板料冲压成形及回弹有限元模拟分析
- 格式:docx
- 大小:2.27 MB
- 文档页数:14
汽车覆盖件成形仿真中的回弹分析0引言薄板冲压成形作为一种塑性加工方法,广泛应用于汽车、航空航天、电器、造船、仪表等工业领域,它在汽车制造中尤为重要。
据统计,汽车上有60%~70%的零件是采用冲压工艺生产出来的。
汽车冲压件成形质量的好坏不仅影响到整车的装配、汽车外观,更影响到汽车的制造成本以及新车型开发的周期。
薄板冲压成形包含多种复杂物理现象,主要有:接触碰撞现象;摩擦磨损现象;大位移、大转动和大变形现象。
这种复杂性使得对的设计和控制非常的困难,从而造成成形过程中产生许多缺陷,并且难以纠正。
起皱、破裂和回弹是薄板成形中的三种主要缺陷,其中回弹是最难控制的,因为涉及到对回弹量的准确预测,而不同材料、不同形状的冲压件的回弹规律差别很大。
回弹问题的存在会影响冲压件的形状尺寸精度和表面质量。
冲压件的最终形状取决于成形后的回弹量,当回弹量冲过允许容差后,就成为成形缺陷,进而影响整车装配。
由于目前对轿车装配质量的要求日益提高,综合装配误差严格控制在较小的数值范围内,这无形中增加了对冲压件成形精度的要求。
回弹不仅是工业生产中的一个实际问题,同样也是学术界长期以来关注的热点。
从NUMISHEET93’(第二届板料成形三维数值模拟国际会议)开始,每届会议都有关于回弹预测的标准考题(BENCHMARK),在NUMISHEET’99上,专门有一个关于回弹预测和回弹误差控制的会议专题,其中文章达到10篇,约占全部会议文章的11%。
有限元数值模拟技术的引入,为推动回弹问题的解决提供了有利的工具。
因此,利用数值模拟技术对轿车冲压成形后的回弹变形进行准确预测,在此基础上,研究回弹控制方法以提高成形精度,对于降低轿车冲压件制造成本、保障整车装配质量、缩短新产品开发周期有着重要的意义。
1薄板冲压成形仿真系统随着理论和技术上的日臻完善,冲压成形有限元仿真分析在汽车工业中的应用日益受到重视。
覆盖件冲压成形仿真分析在多方面对企业的冲压生产提供有利的支持:在设计工作的早期阶段评价覆盖件及其模具设计、工艺设计的可行性;在试模阶段进行故障分析,解决问题;在批量生产阶段用于缺陷分析,改善覆盖件生产质量,同时可用来调整材料等级,降低成本。
基于ANSYS的钢板的冲压回弹分析1 引言在汽车、航空、家电等工业部门,许多构件是用板料冲压成形生产的。
板料成形过程牵涉到几何非线性、材料非线性和边界条件非线性的复杂的力学问题。
在多数动态金属成形工序中,高度非线性过程导致在坯料中产生大量的弹性应变能,存储的弹性能在成形压力消失后释放,使坯料向着原有几何构形变形。
因此,在板金属成形过程中最后的形状不仅仅取决于模具的轮廓形状,也取决于坯料在塑性变形时存储的弹性能总量。
因为在变形部分存储的弹性能总量是许多过程参数 (如材料性质,二表面间的载荷 )的函数,在成形时期预测回弹是特别复杂的。
