冲压成形性能
- 格式:ppt
- 大小:1.67 MB
- 文档页数:3
冲压成形cae标准冲压成形是一种常用的金属加工方式,广泛应用于汽车制造、电子产品制造等领域。
为了保证产品的质量和生产效率,冲压成形需要进行CAE(计算机辅助工程)分析和模拟。
下面将介绍冲压成形CAE的标准和流程。
冲压成形CAE标准的制定是为了规范冲压成形过程中的各种参数和要求,以确保产品的质量和稳定性。
常见的冲压成形CAE标准包括以下几个方面:1.材料力学性能标准:材料的力学性能对冲压过程和成形结果有着重要影响。
冲压成形CAE分析需要使用准确的材料力学性能数据进行模拟。
因此,冲压成形CAE标准要求在实验室中进行材料的力学性能测试,并提供准确的力学性能数据。
2.模具设计标准:模具的设计对冲压成形的结果有着重要的影响。
冲压成形CAE分析需要使用准确的模具设计参数进行模拟。
因此,冲压成形CAE标准要求模具设计符合一定的几何要求,并提供准确的模具设计参数。
3.工艺参数标准:冲压成形过程中的工艺参数对成形结果和产品质量有着重要的影响。
冲压成形CAE分析需要使用准确的工艺参数进行模拟。
因此,冲压成形CAE标准要求工艺参数的选择符合一定的规范,并提供准确的工艺参数数据。
冲压成形CAE的流程大致如下:1.准备工作:确定需要进行冲压成形CAE分析的零件和工艺参数。
收集并整理材料的力学性能数据和模具设计参数。
2.建模:使用计算机辅助设计(CAD)软件对需要进行冲压成形CAE分析的零件进行建模。
根据模具设计要求,进行相应的模具设计。
3.材料建模:使用CAE软件对材料的力学性能进行建模。
根据准确的材料力学性能数据,进行相应的材料建模。
4.工艺建模:使用CAE软件对冲压工艺进行建模。
根据准确的工艺参数数据,进行相应的工艺建模。
5.分析和模拟:使用CAE软件对冲压成形过程进行分析和模拟。
根据材料建模和工艺建模的结果,进行相应的分析和模拟。
通过调整参数和优化设计,得到最佳的成形结果。
6.评估和验证:根据分析和模拟的结果,评估冲压成形的效果和质量。
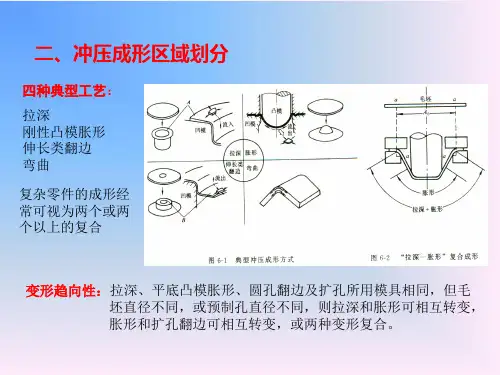
板料冲压成形性能及冲压材料板料的冲压成形性能板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。
具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。
冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。
下面分别讨论。
(一)成形极限在冲压成形中,材料的最大变形极限称为成形极限。
对不同的成形工序,成形极限应采用不同的极限变形系数来表示。
例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等等。
这些极限变形系数可以在各种冲压手册中查到,也可通过实验求得。
依据什么来确定极限变形系数呢?这要看影响成形过程正常进行的因素是哪些。
冲压成形时外力可以直接作用在毛坯的变形区(例如胀形),也可以通过非变形区,包括已变形区(例如拉深)和待变形区(例如缩口、扩口等),将变形力传给变形区。
因此,影响成形过程正常进行的因素,可能发生在变形区,也可能发生在非变形区。
