制氮站控制系统
- 格式:doc
- 大小:85.50 KB
- 文档页数:9
PSA制氮机的PLC控制系统设计PLC控制系统是PSA制氮机中的关键部件之一,它负责监控和控制整个制氮过程,保证系统的稳定性和可靠性。
本文将重点介绍PSA制氮机的PLC控制系统设计。
首先,PLC控制系统设计必须考虑到整个制氮机的工作流程。
制氮机的工作流程包括吸附、脱附、排气、脱湿等多个步骤,每个步骤都需要精确的控制和监测。
因此,PLC控制系统设计需要根据工作流程来确定相应的输入输出信号和控制逻辑。
其次,PLC控制系统设计需要考虑到安全性和可靠性。
制氮机是一个高压、高温的设备,其控制系统必须保证操作人员的安全,并且能够在故障情况下自动停机或报警。
因此,PLC控制系统设计要考虑到各种故障情况的处理方式,包括气源中断、压力过高、温度过高等。
另外,PLC控制系统设计还需要考虑到控制精度和响应速度。
制氮机的制氮效率和质量受到控制系统的精度和响应速度的影响。
因此,PLC控制系统设计需要考虑到实时控制和监测的需求,尽可能减少延迟和误差。
在PLC控制系统设计过程中,需要确定输入输出信号列表,包括传感器信号、执行器信号等。
传感器信号用于监测各个工作参数,如压力、温度、流量等;执行器信号用于控制各个执行元件,如电磁阀、泵等。
在确定输入输出信号列表后,需要设计相应的硬件接口电路,将传感器和执行器与PLC连接起来。
针对制氮机的工作流程和安全性要求,需要设计相应的控制逻辑。
控制逻辑可以分为两个层次:主控制层和子控制层。
主控制层负责整个制氮过程的调度和监测,根据工艺流程和输入输出信号,控制各个步骤的启停和切换;子控制层负责各个步骤的具体控制,如调节吸附器和脱附器的气流方向、流量和压力等。
在主控制层和子控制层中,可以使用图形化编程软件来编写控制程序。
图形化编程软件可以直观地表示控制逻辑和参数设置,便于修改和维护。
同时,还可以通过软件仿真和调试来验证控制逻辑的正确性。
最后,PLC控制系统设计还需要考虑到人机界面和数据存储。
人机界面可以通过触摸屏或计算机软件实现,用于操作和监视制氮机的运行状态;数据存储可以通过内存卡或网络实现,用于存储和分析制氮机的历史数据。
炼油厂空分车间制氮机组自控系统操作指南1.概述:1.1系统简介:制氮机组主要操作控制设备由两部分组成,即:SIMATIC S7-300可编程序控制器(PLC)及SIMATIC OP37操作面板(HMI)。
其中PLC负责完成设备逻辑控制,即:模拟量输入/输出、纯化器自动/手动控制、加热器自动控制、膨胀机自动/手动控制、调节阀PID自动调节/手动控制、预冷机自动控制等。
HMI负责完成程序设定和PLC运行干预,即:各联锁值设定、纯化器运行方式设定和干预、膨胀机启动设定、调节阀参数设定及手操值设定、电磁阀手动操作等。
1.2编程依据:本软件编程依据为由苏州制氧机有限责任公司提供的《KND-1000/50Y型高纯氮设备()SIEMENS组态参考资料》以及苏州制氧机有限责任公司现场服务职工根据现场实际情况提出的要求编制而成。
2.自控系统操作指南:2.1报警画面一(ALARM_1):按OP37上K1键即可进入该画面。
该画面主要完成对TIS-201、TIS-302、TIAS-301、PIAS-303、PIAS-401、PIAS-402、SIAS-501、SIAS-502等联锁值(LOCK)及报警值(ALARM)的设定和实际值(VALUE)的显示。
通过按动面板右侧的←、↑、→、↓键把画面上的光标移动至要修改的数值上,然后利用面板右侧的数字键键入所要修正的值,最后按ENTER键以使输入值有效即可。
如果输入值超限,屏幕上将出现提示信息,这时可以按ESC键取消提示信息,然后重新按上述方式输入正确的数值。
当实际值到达(或超过)联锁值或报警值时,则相应值后的指示灯将会点亮,其中联锁值用绿灯表示、报警值用红灯表示,此时如果自控系统的调节不能使设备运行回复到正常值内,则需操作员(在操作室或机旁)手动操作设备以使运行恢复正常。
按F20键可以使画面在黑屏模式(节电模式)和显屏模式间切换。
2.2报警画面二(ALARM_2):按OP37上K2键即可进入该画面。
制氮系统操作规程1. 引言制氮系统是一种重要的工业设备,广泛应用于制造电子产品、化工产品等领域。
为了确保制氮系统的安全运行,本文将对制氮系统的操作规程进行详细介绍。
2. 制氮系统的工作原理制氮系统利用压缩空气通过分子筛分离出其中的氧气和水分,从而制得纯净的氮气。
具体来说,制氮系统主要由以下几个部分组成:1.压缩空气装置2.分子筛分离装置3.氮气储存装置制氮系统的工作流程如下:1.压缩空气通过气管进入分子筛分离装置。
2.在分子筛分离装置中,气体分子被不同大小的孔洞分离,使氧气和水分被过滤掉,只有氮气通过。
3.纯净的氮气通过气管进入储存装置,存储待用。
3. 制氮系统的操作规程以下是制氮系统的操作规程:3.1 准备工作1.打开制氮系统前,应检查设备是否正常,包括检查管路是否连通、压力是否正常、氮气储存罐是否充足等。
2.了解设备的工作原理和操作规程,熟悉设备的主要组成和功能,并了解设备的安全注意事项。
3.2 操作步骤1.打开压缩空气装置,将空气压缩至设定压力(如1.2 MPa)。
2.打开分子筛分离装置,让气体进入分子筛分离系统中。
3.通过管路调节储存罐内的压力,使氮气存储罐内的压力达到设定值(如0.8 MPa)。
4.操作完成后,关闭分子筛分离系统,停止压缩空气装置运行。
注意事项:1.操作人员应穿戴好劳保用品,如眼镜、手套、口罩等。
2.在操作过程中,严禁擅自拆卸制氮系统的管路或部件。