金属板料冲压成型是利用金属塑性变形的特点,通过对金属板料施加压力,使其产生塑性变形从而获得所需要的形状。
由于板料冲压成型过程包含大位移、大变形等十分复杂的物理现象,使得对其成型控制非常困难,以前更多的是通过反复试验的方法制造出合乎要求的产品,其过程需要花费大量的时间和经费。
随着有限元模拟技术的迅速发展,利用有限元软件模拟金属板料冲压成型过程及分析其回弹量已成为可能,本文介绍了利用有限元软件Ansys对金属板料冲压成型过程进行模拟和回弹分析的方法。
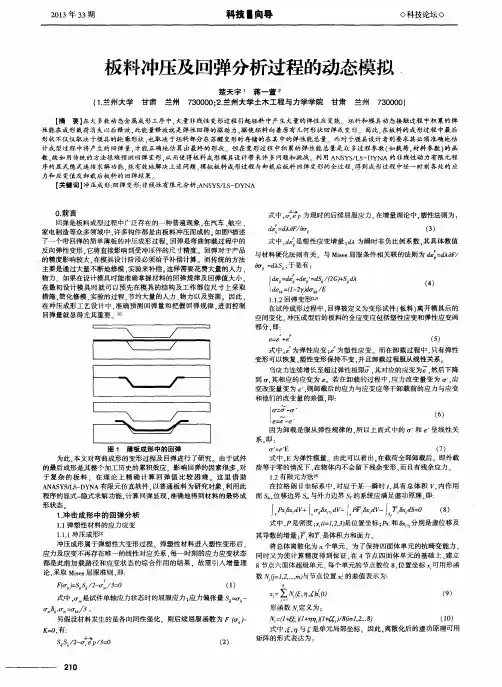
2 模型的建立及计算讨论如图1所示,钢板冲压模型由两部分组成,分别是被冲压件钢板和冲压的刚性模具。
在计算中采用刚-柔接触计算模型分析。
把钢板假设为柔性件,模具为刚性件不考虑其变形。
计算中钢板采用双线性等向强化模型,来考虑冲压过程中的弹塑性变形。
其计算参数如表1所示。
表1 计算中主要的参数本文冲压模拟分为两个阶段,第一个阶段为刚性模具进行冲压阶段,第二阶段为回弹计算,计算中假设整个过程为准静态。
在计算回弹时采用微量卸载来保证数值计算的稳定性。
其个阶段的计算结果如下:图3到图8给出了冲压不同阶段的钢板的等效应力。
由以上各图可以看出冲压初始阶段压力较大处主要集中于中间的上下表面,然后最大应力从中间钢板的上下表面向钢板内部发展;同时应力从钢板中间向两边传播。
板料冲压成型过程的仿真分析板料冲压成型过程的仿真分析冲压成型是一种广泛应用于制造业的加工方法,可以用于生产各种类型的零件和产品。
在冲压成型过程中,板料被放置在冲床上,然后通过冲压头施加压力,将板料变形成所需形状。
为了进行冲压成型过程的仿真分析,我们可以按照以下步骤进行思考:第一步:确定冲压件的设计和材料参数。
在仿真分析之前,需要明确冲压件的设计要求,包括形状、尺寸和材料参数等。
这些参数将用于后续的仿真模型建立和分析。
第二步:建立冲压过程的仿真模型。
基于冲压件的设计参数,可以使用一些专业的仿真软件,如AutoForm、PAM-STAMP等,建立冲压过程的仿真模型。
在建立模型时,需要考虑板料的材料特性、冲床的结构参数以及冲压头的运动规律等。
第三步:进行冲压过程的仿真分析。
在建立好仿真模型后,可以进行冲压过程的仿真分析。
通过对模型施加适当的载荷和边界条件,可以模拟真实的冲压过程,并得到冲压件的变形情况、应力分布以及可能出现的缺陷等信息。
第四步:优化冲压过程的参数。
根据仿真分析的结果,可以对冲压过程的参数进行优化。
例如,调整冲压头的运动速度、改变冲压件的厚度或减小冲床的压力等,以达到更好的成形效果和减少缺陷的目的。
第五步:验证仿真结果的准确性。
为了验证仿真结果的准确性,可以将仿真得到的冲压件与实际生产的样品进行对比。
