机械加工表面粗糙度解释及测量
- 格式:ppt
- 大小:5.04 MB
- 文档页数:69
表面粗糙度的测量目录一、表面粗糙度的检测 (2)二、表面粗糙度的测量 (3)三、参考标准 (4)四、参考文献 (5)一、表面粗糙度的检测表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:1)表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
2)表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
3)表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
4)表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
5)表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
6)表面粗糙度影响零件的接触刚度。
接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。
机器的刚度在很大程度上取决于各零件之间的接触刚度。
7)影响零件的测量精度。
零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。
此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。
表面粗糙度基本术语:取样长度:评定表面粗糙度所规定的一段基准线长度。
应与表面粗糙度的大小相适应。
规定取样长度是为了限制和减弱表面波纹度对表面粗糙测量结果的影响,一般在一个取样长度内应包含5个以上的波峰和波谷。
评定长度:为了全面、充分地反映被测表面的特性,在评定或测量表面轮廓时所必需的一段长度。
表面粗糙度1、表面粗糙度定义定义:加工表面上具有的间距很小的微小峰谷所形成的(微观几何形状特征)。
形成原因:①材料的塑性变形;②工艺系统的高频振动;③刀具与被加工材料之间的摩擦。
2、表面粗糙度测量和评定应规定(取样长度)、(评定长度)、(基准线)和(评定参数),且测量方向应(垂直)于表面的加工纹理方向。
3、取样长度目的用符号(lr )表示;目的是(限制、减弱)(波纹度、形状误差)对(测量结果)的影响。
4、评定长度目的用符号(ln )表示;目的是(限制、减弱)(表面加工不均匀性)对(测量结果)的影响;评定长度可以包含一个或几个取样长度;一般取5个取样长度。
5、基准线①轮廓算术平均中线;②轮廓最小二乘中线。
6、评定参数①轮廓算术平均偏差Ra;②轮廓最大高度Rz;③轮廓单元的平均宽度RSm;④轮廓支承长度率Rmr(c)。
7、标记含义①用去除材料的方法获得的表面粗糙度Ra的最大值为3.2μm ;②用去除材料的方法获得的表面粗糙度Ra最大值为3.2μm,最小值为1.6μm ;③用任何方法获得的表面粗糙度Ra的上限值为1.6μm ;④用去除材料的方法获得的表面粗糙度Ra上限值为6.3μm,下限值为3.2μm;⑤用不去除材料的方法获得的表面粗糙度Rz的上限值为200μm;⑥用去除材料的方法获得的表面粗糙度Rz上限值为6.3μm,Rz下限值为3.2μm。
8、①给定上限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,则认为合格。
②给定上限值和下限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,且小于下限值的个数少于总数的16%,则认为合格。
③给定最大值:整个被测表面上幅度参数所有的实测值皆不大于允许值,则认为合格。
④给定最大值和最小值:整个被测表面上幅度参数所有的实测值皆在最大与最小允许值范围内,才认为合格。
9、表面粗糙度的选用原则①在满足功能要求的前提下,尽量选用较大的粗糙度参数值。

第六章表面粗糙度及检测第一节概述用任何方法获得的零件表面,都不会绝对的光滑平整,总会存在着由较小间距的峰和谷组成的微观高低不平。
这种加工表面上具有的微观几何形状误差称为表面粗糙度。
它主要是在加工过程中,由于刀具切削后留下的刀痕、切屑分离时的塑性变形、工艺系统中存在高频振动及刀具和零件表面之间的磨擦等原因所形成的。
表面粗糙度对零件的功能要求、使用寿命、可靠性及美观程度均有直接的影响。
为了正确地测量和评定零件表面粗糙度,自从1956年颁布了第一个表面光洁度标准JB 50-56以来,我国对表面粗糙度国家标准已进行了多次修订,现在实施的相关标准主要有GB/T3505-2000《产品几何技术规范(GPS)表面结构轮廓法表面结构的术语、定义及参数》(代替GB/T3505-2000)、GB/T1031-2009《产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值》(代替GB/T 1031-1995)、GB/T 10610-2009《产品几何技术规范(GPS)表面结构轮廓法评定表面结构的规则和方法》(代替GB/T 10610-1998)、GB/T131-2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(代替GB/T 131-1993《机械制图表面粗糙度符号、代号及其注法》)、GB/T 6062-2009《产品几何技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》(代替GB/T 6062-2002)。
本章将对上述标准的主要内容进行介绍。
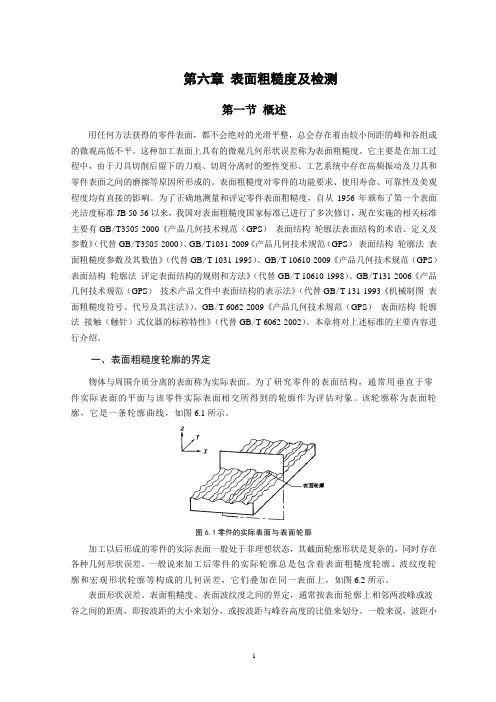
一、表面粗糙度轮廓的界定物体与周围介质分离的表面称为实际表面。
为了研究零件的表面结构,通常用垂直于零件实际表面的平面与该零件实际表面相交所得到的轮廓作为评估对象。
该轮廓称为表面轮廓,它是一条轮廓曲线,如图6.1所示。
图6.1零件的实际表面与表面轮廓加工以后形成的零件的实际表面一般处于非理想状态,其截面轮廓形状是复杂的,同时存在各种几何形状误差。
机加工零件表面质量(粗糙度)检测实验一、实验目的1、了解机床加工刀具对零件加工表面质量的影响。
2、掌握表面粗糙度检测常用仪器的原理及使用方法。
二、实验原理机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以Ra Rz Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称作:镜面。
其加工后的表面质量直接影响被加工件的物理、化学及力学性能。
产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。
一般而言,重要或关键零件的表面质量要求都比普通零件要高。
这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
表面粗糙度的概念:在机械学中,粗糙度指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。
它是互换性研究的问题之一。
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。
表面粗糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法或其他因素形成的。
零件表面的功用不同,所需的表面粗糙度参数值也不一样。
零件图上要标注表面粗糙度符号,用以说明该表面完工后须达到的表面特性。
无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹。
表面上这种微观不平滑情况,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。
4.1 基本概念4.1.1 表面粗糙度的定义表面粗糙度(Surface roughness)是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于1mm 的属于表面粗糙度,波距在1~10mm 的属于表面波度,波距大于10mm 的属于形状误差,如图4-1 所示。
4.1.2 表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1. 影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2. 影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3. 影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4. 影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
/hhxing/book/version2/f42.htm4.3 表面粗糙度的选用4.3.1 评定参数的选用1. 幅度参数的选用幅度参数是标准规定的基本参数,可以独立选用。