3.操作人员应熟知应急处理措施,如遇到设备故障或其他突发事件,应立即采取相应措施,确保人员和设备安全。
4. 制氮系统的维护保养为了保证制氮系统的长期正常运行,需要做好以下维护保养工作:1.定期对制氮系统进行检查,查看设备运行状况是否正常,背压、压力等参数是否符合要求。
2.定期对分子筛分离装置进行清洗,避免其堵塞影响正常工作。
3.定期对储存罐进行清理,避免储存罐内积存过多的杂物,防止对储存罐的安全产生影响。
5. 总结制氮系统是一种重要的工业设备,需要严格按照操作规程进行操作和维护,保证设备的正常运行和工作效率。
第1篇一、培训目的为确保制氮系统安全、稳定、高效运行,提高操作人员的安全意识和操作技能,特制定本操作规程培训。
二、培训对象制氮系统操作人员、设备维护人员及相关管理人员。
三、培训内容1. 制氮系统概述(1)制氮系统的作用及重要性(2)制氮系统的组成及工作原理2. 制氮系统操作规程(1)设备启动前的准备1)检查设备外观是否完好,有无漏油、漏气等现象。
2)检查电源电压是否正常,电缆、线路是否完好。
3)检查设备油位、液位、压力等参数是否在正常范围内。
4)检查吸附剂、干燥剂等消耗品是否充足。
(2)设备启动1)启动空气压缩机,调整出口压力至0.7-0.75MPa。
2)开启冷干机,确保干燥效果。
3)打开电磁阀气源进口球阀,调整压力至4-6bar。
4)按下控制面板上的制氮机启动停止按钮,进入开机程序。
5)根据控制面板上的触摸屏流程图或吸附塔压力变化,判断吸附塔是否正常切换。
(3)设备运行1)接通控氧仪,打开取样阀,检测氮气纯度。
2)调整氮气出口阀的开度,调节氮气的纯度和流量。
3)将氮纯化旋钮打到自动,系统自动控制加热和阀门。
4)调节纯化进气阀、出气阀、再生流量调接阀,当氧含量报警时,放空阀自动打开。
5)气体正常放空后,关闭放空阀,打开纯气出口阀。
(4)设备停机1)关闭纯化开关,关闭出气阀。
2)关闭微氧分析仪,将氮纯化旋钮打到关闭位置。
3)按下制氮机启动停止按钮,进入关机程序。
3. 制氮系统维护保养(1)定期检查设备外观,及时处理漏油、漏气等问题。
(2)定期检查电源电压、电缆、线路等,确保设备正常运行。
(3)定期检查油位、液位、压力等参数,确保在正常范围内。
(4)定期检查吸附剂、干燥剂等消耗品,及时补充。
4. 安全注意事项(1)操作人员必须经过专业培训,取得操作资格。
(2)操作过程中,严格遵守操作规程,确保安全。
(3)设备运行时,严禁触碰高温、高压部件。
(4)设备运行过程中,如发现异常情况,立即停机检查,排除故障。
制氮机系统技术方案一、概述制氮机是一种将空气中的氧气和氮气分离的设备,通过分子筛等材料的吸附特性,使氧气和氮气在吸附剂中发生吸附和脱附,从而实现氮气的提纯和分离。
制氮机广泛应用于化工、电子、冶金、医药等行业中,满足不同领域对氮气纯度和流量的需求。
二、技术方案1.工艺流程制氮机的工艺流程主要包括压缩、分离和解吸三个步骤。
(1)压缩:将空气通过压缩机进行初步的压缩,提高气体的压力,减小体积。
(2)分离:将压缩后的空气进入吸附器,吸附器内填充有分子筛吸附剂。
在吸附器内,氧气和水分等高极性分子会被吸附剂吸附,而氮气等非极性分子则通过吸附器。
通过控制进气和出气的阀门,实现氧气和氮气的分离。
(3)解吸:当吸附器中的吸附剂饱和后,需要进行解吸。
通过降低吸附器的压力,使吸附剂释放吸附的氧气和水分等高极性分子。
解吸后的氧气和水分等通过排出阀排出,而吸附剂则重新进入吸附状态。
2.设备组成制氮机的设备主要包括压缩机、分子筛吸附器、解吸器、控制系统等组成。
(1)压缩机:用于将空气初步压缩,提高气体的压力,减小体积。
(2)分子筛吸附器:填充有分子筛吸附剂,用于将氧气和水分等高极性分子吸附,实现氮气和氧气的分离。
(3)解吸器:用于降低吸附器的压力,使吸附剂释放吸附的氧气和水分等高极性分子。
(4)控制系统:用于控制制氮机的工艺流程,包括压力控制、阀门控制等。
3.技术优势(1)高纯度:通过调节分离过程中的压力和温度,可以实现不同纯度的氮气输出,满足不同领域对氮气纯度的需求。
(2)高效率:采用先进的分离技术,使得制氮机能够高效地分离氮气和氧气,减少能源消耗。
(3)稳定性好:制氮机系统采用自动控制技术,能够实时监测和调节制氮机的工艺参数,保证系统的稳定运行。
(4)操作简便:制氮机系统采用自动化控制,操作简单方便,减少了人工干预的可能性。
4.应用领域制氮机广泛应用于以下领域:(1)化工行业:在化工生产过程中,氮气可用于惰性气氛的维持,防止氧化反应的发生,以及作为气体载体用于反应物的输送。
一、制氮设备自动控制系统控制系统对整个工艺系统进行集中监控,采用远控及就地控制相结合的方式,并设有就地/远方切换及必要的状态显示以及连锁和闭锁。
控制系统采用PLC进行控制,其控制方案的设计应符合工艺系统的控制要求,其控制点须满足系统监控需要,乙方在投标文件中提供PLC控制点清单。
主要自控点要求:自动调节分馏塔冷量平衡;液氮抽取可实行远距离和自动操作;压力、液位指示、超压报警及安全泻压装置;调节阀远距离操作、显示阀门开度;氮气出塔流量、压力指示、远距离调节;入塔空气流量指示;装置运行时分馏塔保温层内保持正压。
技术要求:系统应具有自动停机、自动检测和控制,具备各级别报警、连锁等控制功能,做到一键开机的全自动无人值守。
1、仪控系统确保有效地监控成套空分设备生产过程,要求自动化程度高,能在上位机上实现全部的控制、显示、记录、报警、打印报表等。
确保设备长期稳定可靠运行,操作维护方便。
2、仪表和PLC系统,在考虑先进性的同时,以可靠性为主。
