生产线动作及时间分析
- 格式:pdf
- 大小:105.37 KB
- 文档页数:5
IE基础SBTI中国精益研究中心1.效率2.人工效率3.动作经济原则4.动作分析5.线平衡效率的定义:效率=产出投入人工效率人工效率的定义:人工效率==备注:单件流生产线标准工时=瓶颈工序标准工时×作业员配置数量有效人工工时产出总人工工时投入标准工时×产出良品数量总人工工时投入动作经济原则基本原则I 减少动作II 同步动作III 缩短动作V 轻松动作出发点作业员是否需要寻找,挑选,调整方向,定位的动作作业员是否有等待,持有动作作业员是否有不必要的大动作,能否降低动作范围,强度能否减少限制性动作动作方法的原则1.去掉不必要的动作2.减少眼睛的动作3.考虑两个以上的动作组合1.动作同时开始并同时结束2.让双手同时向相反或相对方向动作1.以最适宜的身体部位进行动作,优先使用手指,再手臂,再身体动作。
2.以最短距离进行动作1.尽量使动作没有限制2.利用重力或其他力量进行动作3.利用惯力或反弹力进行动作4.使动作方向及其变换很顺畅操作场所的原则1.将材料或工具放在作业员身边,距离其使用点最近的位置2.将材料或工具放在易于使用的状态,使之不需要寻找,挑选,定向,定位3.将材料和工具按照使用顺序摆放,包括型号更换作业顺序调整位置,以使双手能同时作业以作业不受妨碍为前提,尽量缩小作业空间将作业位置调整到最合适的高度工装夹具及机器的原则1. 使用合适的容器,使得材料和零部件易于拿取,增强作业员动作重复性2.将两种以上的工具合为一体3.使用安装简单的工装夹具4.用1个动作完成机器操作1.对需长时间持有的物品使用支撑架2.对简单操作及需要力量的操作,使用可以应用脚,腿的器具机构3.研制能够同时使用双手的夹具1.取料,送料使用利用重力的器具2.调整机器的操作位置,以便能以最适宜的身体部位进行操作1.为了限制一定的运动路线而使用夹具或导向2.调整手握部位,使其易握3.使用易见且易安装的夹具4.使机器的移动方向与操作方向一致5.使工具轻便易用类别序号名称文字符号Therblig符号例:拿起桌上的铅笔写字色彩符号符号注释第1类1空手(动)Transport EmptyR交盘的形状伸出的(伸向放铅笔的地方)OliveGreen2抓住GraspG抓住物品的形状握住铅笔Dark Red 3搬运MoveM在盘里放东西的形状把铅笔拿过来Green4松手Release loadRL把盘翻过来的形状放下铅笔GarmineRed5定位于PositionP物品搁在手指尖上的形状把笔类放在特定的位置上Blue6组合AssembleA组合的形状套上铅笔直帽VioletLight7使用UseU杯口朝上放置的形状写字(使用铅笔)Pureple 8分解DisassembleDA从组合物上取下一根的形状摘掉笔帽VioletLight类别序号名称文字符号Therblig符号例:拿起桌上的铅笔写字色彩符号符号注释第2类9寻找SearchSH用眼睛寻找物品的形状找一下铅笔在什么地方Black10选择SelectST指明所选物品的形状从数支铅笔中选出一支合适的Grey Light 11检查InspectI凸透镜的形状查看一下字写得如何BurntOchre12预定位置PrepositionPP立着的保龄球瓶的形状调整握笔的姿势,以便容易书写Sky Blue 13考虑PlauPN手托在脑袋上思考的形状考虑写什么样的字Brown第3类14保持HoldH物品被磁铁吸住的形状一直拿着铅笔GoldOchre 15无可避免的延误UnavoidableUD人被绊倒的形状因停电而无法写字,手闲住等待YellowOchre 16休息RestRE人坐在椅子上的形状累了休息一下Orange 17可避免的延误Avoidable DelayAD人睡着了的形状不写字,眼睛看着别处LemonYellow改善点左手右手改善点作业要素动作要素动作要素/Therbling符号作业要素动作要素动作分析改善重点:1.