质量管理控制图
- 格式:doc
- 大小:218.50 KB
- 文档页数:9
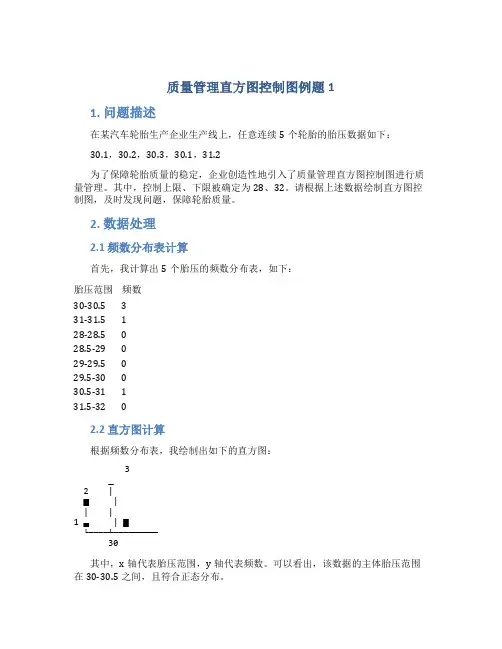
质量管理直方图控制图例题11. 问题描述在某汽车轮胎生产企业生产线上,任意连续5个轮胎的胎压数据如下:30.1,30.2,30.3,30.1,31.2为了保障轮胎质量的稳定,企业创造性地引入了质量管理直方图控制图进行质量管理。
其中,控制上限、下限被确定为28、32。
请根据上述数据绘制直方图控制图,及时发现问题,保障轮胎质量。
2. 数据处理2.1 频数分布表计算首先,我计算出5个胎压的频数分布表,如下:胎压范围频数30-30.5 331-31.5 128-28.5 028.5-29 029-29.5 029.5-30 030.5-31 131.5-32 02.2 直方图计算根据频数分布表,我绘制出如下的直方图:3▁2 |▅ || |1 ▃ | ▆└────┴─────────30其中,x轴代表胎压范围,y轴代表频数。
可以看出,该数据的主体胎压范围在30-30.5之间,且符合正态分布。
2.3 计算平均值和标准差接着,我计算出这5个数据的平均值和标准差,如下:•平均值:30.18•标准差:0.613. 直方图控制图分析3.1 控制上限和下限的计算根据控制上限和下限的计算公式,我得出:•控制上限(UCL):31.61•控制下限(LCL):28.753.2 控制图的绘制最后,我将控制上限、下限、平均值画在直方图上,如下:3▁2 |▅ || |1 ▃ | ▅█ UCL└────┴─────────30LCL其中,直方图的中心线代表胎压的平均值,控制上限和下限分别代表性能指标的最大和最小可接受值,符号。

质量管理控制图之单位缺陷控制图(U图)摘要:单位缺陷控制图(U图)是一种计数型控制图,是一种以计算产品的不良件数或点数的方法.它绘制的是每个样本中的单位缺陷数,当同一个产品单位中可能存在几种各自独立缺陷时,这时我们就可以利用U图来判断过程质量监控是否稳定.单位缺陷控制图缺陷是指残损或不圆满的地方。
产品的缺陷是指产品上不符合规定要求的地方。
如金属抛光后,表面遗留的凹痕、班点等都是缺陷。
这些缺陷都是随机地、孤立地、间断地出现。
没有缺陷的产品被认为是合格品。
有缺陷的产品被认为是不合格品。
在研究有缺陷产品时,人们关心的是单位产品上的缺陷数,这里的单位产品是为了实施抽样或统计缺陷数而划分的单位体或单位量。
对于按件制造的产品来说,一件产品就是一个单位产品,如一个螺丝、一个电阻、一台电视机等。
但有些产品的单位产品的划分是不明确的,需要人为地规定一个单位量,如一公尺导线、,一平方米玻璃等被人们规定为一个单位产品。
缺陷数:单位产品上的缺陷数已被很多产品用来作为质量特性,如:●一个铸件上的缺陷(砂眼等)数;●一定布上的缺陷(疵点)数;●一平方米玻璃上的缺陷(气泡)数;●一只螺栓上的缺陷(裂缝)数;●一盘录像带上的缺陷(疵点)数;●一公尺金属丝外层绝缘材料上的缺陷(伤痕)数;●一双球鞋上的缺陷(伤痕、脱胶、污染等)数;单位缺陷数控制图特点●当样本大小变化时,应将各个样本的缺陷数折算成每个检查单位的缺陷数u,即单位缺陷数;●以过程的单位缺陷数u为控制对象,构造U图;●U图控制界限为:●由于U图控制界限中包含样本规模n,在n大小不等时,上下控制界限均不等;●与P图一样,U控制图的控制界限呈凸凹不平状;U控制图案例分析现需要对一注塑产品的缺陷进行控制图分析,收集的数据记录如下表:收集到以上数据,我们就可以直接利用QSmart SPC软件来自动生成单位缺陷控制图来判断该注塑产品是否合格.首先,我们需要把上面收集到的数据录入到SPC系统中,如下:数据录入完毕后,SPC系统就可自动生成单位缺陷控制图,无需人工绘制控制图:备注:从上图可以看出,该过程中25个点子中有1个落在控制界限以外,因而过程处于失控状态.。
质量管理体系控制流程图质量管理体系控制流程图是指用图形化的方式展示质量管理体系中的各个环节和流程,以便于全面了解和掌握质量管理体系的运作流程和关键要素。
该流程图可以帮助组织建立和改进质量管理体系,确保产品或服务的质量符合标准和客户要求,提高组织的竞争力和持续发展能力。
以下是一个示例的质量管理体系控制流程图,用于说明质量管理体系的主要流程和控制要点:1. 质量目标设定阶段:- 确定质量目标和指标;- 制定质量政策和质量目标;- 分析和评估现有质量管理体系的有效性。