3、空分装置的测量和控制以中控室为主,必要的操作和紧急停车均可在现场和中控室进行,重要的参数在中控室PLC上显示、记录、报警。
空分装置正常运转时,在PLC上完成显示和操作。
4、空压机控制系统随同机器带机旁仪表柜,在机旁柜显示部分参数和进行操作、报警、联锁。
5、分析取样阀和各在线分析仪表中安装在分析室,输出信号进入PLC系统进行显示、记录、报警。
6、仪控系统电源采用UPS供电。
7、仪控系统的测点位号采用空分行业标准。
8、所有主要阀门的开度均可在电脑上显示和控制,同时也可手动操作。
9、氮气累计流量可在上位机上显示。
10、仪表选型PLC系统选用进口产品,电源、控制器、通讯总线为1:1冗余配置;UPS电源选用进口产品。
11、压力、差压变送器采用1151智能变送器,且配备手持组态器1台。
12、就地温度显示采用双金属湿度计。
13、测温元件以PT100的铂电阻湿度计为主,冷箱内的测温点采用双支铂电阻温度计。
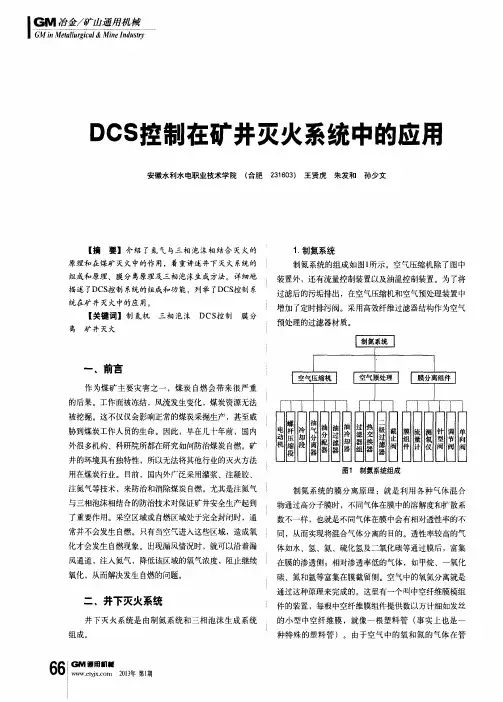
当代化工研究Modern Chemical Research68技术应用与研究2020・03矿井压风制氮控制系统技术右案研究*张磊(山西临县华润联盛黄家沟煤业有限公司山西033000)摘耍:压风制氮系统是煤矿企业安全生产中必不可少餉环节,建立统一的操作平台实现集中控制,可以为煤矿生产节能降耗以及数字化矿山建设打下基础.本文结合矿井压风制氮设备控制系统现状,提出了存在餉问题并指出了详细的实施方案,对今后煤矿企业压风制氮控制系统智能化改造具有一定的借鉴意义.关键词:压风制氮;控制系统;技术改造中图分类号:T文献标识码:AStudy on the Technical Scheme of the Control System of Mine Air Pressure NitrogenProductionZhang Lei(Shanxi Linxian Huarun Liansheng Huangjiagou Coal Industry Co.,Ltd.,Shanxi,033000) Abstracts The compressed air nitrogen system is an essential link in the safety production of coal mine enterprises.The establishment of a unified operation platform to achieve centralized control can lay the f oundation f or energy saving and consumption reduction in coal mine p roduction and digital mine construction.In this paper,combined with the current situation of the control system of the mine air pressure nitrogen generation equipment,the existing p roblems are put f orward and the detailed implementation scheme is pointed out,which has certain reference significance f or the f uture intelligent transformation of t he coal mine air p ressure nitrogen generation control system.Key words:compressed air nitrogen^control system^technical transformation1.设备控制系统现状完善制氮机地面监控平台:包括电脑、手机等移动终端目前,该矿井安装有由6台复盛螺杆空气压舉也芒台制氮机组成的以及配套的冷干机系统。
制氮机、空压机远程控制系统执行标准一、系统功能1.1 制氮机控制功能* 远程启动、停止制氮机;* 实时监控制氮机的工作状态和运行参数;* 自动调整制氮机的运行参数;* 故障诊断和报警功能。
1.2 空压机控制功能* 远程启动、停止空压机;* 实时监控空压机的工作状态和运行参数;* 自动调整空压机的运行参数;* 故障诊断和报警功能。
二、硬件要求2.1 制氮机硬件要求* 高性能的控制器,具有强大的数据处理能力和快速的响应速度;* 高精度的传感器,能够实时监测制氮机的运行参数;* 稳定的电源供应,保证控制系统的正常运行。
2.2 空压机硬件要求* 高性能的控制器,具有强大的数据处理能力和快速的响应速度;* 高精度的传感器,能够实时监测空压机的运行参数;* 稳定的电源供应,保证控制系统的正常运行。
三、软件要求3.1 制氮机软件要求* 实时操作系统,保证系统的实时性和稳定性;* 编程语言符合相关标准,保证软件的可读性和可维护性;* 软件应具有模块化设计,方便扩展和维护。
3.2 空压机软件要求* 实时操作系统,保证系统的实时性和稳定性;* 编程语言符合相关标准,保证软件的可读性和可维护性;* 软件应具有模块化设计,方便扩展和维护。
四、通信协议4.1 制氮机通信协议要求* 应符合相关工业通信协议标准,如Modbus、Profibus等;* 应支持多种通信协议的转换,以满足不同设备之间的通信需求。