能否省掉这个动作1.这个动作是否不必要2.可否将两个以上的动作要素合成一个3.右手的动作能否用左手完成?动作范围能否缩小4.作业区的配置能否改变5.通过脚完成的动作能否改变2.能否去掉“空手”?能否更容易?1.动手的动作和后面的抓住动作能否同时进行2.物品如放在近处,能否缩短动作距离3.能否将手的动作从上下动作改为水平动作?3.“抓住”的动作能否更容易一些1.物品的形状能否变得更好抓一些(变小,变大)2.能否改变物品的位置和方向,使物品更好拿3.能否改变放置物品的容器,便于更容易拿取4.能否使用夹具,以便更容易抓取物品动作分析改善重点:4.能否省去“搬运”能否使之更容易完成1.搬运动作能否变为滑行或使用传送带2.能否用夹具自动的送出3.能否使物品存放处离作业区更近一些4.抓住物品的动作,能否调整物品的方向和角度,是物品更容易抓取5.工具能否吊放在作业者的近处6.能否使用夹具使搬运更容易完成5.能否省去“确定位置”?能否使之更容易完成1.能否装上定子或导轨2.能否改变持物的方法3.能否去掉物品的棱角,改变其形状6.能否省去“组装”,“分解”能否使之更容易完成1.能否改变物品的设计和组装方法2.能否使部品更光滑动作分析改善重点:7.能否让“使用”更容易1.工夹具的大小,形状,重量能否改变2.拿工夹具的方法和位置能否改变3.能否将两个以上的工夹具组合到一起8.能否省去“放下”的动作?能否使之更容易完成1.能否经常拿到手里2.能否改变放下的位置3.能否使用夹具,以便更容易放下4.能否在伸手的过程中放下5.能否边用一只手放下加工物品,另一只手拿起另一件部品9.“检查”能否更容易的进行1.能否与样本进行比较2.能否用计测器和测定用具测定3.能否同时查看表里两面4.能否一次检查数件动作分析改善重点:10.能否省掉“找”“找出”“选择”?能否使之更容易完成1.能否预先确定好物品的放置处2.能否将物品的放置标准化,使选择变得没必要3.能否在不作业区放置不必要的物品4.能否改变物品的颜色及形状5.物品没有按照作业的顺序放置吗11.能否省去“准备”1.放置物品时能否考虑避免准备动作2.吊挂工具时能否考虑避免准备动作3.能否制作合适的工具箱,以便使后面的动作更容易进行12.能否省去“保持”能否使之更容易进行1.能否不使用保持用的夹具2.能否改变保持物的位置,方向,形状,重量3.能否改变保持动作的方向及方法动作分析改善重点:13.“不可避免的延迟”能否消除1.能否用双手进行作业2.能否担任其他工作14.“可避免的延迟”能否消除1.延误的原因是否已经弄清2.有无消除的方法线平衡率公式:线平衡率=备注:生产线为单件流生产线,用上面公式。
工厂Layout局部优化四种操作方法如果是局部的LAYOUT改善, 你要考虑的是设备的布局还是装配线的布局,这两者有一些区别的, 做物料供给的话,首先要区分你做的是内物流还是外物流,更多的从VSM角度来改善。
