各种机加工粗糙度对照表(超实用)
- 格式:docx
- 大小:8.68 MB
- 文档页数:6

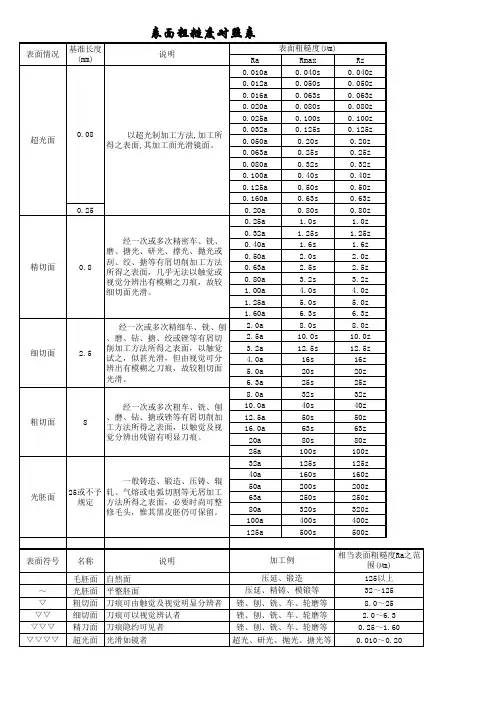
镜面0。
006微米雾状镜面0.012镜状光泽面0。
025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向1。
6微见加工痕迹方向3。
2可见加工痕迹方向6。
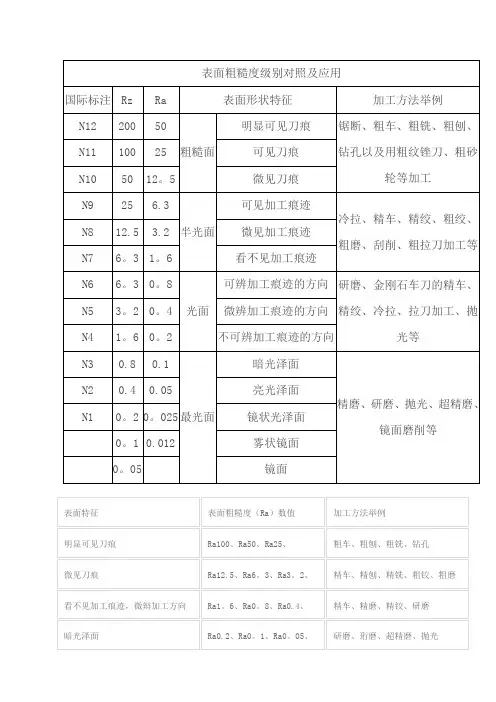
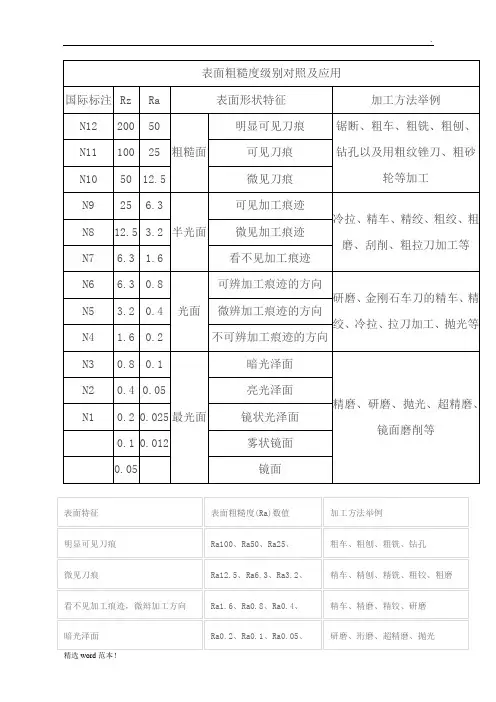
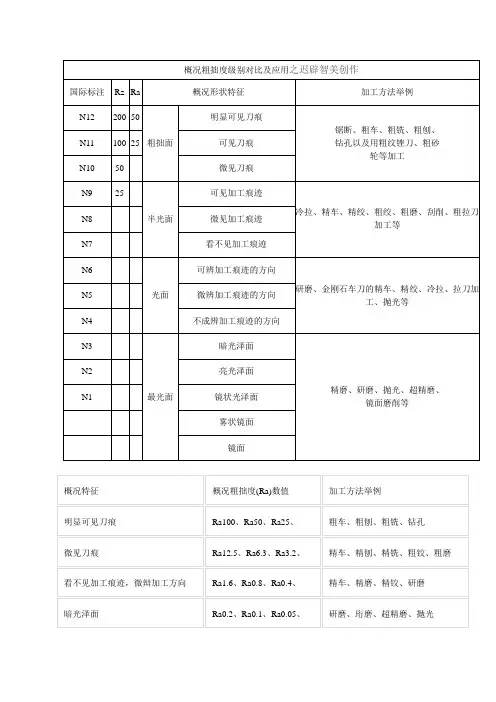
3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12。
5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6。
3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3。
2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面.要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面.保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴径表面、要求气密的表面和支承表面,圆锥定心表面等.IT5、IT6级配合表面、高精度齿轮的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等10级Ra值不大于\μm=0。
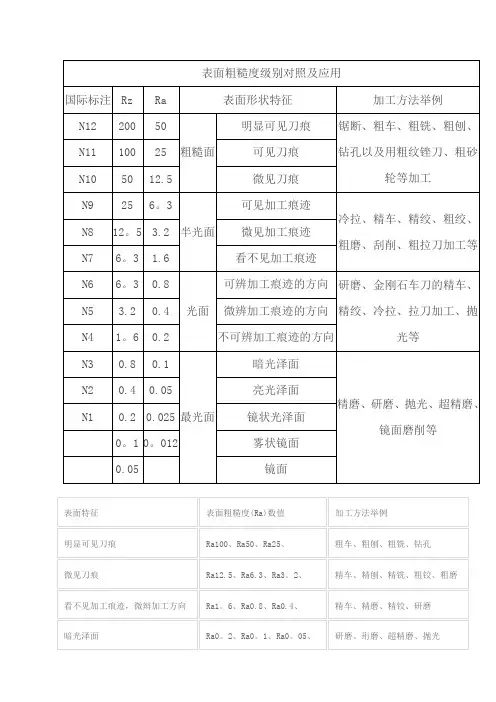
粗糙度等级对照表粗糙度等级对照表是一种对物体表面粗糙度的标准评价方法,可以用来衡量和比较不同物体的表面粗糙程度。
为了更好的理解和应用表面粗糙度,人们研究与粗糙度相关的物理机理,并建立了一套表面粗糙度评价标准。
粗糙度等级对照表主要根据粗糙的测量方法,将表面粗糙度分为7个级别,分别为R0、R1、R2、R3、R4、R5和R6,其中R0代表最平滑的表面,R6代表最粗糙的表面。
R0级:表面粗糙度非常平滑,能完全反映出物体表面的细节,适用于家具表面、镜子表面、洗盘、饰品等。
R1级:表面粗糙度较高,表面有轻微的细纹,适用于汽车表面、家具表面、洗手盆等。
R2级:表面粗糙度略高,表面带有轻微的凹槽,适用于汽车表面、厨房瓷砖、门窗框架、洗衣槽等。
R3级:表面粗糙度较高,表面带有较多凹槽,适用于门窗表面、碗盆表面、家用电器外壳、工业制品表面等。
R4级:表面粗糙度较高,表面带有较多凹槽,适用于墙面表面、地板表面、染料、木材表面等。
R5级:表面粗糙度较高,表面带有大量凹槽,适用于农具表面、工业装置表面、走廊表面等。
R6级:表面粗糙度很高,表面有大量凹槽,适用于工业用地表面、公路表面、污水处理装置表面等。
综上所述,可以看出,R0-R6粗糙度等级是一套精心设计的分级标准,可以根据不同物体的表面粗糙程度进行准确测量和评价。
除了根据该标准评价表面粗糙度之外,人们还可以结合表面粗糙度检测仪器,实现对于物体表面粗糙度的准确检测。
由于粗糙度对于家具、汽车表面等物体的安全性、外观美观程度有着重要的影响,因此,表面粗糙度等级对照表成为了各行各业检测和评价物体表面粗糙度的重要工具。