4.2 空压机通信协议要求* 应符合相关工业通信协议标准,如Modbus、Profibus等;* 应支持多种通信协议的转换,以满足不同设备之间的通信需求。
制氮系统操作规程培训1.引言制氮系统是一种常见且重要的工业设备,用于生产高纯度氮气。
为了确保制氮系统的正常运行,保障工作人员的安全和设备的稳定性,进行制氮系统操作规程培训是必要的。
2.目的本次制氮系统操作规程培训的目的是:-了解制氮系统的工作原理和组成部分;-掌握制氮系统的正常操作流程;-学会处理常见的故障和危险情况;-注重操作安全,确保人员和设备的安全。
3.制氮系统的工作原理和组成部分制氮系统是通过分离空气中的氮气和氧气来产生高纯度氮气的设备。
主要由以下组成部分构成:-空气压缩机:用于将空气压缩到制氮系统需要的压力;-空气预处理系统:包括过滤器和干燥器,用于去除空气中的杂质和水分;-分子筛吸附器:通过分子筛将氮气和氧气分离;-氮气储气罐:用于储存生成的高纯度氮气;-控制系统:用于控制制氮系统的运行和监测各组成部分的工作状态。
4.制氮系统的正常操作流程制氮系统的正常操作流程包括以下步骤:-打开空气压缩机,并将空气压缩到设定压力;-打开空气预处理系统,确保过滤器和干燥器正常运行;-打开分子筛吸附器,并进行分离过程;-将生成的高纯度氮气通过管道输送至氮气储气罐;-监测制氮系统各部分的工作状态,确保正常运行;-关闭制氮系统各组成部分,注意安全。
5.处理常见的故障和危险情况在操作制氮系统时,可能会遇到以下常见故障和危险情况:-空气压缩机故障:立即停机,检查故障原因,并及时修复或报告维修人员;-分子筛吸附器堵塞:检查并清理分子筛,确保正常分离过程;-漏气情况:及时检查气体管道和连接件,确保无漏气情况;-高压气体泄漏:遇到高压气体泄漏时,立即关闭气体源,采取安全措施,并报告相关人员;-火灾和爆炸:在使用制氮系统时,严禁使用明火,并检查设备周围环境,确保无火源。
6.操作安全操作制氮系统时,应注意以下安全事项:-穿戴个人防护装备,如安全眼镜、手套和防护服;-不擅自更改制氮系统的工作参数和设定值;-不进行未经授权的维修和清洁工作;-严禁在设备周围堆放杂物,确保畅通无阻;-定期维护制氮系统,确保设备正常运行。
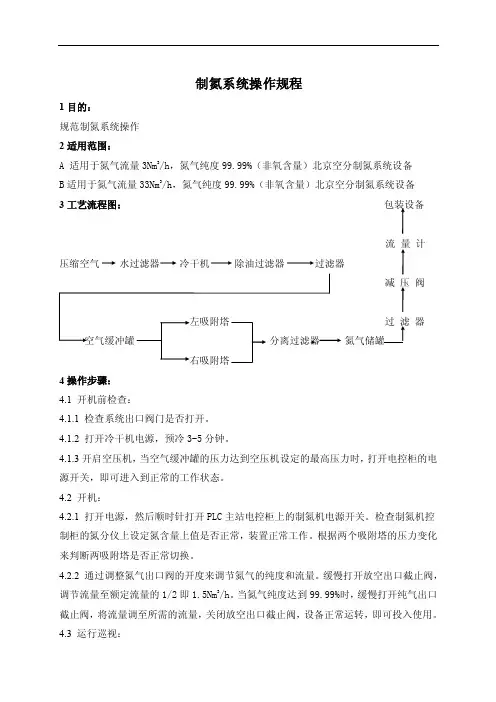
制氮系统操作规程1目的:规范制氮系统操作2适用范围:A 适用于氮气流量3Nm3/h,氮气纯度99.99%(非氧含量)北京空分制氮系统设备B适用于氮气流量33Nm3/h,氮气纯度99.99%(非氧含量)北京空分制氮系统设备3工艺流程图:包装设备流量计压缩空气水过滤器冷干机除油过滤器过滤器减压阀器4操作步骤:4.1 开机前检查:4.1.1 检查系统出口阀门是否打开。
4.1.2 打开冷干机电源,预冷3-5分钟。
4.1.3开启空压机,当空气缓冲罐的压力达到空压机设定的最高压力时,打开电控柜的电源开关,即可进入到正常的工作状态。
4.2 开机:4.2.1 打开电源,然后顺时针打开PLC主站电控柜上的制氮机电源开关。
检查制氮机控制柜的氮分仪上设定氮含量上值是否正常,装置正常工作。
根据两个吸附塔的压力变化来判断两吸附塔是否正常切换。
4.2.2 通过调整氮气出口阀的开度来调节氮气的纯度和流量。
缓慢打开放空出口截止阀,调节流量至额定流量的1/2即1.5Nm3/h。
当氮气纯度达到99.99%时,缓慢打开纯气出口截止阀,将流量调至所需的流量,关闭放空出口截止阀,设备正常运转,即可投入使用。
4.3 运行巡视:4.3.1 每一小时检查一次氮气纯度是否≥99.99%,如不正常,应调节出口流量阀门,直到正常为止。
4.3.2 每一小时检查一次空气缓冲罐压力是否正常(0.75Mpa),如不正常,应检查空压机系统。
4.3.3 每一小时至少检查一次氮气储罐压力是否正常(0.6Mpa),如不正常,应检查氮气流量。
4.3.4 每天2次(开机后检查一次,用氮气高峰时检查一次)巡视整个系统是否正常。
4.3.5 巡视过程如发现有跑、冒、滴、漏现象,根据情况的严重性,安排时间进行维修。
4.3.6 认真做好点检、巡视记录。
4.4停机:4.4.1在控制面板上按下停止按钮,关闭制氮机电源。
4.4.2 关闭氮气供气阀,其它阀门不变。
若长期不用时,则将各阀门关闭。
制氮系统操作规程制氮系统操作规程一、准备工作1、检查人员进入机房后,先检查各号车的连接是否处于正常,有没有螺丝插入松动或断开弊端,各号车必须处于正常工作状态。
2、检查一切正常后,打电话通知变电所送电。
3、打开截止阀,启动开关,给制氮装置送电。
二、开机操作程序及注意事项1、将1分离号车的磁力启动器隔离开关手柄推至“正传”位置,按动1号车电源开关,给1号车送电。
2、打开冷却水阀门,给机器送冷却水。
3、确定1号车的手动阀处于“卸载”状态,按1号车启动按钮,30秒后将手动阀拨至“加载”位置。
4、启动压缩机30秒后,运转声音正常,按动2号车电源开关,即启动制氮装置。
5、操作技术人员观察氮气流量计,由氮气排出。
运行10分钟后,观察氮气量是否为所需流量,否则调整3号下车时的流量调节阀,使之稳定。
此时竞技状态机器处于正常运转状态。
三、运转中的如上所述及中才注意事项1、机器整体运转正常后,操作人员较慢缓慢打开分析填入气量旋钮,使流量为200—300ml/min,观察氧含量≤3%。
2、操作相关人员五分钟每半小时巡视一次。
3、观察1号车的排气是不是压力是否为诺泽鲁瓦县排气压力,排气温度是否在750℃--100℃之间。
4、观察氮气流量、氧气含量(≤3%)、氮气压力(≥0.8Mpa)、空气压力(≥0.9Mpa)、空气温度(49℃左右)是否在正常值和允许误差范围之内。