01.方法一1、P-Q分析,确定生产的品种与规格;2、产品族分析;3、工艺分析,确定生产顺序;4、规划生产线的作业品种和确定节拍;5、预计各工序的工时;6、重新设定作业区域和位置(更多的以场地面积来考虑);7、设定节拍管理;8、设定“安咚" ;9、做产线员工作业熟练度测试,再次评测工时;10、线平衡,作业组合;11、设定标准库存;12、然后就要做TWI的JI了。
做局部的物料供给: 基本为一个小型的拉动系统。
1、对WIP做调查,了解现场的配套情况;2、现场物料的尺寸、包装、器具做调查;3、对物料进行ABC分析;4、对投料频度及时间的明确化和维持管理(这时候往往要重新设定物料的标准,包罗路径,时间,容器,有条件的话可以用看板卡等) ;5、工位器具的改进;6、设定空器具、空托盘的返还流程。
(如果有看板卡的话,别忘记了看板卡) 。
02.方法二第一步:了解产品、产品工艺流程图、车间平面布置图;第二步:绘制生产系统图;第三步:工艺改善、设备改善,条件成熟构建生产线(单元流或一个流方式);第三步:构建以车间为单位的店铺、容器、物流车、物流通道;第四步:根据改善绘制改善后的车间布局图、车间搬运方式及路径图;第五步:绘制改善后的生产系统图。
03.方法三在施耐德电气使用一种叫LADM(Line Architecture Design Methodology)的方法,非常系统,大致的思路为:1、明确客户的需求和内部企业的目标,确定生产线的产能规划,计算T akt Time。
2、明确约束条件(质量的、空间的、设备的等),通过系统的方法研究工艺流程和操作,并以Tmu为时间单位进行动作分析。
3、以Takt Time作为生产和物流的契约,研究物流和信息流。
生产线快速切换的七大技巧(一)
技巧一:并行操作
所谓的平行作业就是指两个人以上共同从事切换动作。
平行作业最容易马上获得缩短内作业时间的效果。
由一个人慢条斯理地从事切换动作,也许需耗1小时才能完成。
若能由两人共同作业,也许会在40分钟或20分钟就能完成。
那么整个切换时间就由原先的1小时减为20分钟至40分钟之间。
而在平行作业中所需的人工时间或许会增多、不变、减少,都不是所要考虑的重点。
因为,缩短了切换的时间所获得的其他效果远大于人工成本的部分,此点是一般人较容易忽视的。
在从事平行作业时,两人之间的配合动作必须演练熟练,尤需注意安全,不可因为疏忽而造成意外伤害。
IE七大手法一、IE人员主要从事的七个方向,它们是:1.研究与开发管理;2.生产系统设计与控制;3.效率工程;4.质量控制与质量保证;5.实施规划与物流分析;6.工业卫生与安全;7.人力资源管理。
二、基础IE里的东西:IE手法包括:方法研究(程序分析、动作分析),作业测定,布置研究,LineBalance等,但好象不够七个。
在现场IE里,IE七大手法包括:程序分析、动作分析,搬运分析,动作经济原则,作业测定,布置研究,LineBalance。
三、台湾公司教材里面的1、工程分析。
2、搬运工程分析。
3、运动分析(工作抽查worksampling)4、生产线平衡。
5、动作分析。
6、动作经济原则。
7、工厂布置的改善。
四、其它的各种说法1、IE七大手法为:作业分析、程序分析(运用ECRS技巧)、动作分析(动作经济原则)、时间分析、稼动分析、布置搬动分析、生产线平衡2、七大手法:流程分析法、动作分析法、动作经济原则、时间研究、工作抽查法、人机配置法、工作简化法3、七大手法:动作改善法(动改法)、防止错误法(防错法)、5*5W1H法(五五法)、双手操作法(双手法)、人机配合法(人机法)、流程程序法(流程法)、工作抽样法(抽样法)4、七大手法:程序分析、时间分析、动作分析、流水线分析、稼动分析、物料分析、环境分析。