通过比较冲压件的尺寸、形状以及可能存在的缺陷等,可以评估仿真结果的可靠性,并进行必要的修正和改进。
最后,冲压成型过程的仿真分析可以帮助设计师和工程师更好地理解冲压过程的工艺特性,优化冲压工艺参数,提高产品质量和生产效率。
同时,通过仿真分析,还能更早地发现潜在的问题和缺陷,减少实际生产中的试错成本和风险。
因此,冲压成型过程的仿真分析在现代制造业中具有重要的应用价值。
泡沫铝材料的制备与有限元模拟泡沫铝材料是一种轻质、高强、具有良好吸声和隔热性能的新型功能材料。
由于其独特的优点,泡沫铝材料在许多领域都具有广泛的应用前景,如汽车、航空航天、建筑和国防等。
因此,研究泡沫铝材料的制备技术与有限元模拟对其性能的影响具有重要意义。
泡沫铝材料的制备方法主要有物理发泡法、化学发泡法和机械搅拌法等。
其中,物理发泡法是最常用的方法,其工艺流程如下:将混合物放入模具中,置于一定温度和压力条件下;发泡剂分解产生气体,导致混合物膨胀,形成泡沫铝材料;通过观察泡沫铝材料的泡孔结构,发现泡孔大小、分布和密度等因素对其性能有较大影响。
同时,泡沫铝材料的力学性能也表现出明显的各向异性,其中沿垂直于泡孔方向的性能较好。
有限元模拟是一种常用的数值分析方法,可以用来预测泡沫铝材料的性能。
在有限元模拟过程中,需要选择合适的材料模型、边界条件和有限元软件。
其中,材料模型需要考虑泡沫铝材料的弹性模量、泊松比和密度等参数;边界条件需要考虑材料的受力情况;有限元软件可选择ANSYS、SolidWorks等。
通过有限元模拟,可以得出泡沫铝材料的应力、应变和疲劳寿命等性能指标。
在应力分析中,发泡剂的加入使得泡沫铝材料的应力水平显著降低;在应变分析中,泡沫铝材料的应变主要发生在泡孔内,并且沿泡孔方向的应变最大;在疲劳寿命分析中,泡沫铝材料的疲劳寿命随着泡孔密度的增加而降低。
通过对泡沫铝材料的制备与有限元模拟研究,发现制备过程中的发泡工艺对泡沫铝材料的性能具有重要影响。
同时,有限元模拟结果表明,泡沫铝材料的应力、应变和疲劳寿命等性能指标受到泡孔结构、密度等因素的影响。
然而,目前的研究还存在一些不足之处,如制备过程中工艺参数的控制、有限元模拟中材料模型的精度等问题需要进一步探讨。
为了更好地应用泡沫铝材料,未来的研究方向可以从以下几个方面展开:优化制备工艺:进一步研究发泡工艺中的关键参数,如发泡剂类型、温度和压力等对泡沫铝材料性能的影响,为实现制备过程的优化提供依据。
板材冲压成形模拟回弹预示刘军华 柳玉起 胡 平 李运兴(吉林工业大学力学系 130025)摘要 基于弹塑性大变形有限元数值方法,在自行开发研究的汽车覆盖件板材成形分析软件基础上研究了板材冲压成形后脱模卸载和切边后的回弹现象,给出预示它们回弹量大小的数值方法。
研究了典型的U 型件拉深弯曲回弹,与实验结果进行了比较。
然后又预示了卫星天线反射面拉深成形的脱模卸载回弹量和切边后的回弹量,并与实际冲压件进行了回弹量比较,两种回弹都得到了较满意的结果。