5、每半小时检查1号车观油镜上除非能够看见油位,如没法应立即停机。
6、每半小时开动2号车中4台精密过滤器底部的自动排污阀,检查是否党务工作正常。
7、每半小时开动2号车中相应的各手动排污阀进行排污。
8、当A级滤芯精密过滤器滤芯排污阀有油排出时,应在24小时内检查滤芯。
9、当压缩机及制氮装置时则任何仪表有报警时,都应立即检查。
四、停机操作程序及注意事项1、按1号车手动阀处于“卸载”状态,30秒后按停止按钮,停止压缩机工作。
2、关闭2号车中才的控制箱电源开关,停止制氮装置组织工作。
煤业有限公司制氮车间设备操作规程一、概述1、制氮设备各主要组成系统的介绍制氮设备主要由压缩空气源系统、空气净化系统、分子筛制氮系统、控制系统、连接管路及配套的设备底盘组成。
并配套有增压系统。
气源系统主要由空气压缩机及空气缓冲罐组成,空压机采用低噪声螺杆空压机,为整套设备提供压缩空气。
空气缓冲罐对压缩空气进行稳压并除去压缩空气中的液态水及大颗粒的油污。
净化系统主要由冷冻式干燥机和各级过滤器组成。
制氮主机中碳分子筛对压缩空气的品质要求很高,而压缩空气中气体温度高,又含有大量的水分和粉尘、油雾,所以在压缩空气进入制氮主机前必须进行降温、除水、除油、除尘等处理。
这一点千万不能忽视!因为压缩空气净化处理的好坏直接关系到碳分子筛的使用寿命,并且严重影响制氮机的长期有效使用。
一旦碳分子筛被油“中毒”或水“中毒”,制氮机将效率下降,指标无法达到正常水平。
对压缩空气降温除水主要采用冷冻式干燥机。
冷冻式干燥机是采用R-134a冷媒作为冷却剂,将压缩空气中气体降温,大量的气态水和油冷却至液态,然后自动排出。
除去液态水的压缩空气经油水分离器、主管路过滤器、除尘过滤器、微油污过滤器进行去水、粉尘和油污。
过滤器的配置主要根据空压机排出的压缩空气品质而定。
配置太少,压缩空气得不到充分的净化处理,无法达到制氮机对压缩空气的品质要求,这是不允许的;配置太多,固然对压缩空气处理效果好,但会造成管路中气体压力损耗较多,同时也会造成成本过高。
此套制氮机恰到好处的配置4级过滤器和冷干机,能够很好的净化压缩空气。
2、制氮装置的型号及含义通用制氮装置型号由下列各部分组成:设计序号氮气增压压力(单位符号MPa略去)氮气纯度代号氮气流量(单位符号m3/h略去)制氮代号分类代号(T:碳分子筛)O:油田使用场所代号 S: 船舶Q: 其他注1:型号中的氮气纯度代号:氮气纯度≥95%、≥96%、的代号分别为95、96,氮气纯度≥99.5%、≥99.9%、≥99.95%、≥99.99%、的代号分别为295、39、395、49.注2:型号中的设计序号,首次设计时略去,其他以A、B、C……表示。
收稿日期:2020-12-08作者简介:王琛琛(1996—),男,学士,助理工程师,主要研究方向为计算机测控技术引用格式:王琛琛,邹涛,王金波,等.制氮装置无人值守远程监控系统[J].测控技术,2021,40(4):95-100.WANGCC,ZOUT,WANGJB,etal.UnattendedRemoteMonitoringSystemforNitrogenGenerator[J].Measurement&ControlTechnology,2021,40(4):95-100.制氮装置无人值守远程监控系统王琛琛,邹 涛,王金波,曹辉勇,张 博(北京瑞赛长城航空测控技术有限公司,北京 100176)摘要:制氮装置是应用于煤矿井下防火灭火的核心设备。
在煤矿智能化建设的背景下,面对传统矿用制氮装置自动化程度不高以及难以集中监控的困境,开发了一款兼顾自动化运行要求和智能监测控制需求的制氮装置无人值守远程监控系统。
利用PLC对制氮装置进行数据采集和全自动控制,采用组态软件开发高效直观的HMI/SCADA系统平台,对关键数据信息进行统计分析处理以实现系统的精准协调控制和故障自诊断功能。
工业试验表明,本系统实现了对制氮装置自动化运行状态的远程实时监测和集中管理控制,最大程度上降低了现场监管操作人员成本,并减少了因误操作而可能导致的生产事故。
对于提高煤矿安全生产调度和风险智能化管控水平具有重要意义。
关键词:远程监控系统;制氮装置;PLC;工业以太网;组态软件中图分类号:TP277 文献标识码:A 文章编号:1000-8829(2021)04-0095-06Doi:10.19708/j.ckjs.2021.04.018UnattendedRemoteMonitoringSystemforNitrogenGeneratorWANGChen chen牞ZOUTao牞WANGJin bo牞CAOHui yong牞ZHANGBo牗BeijingRuisaiChangchengAeronauticalMeasurementandControlTechnologyCo.牞Ltd.