知识和方法是从不停总结中出来,在实际的工作中,不断的运用各种知识,不断的发现,不断的分析以及不断的总结。
从客观性、定量性、通用性和实践可行性等各种原则制作出标准以供后来者学习和运用。
我发现国外并没有IE七大手法的说法(也许是我没有找到),那么IE七大手法必定是我们国人所造,我们需要IE七大手法吗?当然需要,这也许是我们国内IE自己人走出IE基础的第一步。
虽然我们用的手法基本都是国外创造的手法,但是我们加以总结,对于我们工作学习来说,有一个准确的IE七大手法,我们更加容易掌握和使用。
加以总结,使得这些手法更加的适合我国的企业实际情况的运用,也是一件很有意义的事情。
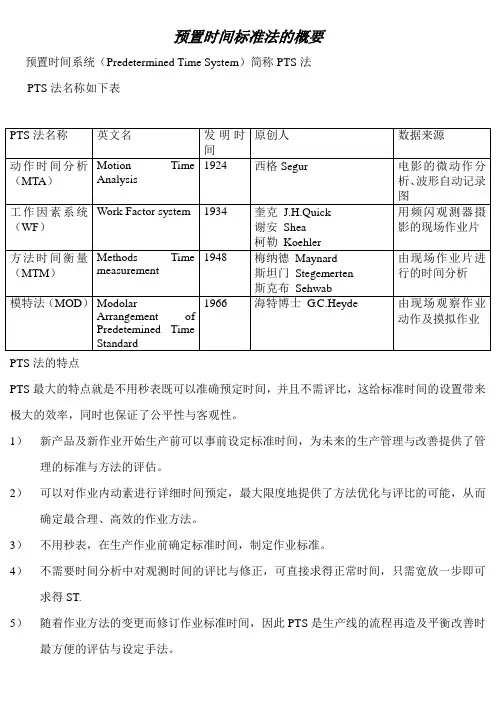
预置时间标准法的概要预置时间系统(Predetermined Time System)简称PTS法PTS法名称如下表PTS法的特点PTS最大的特点就是不用秒表既可以准确预定时间,并且不需评比,这给标准时间的设置带来极大的效率,同时也保证了公平性与客观性。
1)新产品及新作业开始生产前可以事前设定标准时间,为未来的生产管理与改善提供了管理的标准与方法的评估。
2)可以对作业内动素进行详细时间预定,最大限度地提供了方法优化与评比的可能,从而确定最合理、高效的作业方法。
3)不用秒表,在生产作业前确定标准时间,制定作业标准。
4)不需要时间分析中对观测时间的评比与修正,可直接求得正常时间,只需宽放一步即可求得ST.5)随着作业方法的变更而修订作业标准时间,因此PTS是生产线的流程再造及平衡改善时最方便的评估与设定手法。
MOD法的基本原理:1)、所有由人进行的作业,均是共通的基本动作组成,模特法将实际生产作业中的人体动作归纳为21种,详见下表2)、不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等。
3)人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作的2倍,小臂的动作时间是手指动作时间的3倍。
模特法的时间单位与动作分类从理论上来说,时间单位的量值越小,越能精确地测量各种动作是时间值。
对各种PTS法,时间单位的一般选择原则是,应小于该种PTS法中最快的基本动作,将该动作完成一次所需时间值的某一量值作为该方法的基本时间单位。
模特法根据人的动作级次,选择以一个正常人的级次最低、速度最快、能量消耗最小的一次,即手指动作的时间消耗值,作为它的时间单位,即模特法的21种动作都以手指动作一次(移动距离2.5CM)的时间消耗值为基准进行试验、比较,来确定各种动作作时间值.具体21个动的分类及表示符号见下表(表8-2).MOD法动作分析1)手指的动作M1:用手指的第三个关节前的部分进行的动作(1MOD)动作距离2.5CM 动作举例:手持小零件的手指移动,用手指拧螺母,用手指擦密封条(注意:手指移动很微小,注意移动次数,避免漏掉2)手的动作M2,表示用手腕以前的手部进行的移动,动作距离5CM动作举例:持住零件在手腕的移动范围内安装、对准。

IE七大手法八大浪费一、IE人员主要从事的七个方向,它们是:1.研究与开发管理;2.生产系统设计与控制;3.效率工程;4.质量控制与质量保证;5.实施规划与物流分析;6.工业卫生与安全;7.人力资源管理。
二、基础IE里的东西:IE手法包括:方法研究(程序分析、动作分析),作业测定,布置研究,Line Bala nee等,但好象不够七个。