粗糙度等级对照表在计算机编程中也有着广泛的应用,通过对平面和立体对象的粗糙度数据计算,可以方便地计算复杂的表面粗糙度模型。
同时,粗糙度等级对照表还可以应用于航空、航天、汽车、生物工程等领域,用于测量和比较细微的表面结构,为相关领域的研究提供帮助。
综上,粗糙度等级对照表是一种精准的物体表面粗糙度检测和评价标准。
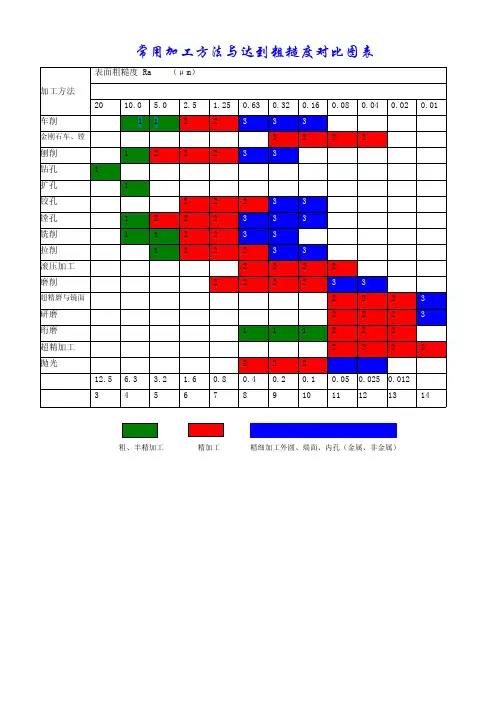
常用加工方法与达到粗糙度对比图表粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)孔加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm5钻-扩-铰IT8-9 5.0-2.56钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸出孔或锻出孔10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.511粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.2512粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗IT6-7 1.25-0.6313粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工16钻-(扩)-粗铰-精铰-珩磨钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨IT6-70.32-0.040精度要求很高的孔17以研磨代替上述方案的珩磨IT6以上0.160-0.010平面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.327粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨IT5-60.63-0.0409粗铣-拉IT6-9 1.25-0.32大量生产,较小的平面(精度视拉刀的精度而定)10粗铣-精铣-磨削-研磨IT5以上高精度平面外圆表面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1.粗车IT11-1380-20适用于淬火钢外的各种金属2.粗车-半精车IT8-910.0-5.03.粗车-半精车-精车IT6-7 2.5-1.254.粗车-半精车-精车-滚压(或抛光)IT6-70.32-0.0405.粗车-半精车-磨削IT6-7 1.25-0.63主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属6.粗车-半精车-粗磨-精磨IT5-60.63-0.1607.粗车-半精车-粗磨-精磨-超精加工(或轮式超精磨)IT50.160-0.0208.粗车-半精车-精车-金刚石车IT5-60.63-0.040主要用于要求较高的有色金属的加工9.粗车-半精车-粗磨-精磨-超精磨或镜面磨IT5以上0.040-0.010极高精度的外圆加工10.粗车-半精车-粗磨-精磨-研磨IT5以上0.160-0.010各种毛坯表面层厚度(mm)自由锻件模锻件铸件磁钢≤1.5磁钢≤1灰口铸铁1-4合金钢2-4合金钢≤0.5铸钢2-5。