2. 质量计划制定阶段:- 制定质量计划,包括质量控制计划、质量检查计划等;- 确定质量控制点和检测点。
3. 质量控制执行阶段:- 进行质量控制活动,包括质量检查、测试、验证等;- 记录和汇总质量数据。
4. 质量控制结果分析阶段:- 对质量控制结果进行分析和评估;- 发现问题和风险,并制定相应的改进措施。
5. 质量改进阶段:- 制定质量改进计划;- 实施质量改进活动,包括过程优化、技术创新等;- 持续改进质量管理体系。
6. 质量审核和评估阶段:- 进行内部和外部质量审核;- 对质量管理体系进行评估和认证。
7. 绩效监控和持续改进阶段:- 监控质量绩效指标,包括产品质量、客户满意度等;- 持续改进质量管理体系,提高质量管理水平。
以上流程图仅为示例,实际的质量管理体系控制流程图会根据组织的具体情况和要求进行调整和完善。
在实际应用中,还可以根据需要添加更多的环节和流程,以确保质量管理体系的全面性和有效性。
质量管理体系控制流程图的编制和使用需要注意以下几点:1. 确保流程图的准确性和清晰性,以便于人员理解和操作;2. 标注每个环节和流程的具体要求和关键控制点;3. 确保流程图与实际操作相符,避免流程图与实际操作不一致的情况发生;4. 定期审查和更新流程图,以适应组织的变化和改进需求。
质量管理体系控制流程图是质量管理体系的重要工具之一,通过使用该流程图,组织可以更好地把握质量管理体系的运作情况,及时发现和解决问题,提高质量管理水平,实现持续改进和卓越品质。
德信诚质量管理控制图原理一、控制图的结构控制图(Control Chart)是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
图上有中心线(CL,Central Line)、上控制限(UCL,Upper Controllimit)和下控制限(LCL,Lower Control limit),并有按时间顺序抽取的样本统计量数值的描点序列,参见图4.2-1。
UCL与LCL统称为控制线(Control lines)。
若控制图中的描点落在UCL 与LCL之外或描点在UCL与LCL之间的排列不随机,则表明过程异常。
世界上第一张控制图是美国休哈特(W.A.Shewhart)在1924年5月16日提出的不合格品率p控制图。
控制图有一个很大的优点,即在图中将所描绘的点子与控制界限或规范界限相比较,从而能够直观地看到产品或服务的质量。
二、控制图的重要性控制图的重要性体现在下列各点:(1)是贯彻预防原则的SPC的重要工具;控制图可用以直接控制与诊断过程,故为质量管理七个工具的重要组成部分。
(2)日本名古屋工业大学调查了200家日本中小型企业(但应答的只有115家),结果发现平均每家工厂采用137张控制图。
这个数字对于推行SPC有一定的参考意义。
(3)当然,有些大型企业应用控制图的张数是很多的,例如美国柯达彩色胶卷公司(Eastman Kodak)有5000职工,一共应用了35000张控制图,平均每个职工7张,为什么要应用这么多张控制图呢?因为彩色胶卷的工艺很复杂,在胶卷的片基上需要分别涂上8层厚度为1~2μm的药膜;此外,对于种类繁多的化工原料还要应用SPC进行控制。
(4)我们不追求控制图张数的多少,但可以说,工厂中使用控制图的张数在某种意义上反映了管理现代化的程度。
三、控制图原理(一)控制图的形成将通常的正态分布图(例如图1.3-24)转个方向,使自变量增加的方向垂直向上,将μ、μ+3σ和μ-3σ分别标为CL、UCL和LCL,这样就得到了一张控制图。

质量管理体系控制流程图一、引言质量管理体系是一个组织内部用来确保产品或服务质量的框架。
控制流程图是一种图形化表示质量管理体系中各个控制流程的工具。
本文将详细介绍质量管理体系控制流程图的标准格式,包括各个部分的内容和数据。
二、质量管理体系控制流程图标准格式质量管理体系控制流程图通常分为以下几个部分:1. 流程图标题流程图标题应简明扼要地描述该控制流程的主要内容和目标。
2. 流程图符号质量管理体系控制流程图中使用的符号应符合国际标准,以确保统一性和易读性。
常用的符号包括:- 矩形框:表示流程步骤或活动;- 菱形框:表示决策点或判断条件;- 圆角矩形框:表示文档或记录;- 箭头线:表示流程的方向和顺序;- 圆圈:表示起始点或终止点。
3. 流程步骤每个流程步骤应包括以下内容:- 步骤编号:用于标识流程步骤的唯一编号;- 步骤名称:简明扼要地描述该步骤的内容;- 步骤描述:详细描述该步骤的具体操作或活动;- 输入:列出该步骤所需的输入数据或信息;- 输出:列出该步骤产生的输出数据或信息;- 负责人:指定该步骤的责任人或部门。