在现场IE里,IE七大手法包括:程序分析、动作分析,搬运分析,动作经济原则,作业测定,布置研究,Line Bala nee。
三、台湾公司教材里面的1、工程分析。
2、搬运工程分析。
3、运动分析(工作抽查work sampling)4、生产线平衡。
5、动作分析。
6、动作经济原则。
7、工厂布置的改善。
四、其它的各种说法1、IE七大手法为:作业分析、程序分析(运用ECRS 技巧)、动作分析(动作经济原则)、时间分析、稼动分析、布置搬动分析、生产线平衡2、七大手法:流程分析法、动作分析法、动作经济原则、时间研究、工作抽查法、人机配置法、工作简化法3、七大手法:动作改善法(动改法)、防止错误法(防错法)、5*5W1H法(五五法)、双手操作法(双手法)、人机配合法(人机法)、流程程序法(流程法)、工作抽样法(抽样法)4、七大手法:程序分析、时间分析、动作分析、流水线分析、稼动分析、物料分析、环境分析。
IE的八大浪费浪费的定义在JIT生产方式中,浪费的含义与社会上通常所说的浪费有所区别。
对于JIT来讲,凡是超出增加产品价值所绝对必须的最少量的物料、设备、人力、场地和时间的部分都是浪费。
因此,JIT生产方式所讲的浪费不仅仅是指不增加价值的活动,还包括所用资源超过“绝对最少”界限的活动。
各种各样的浪费现象在很多尚未实行5S活动的企业中普遍存在,如表1-1 所示。
为了杜绝工厂中的浪费现象,首先需要发现不合理的地方,然后才是想办法解决问题,这就需要推行5S、JIT等较为先进的管理方法。
表1- 1未实施5 S活动的企业中的浪费浪费表现危害成员仪容不整有损企业形象,影响士气,易生危险,不易识别设备布置不合理半成品数目大,增加搬运,无效作业设备保养不当易生故障,增加修理成本,影响品质物品随意摆放易混料,寻找费时间,易成呆料通道不畅作业不畅,易生危险,增加搬运常见的八大浪费在工厂中最为常见的浪费主要有八大类,分别是:不良、修理的浪费,过分加工的浪费,动作的浪费,搬运的浪费,库存的浪费,制造过多?过早的浪费,等待的浪费和管理的浪费。
培训对象:装配部班组长级管理人员1、动作分析的目的与意义:动作分析或称动作研究是对生产活动的全部作业动作进行观测分析,研究人的各种动作的浪费,从而寻求省力、省时、安全、经济的作业方法时采用的IE手法。
动作分析通过研究分析人的各种作业动作,发现并改善无效动作或浪费现象,最终提高作业效率。
动作分析与IE其它手法相结合,使生产管理与改善有了坚实的科学依据与方法指导,是真正做到科学管理的基础。
IE基础手法的程序分析、动作分析、时间研究是培养现场管理与改善能力与眼力的理论基础。
动作分析按精度不同分为以下几种方法:①目视动作分析②动素分析③影像分析2、动作分析的程序:2-1、观察与记录观察生产现场作业者的动作,包括眼睛的移动,进行记录。
2-2、对分析记录结果中的浪费进行改善:去除记录结果中产生浪费的动作及将费时的动作改为较快的动作。
2-3、动作经济原则进行改善:对照动作经济原则进行改善。
2-4、重新编制作业方法:打破现有方法程序,使工作进行得更轻松、更有效,及设定作业标准,是动作分析的目的。
3、动作分析的方法:3-1、目视动作分析观测者以目视直接对现场作业进行观测分析改善,现场发现动作问题并改善。
优点是对现场瓶颈工序及时改善,提高作业效率;缺点是时间测定及细微动作的观测困难。
3-2、动素分析:是动作分析的核心方法,它将人的全部动作包括大脑的思考行为详细分为18种最小动作单位要素称为动素,即人的动作的基本要素,通过分析使我们了解动作的本质。