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
1级Ra值不年夜于\μm=100概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的概况,如粗车、粗刨、切断等概况,用粗镗刀和粗砂轮等加工的概况,一般很少采纳2级Ra值不年夜于\μm=25、50概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的概况,焊接前的焊缝、粗钻孔壁等3级Ra值不年夜于\μm=12.5概况状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合概况,如轴的端面、倒角、齿轮及皮带轮的正面、键槽的非工作概况,减重孔眼概况4级Ra值不年夜于\μm=6.3概况状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合概况,如支柱、支架、外壳、衬套、轴、盖等的端面.紧固件的自由概况,紧固件通孔的概况,内、外花键的非定心概况,不作为计量基准的齿轮顶圈圆概况等5级Ra值不年夜于\μm=3.2概况状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的概况,如箱体、外壳、端盖等零件的端面.要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作概况.不重要的紧固螺纹的概况.需要滚花或氧化处置的概况6级Ra值不年夜于\μm=1.6概况状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=装置直径超越80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的概况,外径定心的内花键外径,轴承盖的定中心凸肩概况7级Ra值不年夜于\μm=0.8概况状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的概况,如锥销与圆柱销的概况,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超越80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮概况等8级Ra值不年夜于\μm=0.4概况状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期坚持配合性质稳定的配合概况,IT7级的轴、孔配合概况,精度较高的齿轮概况,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径概况、与橡胶密封件接触的轴的概况,尺寸年夜于120mm的IT13~IT16级孔和轴用量规的丈量概况9级Ra值不年夜于\μm=0.2概况状况=不成辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的概况.保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的概况,如轴径概况、要求气密的概况和支承概况,圆锥定心概况等.IT5、IT6级配合概况、高精度齿轮的概况,与G级滚动轴承配合的轴径概况,尺寸年夜于315mm 的IT7~IT9级级孔和轴用量规级尺寸年夜于120~315mm的IT10~IT12级孔和轴用量规的丈量概况等10级Ra值不年夜于\μm=0.1概况状况=暗光泽面加工方法=超级加工应用举例=工作时接受较年夜变应力作用的重要零件的概况.