回弹严重影响汽车覆盖件的成形质量和尺寸精度,也是实际工艺中很难有效克服的成形缺陷之一,它的精确预示是实际工程技术人员非常关心的问题。
回弹包括冲压件的脱模回弹和切边后回弹两方面,根据实际冲压件结构和实际工艺的不同,两种回弹都可能产生很大的作用,所以在有限元数值模拟时,两种回弹必须都能有效预示。
它是计算固体力学与金属塑性加工学科相互交叉的前沿性研究课题。
由于大型冲压件形状复杂,难于事先预示其成形性和成形后的产品质量,致使模具调试时间长,加工质量低,制模成本高,严重制约了我国模具及汽车工业的自主发展,尚失了国内国际市场的竞争力。
因此,板材成形回弹问题的研究不仅具有重要的理论价值,而且具有十分广阔的应用前景和重大的经济效益。
1 有限元基本理论及回弹处理方法1.1 单元模型采用DKT 平板单元[1]和薄膜三角形单元的组合[2]来模拟空间大变形大应变板材冲压成形问题。
在局部随体正交坐标系z x ox 21下,即z 轴垂直于单元平面,1x 轴通过单元1,2结点,2x 轴由1x 轴和z 轴按右手规则确定。
在z x ox 21坐标系下考虑Kirchhoff 直法线假设,单元内任意点()z x p i , ()2,1=i 的速度可假定为()()()()()i i i j i j i j x w z x w x z x u z x u &&&&&=+=,,β )2,1,(=j i (1)式中,i u &和w &分别表示p 点在中面上相对应点()0,i x 沿i x 和z 方向的速度;iβ&表示单元法线转角速度。
汽车覆盖件冲压成形回弹及模面优化研究摘要:回弹是汽车覆盖件冲压成形时产生的主要质量缺陷之一,直接影响到产品的尺寸精度和最终形状。
本文以某汽车背门内板为例,利用板料成形仿真软件Autoform研究了零件的冲压成形及回弹过程,预测了实际板料冲压成形后可能出现的回弹量,通过优化模具型面来控制回弹,并与实际零件对比,验证了优化方案的合理性。
关键词:汽车覆盖件;冲压成形;回弹;模面优化板料冲压成形中的回弹问题一直是冲压成形领域关注的热点问题[1]。
随着汽车工业的不断发展,特别是近年来高强度钢板和铝合金板的大量使用,汽车覆盖件冲压成形中的回弹问题变得越来越棘手。
冲压件的最终形状取决于成形后的回弹量,回弹量超过允许的差值,就成为成形缺陷,进而影响整车的外观和装配。
为了更好的控制冲压件的回弹,提高其成形质量和成形精度,必须对回弹量做出准确地预测。
有限元仿真技术成为研究回弹问题的强有力工具[2]。
本文以某汽车背门内板为例,材质为高强度钢,利用板料成形仿真软件Autoform对其冲压成形和回弹过程进行模拟,对零件实际生产过程中可能出现的回弹量进行预测,为优化模具型面来控制回弹提供有益的指导。
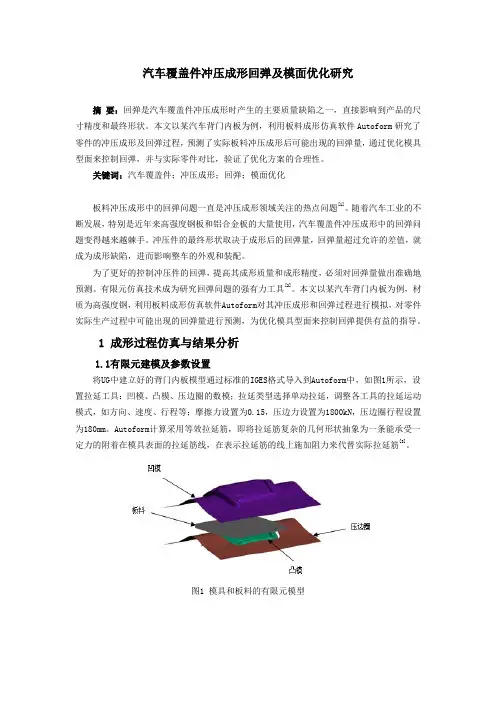