动素分析是进行分析研究的方法。
3-3、影像分析:通过作业录像进行分析,可以精确地对作业时间及动作要素进行测定及研究分析,是动作分析中精度最高的一种。
4、18种动作的定义:动素分析是由美国工程师FRANK,BUNKER.GILBRETH(1862-1924)创立的,动作分析基本要素共有18种动作。
(详见下表)表5、动素分析是对作业进行细微的动作分解与观察,对每一个连续动作进行分解,将右手、左手、眼睛三种动作分开观察并进行记录,进而寻求改善的动作分析方法。
第1篇一、实验背景随着我国经济的快速发展,工业生产规模不断扩大,对生产效率和质量的要求也越来越高。
为了提高生产效率、降低生产成本、优化生产流程,工业工程(IE)作为一种系统性的工程方法,在工业生产中发挥着越来越重要的作用。
本实验旨在通过实际操作,让学生深入了解工业工程的基本原理和方法,提高学生的实际操作能力和解决实际问题的能力。
二、实验目的1. 理解工业工程的基本概念和原理;2. 掌握工业工程常用工具和方法;3. 学会运用工业工程的方法分析和解决实际问题;4. 提高学生的团队合作能力和沟通能力。
三、实验内容本次实验选择了某电子产品组装生产线作为研究对象,通过以下步骤进行实验:1. 现场观察与调查首先,我们对生产线进行了现场观察和调查,收集了以下信息:(1)生产线的基本情况:包括生产线长度、宽度、高度,生产线上的设备数量和类型等;(2)生产线上的工作流程:包括原材料入库、加工、组装、检测、包装等环节;(3)生产线上的操作人员:包括操作人员数量、工种、技能水平等;(4)生产线的物料流动情况:包括原材料、半成品、成品等物料的流动路径、流量、时间等。
2. 工作研究(1)人机操作分析:通过观察操作人员的动作,分析其操作过程中的不合理之处,如重复动作、无效动作、动作幅度过大等,并提出改进建议;(2)双手操作分析:分析操作人员双手的动作规律,找出双手操作的瓶颈,提出优化方案;(3)动作分析:运用ETM(Equivalence Time Method)等方法,对操作人员的动作进行时间分析,找出影响生产效率的关键因素。
3. 生产线布局优化根据工作研究的成果,对生产线进行布局优化,主要包括:(1)调整生产线长度:缩短生产线长度,减少物料运输距离;(2)优化设备布局:将设备按照加工顺序排列,减少操作人员的行走距离;(3)设置缓冲区:设置缓冲区,减少生产线上的物料积压,提高生产效率。
4. 生产线仿真模拟利用仿真软件对优化后的生产线进行模拟,验证优化效果,并对可能出现的问题进行预测和调整。
“IE手法是以人的活动为中心,以事实为依据,用科学的分析方法对生产系统进行观察、记录、分析,并对系统问题进行合理化改善,最后对结果进行标准化的方法.”IE七大手法这是很多时候都存在的一种错误说法,确切的说应该是IE人员主要从事的七个方向,它们是:1.研究与开发管理;2.生产系统设计与控制;3.效率工程;4.质量控制与质量保证;5.实施规划与物流分析;6.工业卫生与安全;7.人力资源管理。
大概是很多公司或者从事IE的朋友受QC新旧七大手法的影响,创造出了这样一个IE七大手法的缘故。
我想是基础IE里的东西。
IE手法包括方法研究(程序分析、动作分析),作业测定,布置研究,Line Balance等,但好象不够七个。
在现场IE里,IE七大手法包括:程序分析、动作分析、搬运分析、动作经济原则、作业测定、布置研究、Line Balance。