保证精确定心的锥体概况.液压传动用的孔概况.汽缸套的内概况,活塞销的外概况,仪器导轨面,阀的工作面.尺寸小于120mm的IT10~IT12级孔和轴用量规丈量面等11级Ra值不年夜于\μm=0.05概况状况=亮光泽面加工方法=超级加工应用举例=保证高度气密性的接合概况,如活塞、柱塞和汽缸内概况,摩擦离合器的摩擦概况.对同轴度有精确要求的孔和轴.滚动导轨中的钢球或滚子和高速摩擦的工作概况12级Ra值不年夜于\μm=0.025概况状况=镜面光泽面加工方法=超级加工应用举例=高压柱塞泵中柱塞和柱塞套的配合概况,中等精度仪器零件配合概况,尺寸年夜于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用和孔用量规丈量概况13级Ra值不年夜于\μm=0.012概况状况=雾状镜面加工方法=超级加工应用举例=仪器的丈量概况和配合概况,尺寸超越100mm 的块规工作面14级Ra值不年夜于\μm=0.0063概况状况=雾状概况加工方法=超级加工应用举例=块规的工作概况,高精度丈量仪器的丈量面,高精度仪器摩擦机构的支承概况。
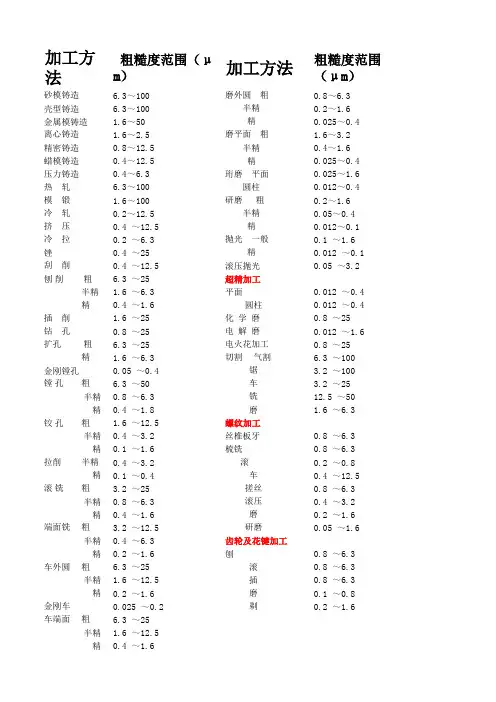
加工方法 粗糙度范围(μm)加工方法粗糙度范围(μm)砂模铸造 6.3~100磨外圆粗0.8~6.3壳型铸造 6.3~100半精0.2~1.6金属模铸造 1.6~50精0.025~0.4离心铸造 1.6~2.5磨平面粗 1.6~3.2精密铸造0.8~12.5半精0.4~1.6蜡模铸造0.4~12.5精0.025~0.4压力铸造0.4~6.3珩磨平面0.025~1.6热轧 6.3~100圆柱0.012~0.4模锻 1.6~100研磨粗0.2~1.6冷轧0.2~12.5半精0.05~0.4挤压0.4 ~12.5精0.012~0.1冷拉0.2 ~6.3抛光一般0.1 ~1.6锉0.4 ~25精0.012 ~0.1刮削0.4 ~12.5滚压抛光0.05 ~3.2刨削粗 6.3 ~25超精加工半精 1.6 ~6.3平面0.012 ~0.4精0.4 ~1.6圆柱0.012 ~0.4插削 1.6 ~25化学磨0.8 ~25钻孔0.8 ~25电解磨0.012 ~1.6扩孔粗 6.3 ~25电火花加工0.8 ~25精 1.6 ~6.3切割气割 6.3 ~100金刚镗孔0.05 ~0.4锯 3.2 ~100镗孔粗 6.3 ~50车 3.2 ~25半精0.8 ~6.3 铣12.5 ~50精0.4 ~1.8磨 1.6 ~6.3铰孔粗 1.6 ~12.5螺纹加工半精0.4 ~3.2丝椎板牙0.8 ~6.3精0.1 ~1.6梳铣0.8 ~6.3拉削半精0.4 ~3.2滚0.2 ~0.8精0.1 ~0.4车0.4 ~12.5滚铣粗 3.2 ~25搓丝0.8 ~6.3半精0.8 ~6.3 滚压0.4 ~3.2精0.4 ~1.6磨0.2 ~1.6端面铣粗 3.2 ~12.5研磨0.05 ~1.6半精0.4 ~6.3齿轮及花键加工精0.2 ~1.6刨0.8 ~6.3车外圆粗 6.3 ~25滚0.8 ~6.3半精 1.6 ~12.5插0.8 ~6.3精0.2 ~1.6磨0.1 ~0.8金刚车0.025 ~0.2剃0.2 ~1.6车端面粗 6.3 ~25半精 1.6 ~12.5精0.4 ~1.6。