牞Beijing100176牞China牘Abstract牶Nitrogengeneratoristhecoreequipmentusedforfirepreventionandextinguishingincoalmines.Underthebackgroundoftheintelligentconstructionofcoalmines牞inthefaceofthedilemmaoflowautomationanddifficultyincentralizedmonitoringofthetraditionalmine usednitrogengenerator牞anunattendedremotemonitoringsystemofnitrogengeneratorwhichtakesintoaccounttherequirementsofautomaticoperationandintelligentmonitoringandcontrolisdeveloped.ThePLCisusedfordataacquisitionandautomaticcontrolofthenitrogengenerator.TheconfigurationsoftwareisusedtodevelopanefficientandintuitiveHMI/SCADAsystemplatform.Thestatisticalanalysisandprocessingofthekeydatainformationcanrealizetheprecisecoor dinatedcontrolandfalutselfdiagnosisfunction.Industrialtestsshowthatthissystemcanrealizetheremotere al timemonitoringandcentralizedmanagementandcontroloftheautomaticoperationstateofthenitrogengen erator牞whichreducestheoperatorcostofon sitesupervisiontothegreatestextent牞andreducethepossiblepro ductionaccidentscausedbymisoperation.Itisofgreatsignificanceforimprovingcoalminesafetyproductionschedulingandintelligentriskmanagementandcontrol.Keywords牶remotemonitoringsystem牷nitrogengenerator牷PLC牷industrialEthernet牷configurationsoftware 2020年3月,国家发展改革委、国家能源局、应急管理部、国家煤矿安全监察局、工业和信息化部、财政部、科技部、教育部联合印发的《关于加快煤矿智能化发展的指导意见》[1]中明确指出要提高煤矿智能化技术与装备水平,加快实现井下和露天煤矿固定岗位的无人值守与远程监控。
煤矿压风制氮系统集控改造及应用作者:王伟来源:《价值工程》2016年第24期摘要:本文对空压机、制氮机控制系统进行集控改造,建立统一的操作平台实现集中控制,为煤矿生产节能降耗以及数字化矿山建设打下基础。
Abstract: This paper reforms the control system of air compressor and nitrogen machine to establish a unified operating platform to achieve centralized control and lays a foundation for the energy saving of coal mine production and the construction of digital mine.关键词:压风制氮系统;集控改造;数字化矿山Key words: air-pressurized nitrogen-making system;centralized control reform;digital mine中图分类号:TD6 文献标识码:A 文章编号:1006-4311(2016)24-0271-021 改造的必要性风机远程集控系统是空压机自动化控制的一个重要组成部分,是提高生产效率,实现高产、优质、安全、节能生产目标的有效途径。
现空压机设备已使用较长时间,现场阀门较多,无统一的监控平台,难于同时对多台设备进行全面监控。
为保证设备安全运行,减轻工人的劳动强度,对空压机控制系统进行改造,建立统一的操作平台实现集中控制。
2 压风制氮集控系统方案设计2.1 系统结构压风制氮集控系统主要由上位机和系统软件组成。
本文以西门子S-300PLC为控制系统核心,与上位计算机、电动阀门、各子系统、各感器等组成PLC分布式监控系统。
总体结构可以分为三层结构:数据感知层、PLC控制层和监控信息层。
47章制氮系统要点用途:在中央燃油箱减少氧气浓度功能:控制压力将空气中的臭氧转变为氧降低空气温度去除污染物去除氧气向中央油箱供应富氮空气监控本系统工作分系统:热量控制—部件位于左空调舱和左冲压管道舱(TCU)制氮—部件位于左冲压管道舱分配—部件位于左冲压管道舱、中央油箱、右防溢油箱和左轮舱(NEADS)控制—控制器在后货舱前部指示—自测试显示组件位于右空调舱,工作指示器位于右主轮舱。
工作:左气源—NGS活门(电控气动,根据管道压力调节开度)—催化转换器(将臭氧变成氧,因臭氧降低分离器的效能和机械性能)—热交换器(使用冲压空气,将温度降到160华氏度,冷却量由控制器接受温度传感器反馈、调节冲压活门开度来控制)—气滤(过滤污染物,有压差传感器监控其堵塞)—空气分离组件(分离氧气,降低调制空气的氧含量到不支持燃烧的水平,分离出的氧气排出机外)—富氮空气/NEA—高流量活门(根据飞机高度、压差信号和飞机状态来打开/关断NEA)—中央油箱(左侧通气系统爬升口)—浮子活门(油箱右侧,控制NEA浓度)—单向活门(防止飞机下降时外部空气有通气系统进入油箱)控制器控制系统温度和压力,工作指示器指示系统状况,有自测试显示组件,有测试口检查分离出的氧气量。
一、TCU(热量控制)包括压力、温度控制和污染物去除。