台湾某公司的教材是这样写的:1、工程分析2、搬运工程分析3、运动分析(工作抽查work sampling)4、生产线平衡5.、动作分析6、动作经济原则7、工厂布置的改善。
IE七大手法为:作业分析程序分析(运用ECRS技巧)动作分析(动作经济原则)时间分析稼动分析布置搬动分析生产线平衡七大手法(1) 流程分析法(2) 動作分析法(3) 動作經濟原則(4) 時間研究(5) 工作抽查法(6) 人機配置法(7) 工作簡化法1.动作改善法(动改法)2.防止错误法(防错法)3.5*5W1H法(五五法)4.双手操作法(双手法)5.人机配合法(人机法)6.流程程序法(流程法)7.工作抽样法(抽样法)答案太模糊了。
所谓IE手法:是以人的活动为中心,以事实为依据,用科学的分析方法对生产系统进行观察,记录分析并对系统问题,进行合理化改善,最后对结果进行标准化的方法。
我个人认为具有客观性,定量性,通用性的方法都可以列入,因为IE七大手法都是由人不断的总结提出的。
实际当中嘛!!我个人总结出来应该分为:1、程序分析。
七大手法一、IE人员主要从事的七个方向,它们是:1.研究与开发管理2.生产系统设计与控制;3.效率工程;4.质量控制与质量保证;5.施规划与物流分析;6.工业卫生与安全;7.人力资源管理。
二、基础IE里的东西:IE手法包括:方法研究(程序分析、动作分析),作业测定,布置研究,Line Balance等,但好象不够七个。
在现场IE里,IE七大手法包括:程序分析、动作分析,搬运分析,动作经济原则,作业测定,布置研究,Line Balance。
三、台湾公司教材里面的1、工程分析。
2、搬运工程分析。
3、运动分析(工作抽查work sampling)4、生产线平衡。
5、动作分析。
6、动作经济原则。
7、工厂布置的改善。
四、其它的各种说法1、IE七大手法为:作业分析、程序分析(运用ECRS技巧)、动作分析(动作经济原则)、时间分析、稼动分析、布置搬动分析、生产线平衡2、七大手法:流程分析法、动作分析法、动作经济原则、时间研究、工作抽查法、人机配置法、工作简化法3、七大手法:动作改善法(动改法)、防止错误法(防错法)、5*5W1H法(五五法)、双手操作法(双手法)、人机配合法(人机法)、流程程序法(流程法)、工作抽样法(抽样法)4、七大手法:程序分析、时间分析、动作分析、流水线分析、稼动分析、物料分析、环境分析。
IE的八大浪费浪费的定义在JIT生产方式中,浪费的含义与社会上通常所说的浪费有所区别。
对于JIT来讲,凡是超出增加产品价值所绝对必须的最少量的物料、设备、人力、场地和时间的部分都是浪费。
因此,JIT生产方式所讲的浪费不仅仅是指不增加价值的活动,还包括所用资源超过“绝对最少”界限的活动。
各种各样的浪费现象在很多尚未实行5S活动的企业中普遍存在,如表1-1所示。
为了杜绝工厂中的浪费现象,首先需要发现不合理的地方,然后才是想办法解决问题,这就需要推行5S、JIT等较为先进的管理方法。
表1-1 未实施5S活动的企业中的浪费浪费表现危害成员仪容不整有损企业形象,影响士气,易生危险,不易识别设备布置不合理半成品数目大,增加搬运,无效作业设备保养不当易生故障,增加修理成本,影响品质物品随意摆放易混料,寻找费时间,易成呆料通道不畅作业不畅,易生危险,增加搬运常见的八大浪费在工厂中最为常见的浪费主要有八大类,分别是:1不良、修理的浪费,2过分加工的浪费,3动作的浪费,4搬运的浪费,5库存的浪费,6制造过多?过早的浪费,7等待的浪费8管理的浪费。