归纳起来,大致有下述几种情况:1.属于变形区的问题伸长类变形一般是因为拉应力过大,材料过度变薄,局部失稳而产生断裂,如胀形、翻孔、扩口和弯曲外区等的拉裂。
压缩类变形一般是因为压应力过大,超过了板材的临界应力,使板材丧失稳定性而产生起皱,如缩口、无压边圈拉深等的起皱。
2.属于非变形区的问题传力区承载能力不够:非变形区作为传力区时,往往由于变形力超过了该传力区的承载能力而使变形过程无法继续进行。
也分为两种情况:1)拉裂或过度变薄;例如拉深是利用已变形区作为拉力的传力区,若变形力超过已变形区的抗拉能力,就会在该区内发生拉裂或局部严重变薄而使工件报废。
2)失稳或塑性镦粗:例如扩口和缩口工序是利用待变形区作为压力的传力区,若变形力超过了管坯的承载能力,待变形区就会因失稳而压屈,或者发生塑性镦粗变形。
非传力区在内应力作用下破坏:非变形区不是传力区时,由于变形过程中金属流动的不均匀性,也可能产生过大的内应力而使之破坏。
冷轧深冲用钢的成形性能1冲压性能的定义板材的冲压性能是指板材对冲压加工的适应能力。
板材的冲压性能好,可以在使用最低的人力与物力消耗的条件下,使用较方便的冲压加工方法即可制造成高质量的冲压件。
钢板的冲压性能一般指在冲制成型时, 钢板耐冲压的程度,即成型性能的好坏, 亦即钢板能在其 平面方向上获得最大的塑性流变,同时在厚度方向上对流变产生最大的阻力。
板材的成形性是指,在给定的加工过程中板材承受变形而不产生断裂或失稳(失效)的能力。
目前,按照冲压级别,冲压板的冲压性能分为 CQ 级、DQ 级、DDQ 级和EDDQ 级。
2、成形指标单向拉伸实验可获得两个重要的成形性能指标 同时,还可获得其它强度与塑性指标,如屈服强度:塑性应变比(r 值)和加工硬化指数(n 值)。
(ReL )抗拉强度((Rm 卜总延伸率(A )等。
(1)强度和屈强比屈服强度ReL 表示材料产生屈服时的最小应力。
ReL 越小材料越容易屈服,成形后回弹小,贴模性和定形性较好。
抗拉强度Rm 表示薄板材料在单向拉伸条件下所能承受的最大应 力值,是设计与选材的主要依据。
它越大,冲压成形时零件危险断面的承载能力越高, 其变形程度越大。
在材料与成形性能有关的其它指标大致相同时,Rm 越大材料的综合成形性能越好。
屈强比为材料的屈服强度与抗拉强度之比, 大的变形加工,材料的成形性好,有利于冲压成形。
⑵延伸率延伸率A 即试样拉伸断裂后标距段的总变形与原标距长度之比的百分数。
材允许的塑性变形程度也越大,冲压性能越好。
⑶塑性应变比和塑性应变比平面各向异性度金属薄板塑性应变比;值反映金属薄板在其平面内承受压力或拉力时抵抗变薄或变厚的 能力,是金属薄板塑性各向异性的一种量度, 是衡量深冲性能的重要指标之一。
板材的深冲性能与其力学性能的各向异性密切相关,提高深冲性能的宗旨是力图使板材在板平面内具有高塑性流动性,同时,在板厚方向具有足够的抵抗塑性流动的能力。
r 值指将金属薄板试样单轴拉伸到产生均匀塑性变形时, 试样标距内,宽度方向的真实应变岛与厚度方向的真实应变凡之比。
锻造压力机与冲压成形压力机的性能优劣对比在制造业中,压力机是一种重要的工业设备,可以通过施加力量将材料进行塑性变形,使其适应所需的形状和尺寸。
在压力机中,锻造压力机和冲压成形压力机是两种常见的类型。
它们在工作原理、适用范围和性能方面存在差异。
本文将对这两种压力机的性能优劣进行详细比较。
首先,让我们了解一下锻造压力机。