镜面0.006微米雾状镜面0。
012镜状光泽面0。
025亮光泽面0。
05暗光泽面0。
1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0。
4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向6。
3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12。
5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0。
8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。

63.螺纹表面粗糙度参数数值Ra如何选择?答:粗牙普通螺纹精度等级为4级时,Ra为0.4-0.8μm。
粗牙普通螺纹精度等级为5级时,Ra为0.8μm。
粗牙普通螺纹精度等级为6级时,Ra为1.6-3.2μm。
细牙普通螺纹精度等级为4级时,Ra为0.2-0.4μm。
细牙普通螺纹精度等级为5级时,Ra为0.8μm。
细牙普通螺纹精度等级为6级时,Ra为1.6-3.2μm。
64.键结合表面粗糙度参数数值Ra如何选择?答:结合形式为键, 沿毂槽移动处,Ra为0.2-0.5μm。
结合形式为键, 沿轴槽移动处,Ra为0.2-0.4μm。
结合形式为键, 不动处,Ra为1.6μm。
结合形式为轴槽,沿毂槽移动处,Ra为1.6μm。
结合形式为轴槽,沿轴槽移动处,Ra为0.4-0.8μm。
结合形式为轴槽,不动处,Ra为1.6μm。
结合形式为毂槽,沿毂槽移动处,Ra为0.4-0.8μm。
结合形式为毂槽,沿轴槽移动处,Ra为1.0μm。
结合形式为毂槽,不动处,Ra为1.6-3.2μm。
注:非工作表面Ra都为6.3μm。
65.矩形花键表面粗糙度参数数值Ra如何选择?答:内花键,外径处,Ra为6.3μm。
内花键,内径处,Ra为0.8μm。
内花键,键侧处,Ra为3.2μm。
外花键,外径处,Ra为3.2μm。
外花键,内径处,Ra为0.8μm。
外花键,键侧处,Ra为0.8μm。
66.齿轮表面粗糙度参数数值Ra如何选择?答:部位为齿面精度等级为5 级时,Ra为0.2-0.4μm。
部位为齿面精度等级为6 级时,Ra为0.4μm。
部位为齿面精度等级为7级时,Ra为0.4-0.8μm。
部位为齿面精度等级为8级时,Ra为1.6μm。
部位为齿面精度等级为9级时,Ra为3.2μm。
部位为齿面精度等级为10级时,Ra为6.3μm。
部位为外圆精度等级为5 级时,Ra为0.8-1.6μm。
部位为外圆精度等级为6 级时,Ra为1.6-3.2μm。
部位为外圆精度等级为7级时,Ra为1.6-3.2μm。
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
中美表面粗糙度对照表中旧标( 光洁度) 中新标( 粗糙度)Ra 美标(微米),Ra 美国标准( 微英寸),Ra ▽4 6.38.00 3206.30 250▽5 3.2 5.00 200 4.00 160 3.20 125▽6 1.6 2.50 100 2.00 80 1.60 63▽7 0.81.25 501.00 400.80 32▽8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表。