今不做何时做我不做谁来做关于I EIE=Industrial Engineering ,工业工程,是关于人员、物料、设备以及能源等整体系统的设计、改善与装置的一门技朮,对系统可能得到的结果予以规定、预测和评估。
企业内IE活动的日常工作事项:1. 作业研究和作业改善2. 标准的设定和维持3. 成本报价4. 工厂管理数据之作成(设备能力,工厂能力,工厂负荷,作业能率等)5. 工程管理(工程计划,进度)6. 设备管理(设备计划,筹办,保养)7. 工具管理(治工具的设计、制作、筹办)8. 质量管理9. 情报管理(图面其它制造情报,实绩报告等)IE七大手法简介一、工程分析:将生产工程和作业方法进行调查分析,来掌握问题点的手法,系从原材料至完成品为止,顺沿着工程的流动把各工程用记号表示之,作成作业流程图。
再集全工程的总括表,经分析结果予以定量化,找出问题。
工程记号三大类:1、稼动---- ○,产生附加价值的作业2、准稼动---◇□→,现状的方式是不可避免的,但大力去改善可以免除的作业3、非稼动----D▽,不产生附加价值的作业。
下面公式为稼动率计算公式:改善的步骤:先把非稼动除去,其次是如何避免准稼动的系统改善,至于稼动须要下工夫,利用种种努力使工时数减少,以提高效果。
制造周期率= E○/E(◇+□+→+D+▽)*100二、搬运工程分析对生产过程中物料的移动距离、经过时间、以及等待在内的整个搬运活动分析。
一般通过操作程序图和流程程序图、流程线图来分析,寻找最短路径。
三、稼动分析(工作抽查work sampling):是人和机械的稼动状态,以瞬时观测周而复始的采取抽样方式,列入对象现象的发生率作业实用上可以满足信赖度和精度,用统计的来推定的方法。
目的:1、设定宽放率2、了解设备的使用情况机台稼动率:相对稼动率=机台利用时间/机台最大可利用时间﹔绝对稼动率=机台利用时间/所有机台最大可利用时间﹔例:*月*日单剖机有3台机使用,使用时间分别为8h(2小时架刀、半小时卫生)、8.5h(1.5小时坏机,半小时卫生)、9h(1小时待料、半小时卫生),本日上班时间为8小时正常上班,2.5小时加班﹔(单剖机共有5台)﹔则此日之稼动率分别为:相对稼动率=8+8.5+9/10.5*3=0.8095=80.95%﹔绝对稼动率=8+8.5+9/10.5*5=0.4857=48.57%﹔四生产线平衡:依照流动生产的工程顺序,从生产目标算出周期时间,将作业分割或结合,使各工程的负荷均匀,提高生产效率的技法,叫做生产线平衡( line Balancing)作业编成率=各工程的作业时间合计/工程中最长的时间*作业者人数(工程数)*100生产线编成损失率=100-作业编成率A、推行步骤:1、单工程时间(ST)测定2、分析表作成(效率评估表)3、计算balance效率和balance loss4、实施line bal ancing ,则时间长的工程分配到时间短的工程5、改善后的pitch diagram 作成,效率计算6、结果比较B、作业编成改善程序1、现状登录(工序、人员、配置、产量/日,不良率)2、QC工程图重审3、作业动作再指导(动作经济原则15条)4、ST重测(周期ST,单工程ST)5、作业编成效率计算6、物流规划定案7、车间输补材料放置区设置(完成品,待检区,合格出货区,不良区,重工区,参观路线)8、改善成果发表五、动作分析:therblig是动作研究,从作业者的动作顺序观察要素动作,不产生附加价值的作业(不合理、不平衡、不需要=3不)或作业者周边的治工具配置等,作为改善检讨之着眼点的手法。