锻造压力机是一种专门用于金属锻造的压力机,它适用于加工大型和复杂的金属工件。
锻造压力机的工作原理是利用锤头或压头对金属进行冲击或挤压,使其在高温状态下发生塑性变形。
这种变形过程可以增强材料的力学性能和密度,并实现零件的细化和细节加工。
锻造压力机主要用于制造航空航天零部件、汽车零部件和重型机械等需要高强度、高质量和复杂形状的金属工件。
与之相比,冲压成形压力机是一种专门用于金属板件冲压加工的设备。
冲压成形压力机通过将金属板件置于模具之间,并施加足够的力量来塑性变形金属。
这种变形过程通常在常温下进行。
冲压成形压力机适用于大批量生产简单形状的金属零件,例如汽车车身部件、电器外壳和家电配件等。
它具有高效、快速和精确的特点。
在性能方面,锻造压力机和冲压成形压力机各有优劣。
锻造压力机的优点之一是可以处理高强度和高硬度的金属材料,例如钢和钛合金等。
锻造过程中,材料受到冲击和挤压,其内部结构得到重新组织和加强,因此锻造得到的零件具有更好的力学性能和耐磨性。
此外,锻造压力机可以制造较大尺寸的零件,并且能够处理复杂的形状要求。
然而,锻造压力机也有其限制,它通常需要大型的设备和复杂的操作,同时加热和冷却过程也需要耗费时间和能源。
与此相比,冲压成形压力机具有自己的优势。
首先,冲压成形压力机可以高效地进行大规模生产。
其自动化程度高,能够快速、准确地完成连续冲压过程。
此外,冲压成形过程通常不需要加热和冷却,因此能够节约能源和时间。
另外,冲压成形压力机的模具可以相对容易地进行更换,适应不同形状和尺寸的零件生产需求。
汽车车身的冲压成形技术分析汽车车身是汽车的重要组成部分,它直接影响到汽车的外观、安全性能和乘坐舒适度。
而汽车车身的制造过程中,冲压成形技术是一种常见的加工方法。
通过对汽车车身冲压成形技术的分析可以了解到其在汽车制造中的重要性和应用场景。
一、汽车车身冲压成形技术的基本原理汽车车身冲压成形技术是利用模具对金属板材进行加工成形的一种方法。
其基本原理是通过将金属板材置于冲床上,然后利用冲头对金属板材施加压力,使得金属板材受力后产生塑性变形,最终形成所需的形状。
冲压成形技术的优点包括成本低、效率高、精度好等,因此在汽车车身制造中得到广泛应用。
1. 材料选取:汽车车身冲压成形技术中常用的金属材料包括冷轧板、热轧板、镀锌板等,其选取需要考虑到材料的强度、塑性、成本等因素。
2. 模具设计:模具是冲压成形技术的重要工具,其设计需要考虑到所需成型的形状、尺寸精度、成本等因素。
同时模具的选材、热处理等对成形质量也有重要影响。
3. 冲压工艺:在冲压成形过程中,需要考虑到冲头的选择、冲程的设置、冲头对板料的压力等因素,以保证成形质量和生产效率。
4. 成形工艺:汽车车身的冲压成形中,常见的工艺包括拉延成形、弯曲成形、拉伸成形等,针对不同部位的成形需求选择不同的工艺。
5. 成品检验:对成形后的汽车车身进行检验,检查其尺寸精度、表面质量、成形缺陷等,以保证成品的质量。
目前汽车车身冲压成形技术已在汽车制造中得到广泛应用,它可以应用于汽车车身的各个部位。
例如汽车的车门、车顶、车窗框、车尾等部位都可以通过冲压成形技术进行加工制造。
而且随着汽车车身对轻量化、强度提升等性能要求的不断增加,冲压成形技术的应用也在不断扩大。
随着汽车工业的不断发展,汽车车身冲压成形技术也在不断创新和完善。
目前一些先进的汽车制造技术已经应用于汽车车身冲压成形中,例如激光冲压成形、气动冲压成形等技术。
