
检查气动注油器每分钟应滴6-8滴根据需要请及时调整 1.保养结果正常打“√”,异常打
“×”;
2.备注栏填写保养时间和保养异常
信息,最后一栏由保养人签字;
3.月保养项目包含日保养和周保养
所有项目;
4..设备保养后如实填写。
X-Y导丝杆整体润滑
电源箱清洁(用吸尘器)
头链组件清洁与润滑
检查所有sensor与同步皮带有严重磨损时请及时更换
底部感应器用无尘布进行清洁
空气过滤器、真空泵清洁。