压力传感器—左空调舱前壁板,压力大于67PSI时关NGS活门和超温关断活门NGS活门—左空调舱前部,电控气动调压关断活门,弹簧加载在关位。
可超控在关闭位催化转换器—左空调舱前部,将臭氧转化为氧,防止其氧化分离器里的膜结构热交换器—左冲压舱,降温,防止热气进入油箱冲压活门—左冲压舱,电控气动碟阀,失电时打开。
控制器接收温度信号、控制其开度,可人工操控锁定在开位气滤—左冲压舱,两级过滤气滤压差电门—左冲压舱,给控制器一个气滤维护信号,只用于指示(自测试显示组件和工作指示器) 温度传感器—左冲压舱,给控制器一个TCU温度信号,超过225度时关断NGS活门和超温活门热量电门—左冲压舱,备用超温保护,270度时关断超温活门,降温后自行复位超温关断活门—左冲压舱,电控气动,受控制器和热量电门控制,弹簧加载在关位。
南瑞继保变压吸附式制氮系统介绍
制氮系统工作原理
变压吸附制氮采用碳分子筛为吸附剂。
一定的压力下,碳分子筛对空气中的氧的吸附远大于氮,因此通过可编程序控制气动阀的启闭,A、B两塔可以交替循环,加压吸附、减压脱附,完成氧氮分离,得到所需纯度的氮气。
制氮系统主要设备
制氮机;及其附属设备:空气压缩机、储气罐、冷冻式干燥机、分级式过滤器组成。
制氮系统工作方式介绍
由空压机产出的压缩空气存储到储气罐,储气罐内的压缩空气经过冷冻式干燥机、分级式过滤器进行除油、除水供给制氮机,制氮机再经过:压缩空气提纯、分离空气、氮气产出存储及供气。
该系统属于即产即用类型,开机时才可进行制氮工作,待临时存储罐内的氮气达到设定纯度即可以用于生产;当系统关闭时便不再产出氮气,临时存储罐内的剩余氮气会在数分钟内排空。
和液氮存储相比该制氮系统用气安全性大幅提高。
制氮机主要参数空压机参数
(1)氮气产气流量: 15Nm³/h (1)空压机流量: 3.6m³/ min (2)氮气纯度:≥99.999% (2)空压机压力: 0.7 -0.8 Mpa (3)氮气出口压力:≤0.6Mpa (3)空压机功率:22kW
(4)电源电压:220V/50Hz
(5)制氮机功率:1kW。
制氮机的自动化控制系统一、概述该空气压缩站服务于新阳煤矿新一采区、新二采区。
本系统的目的是对四套制氮机组的生产量、使用量等有关的数据进行实时的采集和存储,并对这些数据进行统计和分析,并提供上位系统做到合理生产,节能降耗。
本系统在结构上分为三层,现场信号层、数据采集层、数据应用层。
本系统在技术上能够保证长期稳定运行,全自动地采集和传送数据,投入运行后,对原生产设备无任何不利影响。
对有关的数据进行实时的采集和存储,并对这些数据进行统计和分析,提供给领导和部门作为生产指挥与调度的依据。
实现艺流程可视化,气源流向清晰化,能源消耗最优化,报表生成自动化。
1、设备运行工艺:根据要求,新一采区和新二采区用气量总计172 m3/min。
因此空压站选用四台AED355A型空压机,正常时两台使用,一台备用,一台检修;最大用气量时三台同时使用,一台检修。
空压机站的设备由四台压缩空气设备组成,该部分提供充足的压缩空气气源,保证井下所需的压缩空气压力,工作台数由设定的压缩空气参数靠集中控制。
系统集中控制信号的采集由空压站的压缩空气分汽缸处设置传感器传输压力、流量信号,传输到集中控制系统,在分汽缸处均设置电磁阀控制,该工艺段设备运行的台数由集中控制设定的参数自动控制完成。
优先启动空压机站的空压机,当由于其他原因致使能力不足需要启动备用气源时,发出信号通知制氮站集中控制启动备用气源。
2、电气设备电气控制系统技术参数:电压等级:6kV,两回路线路供电,且接与不同的母线段上。
制氮站由竖井沟6KV变电站分别给每套制氮机组供电,配电柜有完善的保护措施。
3、设备运行工艺:制氮站的设备按功能划分为压缩空气设备和制氮主机两部分,本设计中设备运行分为空压部分和变压吸附部分。
空压部分的设备总计有8台空气压缩机组成,该部分为变压吸附提供充足的压缩空气气源和作为空压机站的备用气源,保证变压吸附工艺所需的压缩空气压力和压缩空气压力流量,作为备用气源由设定的压缩空气参数靠集中控制。
备用气源的开启必须先经过空压机站集中控制发出请求信号和设定的压缩空气参数两个条件决定。
系统集中控制信号的采集由设在吸附工艺段和空压站的压缩空气分汽缸处设置传感器传输压力、流量信号,传输到集中控制系统,在分汽缸处均设置电磁阀控制,该工艺段设备运行的台数由集中控制设定的参数自动控制完成。
制氮工艺共有四套制氮机组,制氮工艺段的设备运行台数由集中控制系统根据设定压力、流量参数控制,集中控制信号由设置在氮气分汽缸上的传感器采集。
4、分气缸:氮气站氮气分汽缸:四个DN125进气口,一个DN300出口下井。
井下分汽缸:一个DN300进气口,二个DN200出口。
压缩空气分气缸:一个DN300出气口,八个DN125入口,一个DN125出口。
5、集中控制系统设备与监测设备设在集中控制室。
二、控制系统配置及结构1、控制系统结构控制系统具有三级分层网络结构, 分别使用不同的网络, 有效地提高了通信的效率, 降低了通信负荷。
网络系统可提供标准GSM 时钟系统,保证网络总线上的各站时钟同步。
控制系统构成中主要是操作柜、监测站和控制中心。
(1) 操作站: 用于运行操作监视和历史数据记录, 进行报表显示以及向上位计算机提供数据服务等。
操作站采用Windows XP 作为操作系统的通用PC 机。
(2) 控制中心: 以西门子S7-300为控制中心,采集压风机、高开柜等设备开关信号,根据采集的传感器信号与控制系统信号,根据控制要求,实际全流程控制。