这些技术能够提高成形效率、提升成形质量、降低成本,有望成为未来汽车车身制造的发展方向。
汽车覆盖件冲压成形特点总结
1.高度精度:汽车覆盖件的外观要求高,对尺寸和形状的精确度要求严格。
冲压成形可以实现高度精确的制造,确保覆盖件的尺寸和形状的一致性。
2.高生产效率:汽车行业对于生产效率要求很高,冲压成形提供了高速和高效的生产方式。
冲压设备可以实现连续冲压作业,生产效率较高。
3.适应性强:汽车覆盖件的形状多样,冲压成形可以根据不同的覆盖件形状进行调整,适应性强。
同时,冲压成形还可以通过更换冲床模具来实现不同形状的覆盖件生产。
4.降低成本:与其他制造方法相比,冲压成形可以节省原材料的使用量,减少后续加工的需要,从而降低了成本。
此外,冲压成形还可以实现自动化生产,减少人工操作,进一步降低成本。
5.良好的表面处理效果:汽车覆盖件的表面处理要求高,需要具备一定的防腐蚀能力和装饰效果。
冲压成形可以在冲压过程中添加表面处理工艺,如镀锌、喷涂等,以实现良好的表面处理效果。
6.薄板加工能力:汽车覆盖件通常采用较薄的板材进行制造,而冲压成形适用于薄板加工。
冲压设备可以有效地对薄板材料进行成形,保持覆盖件的整体刚度和强度。
7.可实现性能优化:冲压成形可以通过调整冲床压力、冲床速度以及模具设计等参数来实现性能的优化。
例如,通过调整冲床参数可以控制冲压过程中的拉伸和压缩比例,从而改善覆盖件的强度和硬度等性能。
总的来说,汽车覆盖件冲压成形具有高度精度、高生产效率、适应性强、降低成本、良好的表面处理效果、薄板加工能力以及可实现性能优化等特点。
汽车制造业广泛应用冲压成形技术,以满足对高质量、高效率、低成本的汽车覆盖件生产要求。

材料冲压成形性能的衡量指标1.抗拉强度:抗拉强度是材料抵抗拉伸的能力。
在冲压过程中,材料受到拉伸力,因此抗拉强度是一个重要的性能指标。
高抗拉强度的材料可以承受更大的应力和变形。
2.屈服强度:屈服强度是指材料在受到一定应力时开始发生塑性变形的能力。
屈服强度的大小与材料的可塑性密切相关。
较高的屈服强度意味着材料更难发生塑性变形,可能不适合冲压成形。
3.延伸率:延伸率是材料在拉伸断裂前所发生的塑性变形程度的度量。
高延伸率的材料可以容易地发生塑性变形,有利于冲压成形。
4.断裂韧性:断裂韧性是材料抵抗断裂的能力。
在冲压过程中,材料常受到冲击和剪切力的作用,因此良好的断裂韧性对于冲压成形的可行性非常重要。
5.硬度:硬度是材料抵抗外界力量的能力。
硬度可以提供材料在冲压过程中的耐磨性、耐刮擦性和切削性等信息。
高硬度的材料一般具有较低的可塑性,可能不适合一些冲压工艺。
6.切口延伸率:切口延伸率是指材料在应力作用下切口或裂纹延伸的能力。
对于一些带有切口或凹槽的冲压件来说,良好的切口延伸率可以避免裂纹的形成,提高零件的可靠性和强度。
7.成形限制比:成形限制比是冲压工程师用来评估材料在冲压过程中的可塑性的指标。
成形限制比是通过计算材料在冲压成形过程中最多能够变形的程度来得到的。
8.硬化指数:硬化指数是用来描述材料在冲压过程中变硬的程度。
硬化指数越高,材料的可塑性越低,成形能力也就越差。
因此,硬化指数是一个重要的冲压成形性能指标。
以上是材料冲压成形性能的一些衡量指标。
冲压工程师在进行材料选择和冲压工艺设计时,应综合考虑这些指标,以保证最终零件的质量和可靠性。