1 成形过程仿真与结果分析1.1有限元建模及参数设置将UG中建立好的背门内板模型通过标准的IGES格式导入到Autoform中,如图1所示,设置拉延工具:凹模、凸模、压边圈的数模;拉延类型选择单动拉延,调整各工具的拉延运动模式,如方向、速度、行程等;摩擦力设置为0.15,压边力设置为1800kN,压边圈行程设置为180mm。
Autoform计算采用等效拉延筋,即将拉延筋复杂的几何形状抽象为一条能承受一定力的附着在模具表面的拉延筋线,在表示拉延筋的线上施加阻力来代替实际拉延筋[3]。
图1 模具和板料的有限元模型板料所选用的材料为高强度钢板DX56D,厚度为1.2mm,其材料参数如表1所示。
表1 高强度钢板DX56D的材料参数1.2 成形仿真结果分析有限元建模和参数设置完毕后提交运算,得到结果。
铝板冲压工艺——外板回弹原因分析及控制措施铝板零件的回弹补偿相对于钢板而言更加复杂,且更加具有不稳定性。
为此针对铝板回弹较大的问题,我们提出了综合化的前期补偿策略,即在铝板模具开发前期,综合考虑零件工艺的稳健性(材料,设备,润滑条件),GD&T的合理性,回弹量,补偿策略等重要因素进行回弹补偿。
经过综合化补偿策略完成高品质的前期要求后,在后期的制造中,零件经过较少的整改即能够达到90%以上的合格率。
下面以铝板前罩外板与车门外板为例,进行分析介绍。
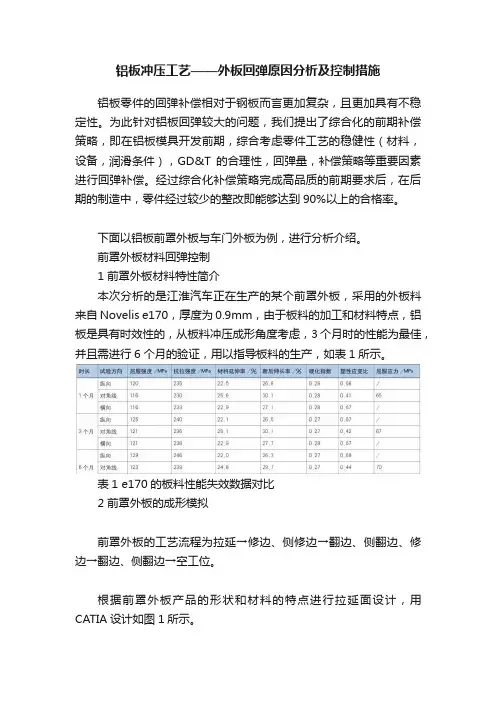
前罩外板材料回弹控制1 前罩外板材料特性简介本次分析的是江淮汽车正在生产的某个前罩外板,采用的外板料来自Novelis e170,厚度为0.9mm,由于板料的加工和材料特点,铝板是具有时效性的,从板料冲压成形角度考虑,3个月时的性能为最佳,并且需进行6个月的验证,用以指导板料的生产,如表1所示。
表1 e170的板料性能失效数据对比2 前罩外板的成形模拟前罩外板的工艺流程为拉延→修边、侧修边→翻边、侧翻边、修边→翻边、侧翻边→空工位。
根据前罩外板产品的形状和材料的特点进行拉延面设计,用CATIA设计如图1所示。
图1前罩外板和内板拉延模面设计图3 零件的稳健性分析流程零件的成形使用AutoForm R7进行分析,对软件的设置和参数的评估,需要根据相应企业标准进行设置,用以判断变薄、开裂、起皱、回弹、全局的变薄率等大的问题项,然后针对各个问题项进行解决,并结合生产线的要求,调整初版的工艺,最后进行工艺审核和稳健性因素的排查,得到稳健性的工艺工法,分析流程如图2所示。
图2铝板冲压稳健性分析流程其中,稳健性分析主要有以下内容:⑴料片形状和位置波动(±5mm);⑵材料的屈服和抗拉强度波动(±10%);⑶材料的r值和n值波动(±10%);⑷摩擦系数波动(±10%);⑸压边力波动(±10%)。
代入对应的参数进行Sigma分析,分析完成后进行判断:对于最大失效可设置为0.8,减薄可设置为16%,外加起皱,自由回弹的情况进行评价。