(3) 控制柜: 用于过程I/ O 信号处理, 完成模拟量采集, 实现连续控制、顺序控制和批量控制, 完成实时控制的功能。
系统网络包括Ethernet 、Ethernet 是操作站、工程师站以及上位计算机之间信息数据的传输通道, 符合IEEE 80213 标准, 是系统的开放网络, 通信速率为100Mb/ s。
用于进行操作监视及信息交换的双重化实时控制网络, 通讯方式采用总线是控制站CPU 同远程I/ O 节点。
2 循环水系统控制四套空分设备共用 1 套循环水系统。
此系统由 3 台水泵组成, 水泵由6kV 高压电机驱动。
正常操作方式为两用一备, 正常情况下(两套空分设备同时运行) 两台水泵运行, 为两套空分设备提供循环冷却水; 当循环水总管压力低于013MPa 时, 由控制系统自动启动备用水泵, 以保证循环水系统稳定供水。
在单套空分设备运行、循环水用量少时, 也可以一用一备, 即正常时一台运行, 另外两台中的一台处于备用。
根据用户的具体要求和操作员的操作习惯, 组态完成了水泵房的控制程序, 并通过实际测试, 达到预期的备用控制要求(1) 循环水系统启动时, 任何一台水泵都能在控制室手动启动(就地旋钮在“自动”位置) 。
(2) 手动启动1 台水泵后, 压力如果正常, 则不能再手动启动第二台水泵(由逻辑控制) , 以防止超压。
只有在启动1 台水泵后, 如果压力还低,才能手动启动第二台水泵。
(3) 备用水泵能自动启动(就地旋钮在“自动”位置, 控制系统中的控制方式在“集中自动”) 。
电气必须要热备, 以便备用水泵能随时启动。
操作员要注意监视备用水泵的“电气允许启动”状态。
(4) 在备用方式的选择方面更灵活, 可以一用一备或两用一备, 界面简单友好, 更容易操作。
另外, 应用户的要求, 增加了水泵电机的电流指示, 以便操作员对水泵负载的直接监控。
3 压缩机组及辅助机组的控制压缩机组的自动控制在整个仪控设计方面有着极其重要的地位, 因为所有的机组都保留了就地PLC控制器, 并将PLC 的控制功能转移到控制中心。
中心PLC 控制器在控制系统组态中加以实现; 并且每个机组的控制要求各不相同。
由控制系统实现压缩机组的全部控制功能,既节约了PLC 购置费用; 同时压缩机组的控制不再是“黑匣子”, 使用户能清晰地了解机器的控制过程, 并且能在中控室方便地监视及控制机组。
4、故障诊断在压风过程中,由于压力的不平稳,在空压机的运行过程中, 容易出现喘振等意外事故,喘振对机组运行是非常危险的,控制系统应根据空压机输出压力变化频率及速度快速诊断出压风机运行状态,实现安全的防喘振控制,保障设备安全运行。
当压缩机允许加载后, 由控制系统发出指令,激活两个PLC 投入工作。
如果在一定时间内(可组态) 检测到N 次(可组态) 超过设定值(可组态) 的压力波动, 即判断为“机组喘振”, PLC 的数字量输出卡相应通道输出报警, 由控制实现联锁, 紧急打开回流阀, 同时入口导叶限位, 实现机组的保护。
喘振保护后, 需要重新加载,5、空压机的自动控制空压机可在就地电控柜或中控室启动。
如果在中控室启动, 须先将就地的启动转换旋钮旋至“自动”, 在收到电控的允许仪控启动空压机信号后,由操作员在空压机启动流程图中用“启动空压机”按钮来启动空压机。
预热过程完毕, 操作员可以修改空压机排气压力设定值, 使空压机运行在额定压力。
至此, 空压机启动完毕, 操作员可以开送气阀向空气预冷系统送气。
遇到下面几种情况之一, 空压机将马上轻载①排气压力超高;②空压机流量小于喘振流量, 机组喘振;③操作员通过紧急按钮强制空压机轻载。
④空气预冷系统发生故障。
对辅助设备控制:辅油泵、油箱加热器等。
在“自动”模式下,需要检测运行条件。
无论加热器的控制是在“就地”还是“自动”位置。
6、增压机的自动控制增压机的启动方式和空压机相同。
电机允许加载信号到来时,增压机的加载要分段分步进行, 首先要加载Ⅰ段, 在Ⅰ段排气压力达到设计值后, 才能加载Ⅱ段。
当操作员通过操作按钮发出Ⅰ段加载指令后,由下坡器将回流阀从100 %开始关闭。
当排气压力达到设定值时, Ⅰ段回流阀压力控制器投入自动调节, 回流阀将处于自动控制状态。
需要加载Ⅱ段时, 由操作员发出加载指令, 下坡器将Ⅱ段回流阀从100 %开始关闭。
当排气压力上升到设定值时, 控制器投入自动调节,回流阀将处于自动控制状态。
遇到下面几种情况之一, 增压机Ⅱ段将轻载:①增压机Ⅰ段喘振; ②增压机Ⅰ段排气压力超高;③增压机Ⅱ段喘振; ④增压机Ⅱ段排气压力超高;⑤操作员通过流程图上的强制轻载Ⅱ段按钮轻载。
遇到下面几种情况之一, 增压机Ⅰ段将轻载:①增压机Ⅰ段喘振;②增压机Ⅰ段排气压力超高;③操作员通过按钮操作屏上的按钮轻载。
增压机Ⅰ段轻载动作: 入口导叶限位至25 % ,回流阀全开, 即: Ⅰ段轻载, Ⅱ段同时轻载; Ⅱ段轻载, Ⅰ段不需轻载。
在故障消除后, 操作员可通过增压机气路图上的“恢复加载”按钮按顺序来自动恢复加载增压机的Ⅰ段和Ⅱ段, 过程与启动时相同。
7、氮压机自动控制氮压机的启动方式和空压机相同。
电机允许加载信号到来时,当排气压力达到设定值时, 入口蝶阀恒压控制器投入自动调节, 入口蝶阀将处于自动控制状态; 当排气压力小于防喘振控制线时, 放空阀控制器投入自动调节, 放空阀将处于自动控制状态。
然后操作员可以修改压力设定值, 使氮压机运行在额定压力。
遇到下面几种情况之一, 氮压机将轻载:①排气压力超高; ②氮压机喘振; ③操作员强制氮压机轻载。
三、设备清单方案应根据方案设计的需要,以下清单仅包括必要设备,具体施工方案要根据技术要求及现场情况确保功能实现。