4. 决策点决策点应包括以下内容:- 决策条件:描述决策点的判断条件或标准;- 分支路径:根据决策条件,将流程分为不同的路径;- 结果:列出每个分支路径的结果或下一步操作。
5. 文档和记录质量管理体系中的文档和记录应在流程图中清晰标示,包括文档名称、版本号、编制日期等信息。
6. 控制流程之间的连接控制流程之间的连接应使用箭头线表示,箭头指向下一个流程步骤或决策点。
7. 流程图的顺序质量管理体系控制流程图应按照实际操作的顺序编制,以确保流程的连贯性和可操作性。
三、示例流程图标题:产品质量控制流程流程图符号:- 矩形框:表示流程步骤或活动;- 菱形框:表示决策点或判断条件;- 圆角矩形框:表示文档或记录;- 箭头线:表示流程的方向和顺序;- 圆圈:表示起始点或终止点。
流程步骤:1. 步骤编号:QC-001步骤名称:接收原材料步骤描述:将原材料送至质检部门进行检验和验收。

质量管理体系控制流程图一、概述质量管理体系控制流程图是指企业为确保产品或服务质量达到一定标准而采取的一系列控制措施的图示化表达。
该流程图能够清晰地展示质量管理体系的各个环节和流程,帮助企业全面了解和掌握质量管理的要点,从而提高产品或服务的质量水平。
二、流程图示例以下是一个质量管理体系控制流程图的示例,以便更好地理解:1. 制定质量目标和策略- 确定企业的质量目标和策略- 设定质量指标和标准2. 质量计划编制- 制定质量计划,包括质量目标、质量管理措施和质量检测方法等- 制定质量责任和权限3. 质量控制- 实施质量控制措施,包括质量检测、质量监控和质量纠正等- 确保生产过程符合质量标准和要求4. 质量评估和改进- 进行质量评估,包括内部评估和外部评估- 根据评估结果进行质量改进和优化5. 培训和沟通- 进行员工培训,提高员工的质量意识和技能- 加强内部沟通,确保质量管理体系的有效运行6. 客户满意度调查- 定期进行客户满意度调查,了解客户对产品或服务的评价和需求- 根据调查结果进行改进和优化7. 管理评审- 定期召开管理评审会议,对质量管理体系进行评估和审查- 确保质量管理体系的持续改进和有效运行三、流程图解析1. 制定质量目标和策略在这一步骤中,企业需要明确自己的质量目标和策略,例如提高产品质量、降低产品缺陷率等。
同时,还需要设定质量指标和标准,以便后续的质量控制和评估。
2. 质量计划编制在质量计划编制阶段,企业需要制定详细的质量计划,包括质量目标、质量管理措施和质量检测方法等。
此外,还需要明确质量责任和权限,确保质量管理体系的有效实施。
3. 质量控制质量控制是质量管理体系的核心环节。
在这一阶段,企业需要实施一系列质量控制措施,包括质量检测、质量监控和质量纠正等,以确保生产过程符合质量标准和要求。
4. 质量评估和改进质量评估是对质量管理体系的有效性进行检查和评价的过程。
企业需要进行内部评估和外部评估,根据评估结果进行质量改进和优化,以不断提升产品或服务的质量水平。
控制图(Control Chart)又叫管制图,是对过程质量特性进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
有三条平行于横轴的直线:中心线(CL,Central Line)、上控制线(UCL,Upper Control Line)和下控制线(LCL,Lower Control Line),并有按时间顺序抽取的样本统计量数值的描点序列。
UCL、CL、LCL统称为控制线(Control Line),通常控制界限设定在±3标准差的位置。
根据控制图使用目的不同,控制图可分为:分析用控制图和控制用控制图。
根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。
计量型控制图平均数与极差控制图( -X-R Chart )平均数与标准差控制图( -X-S Chart )中位数与极差控制图( ~X-R Chart )个別值与移动极差控制图( X-Rm Chart )计数值控制图不良率控制图(P chart)不良数控制图(nP chart,又称np chart 或d chart)缺点数控制图(C chart)单位缺点数控制图(U chart) 控制图种类及应用场合控制图的分析与判定应用控制图的目的,就是要及时发现过程中出现的异常,判断异常的原则就是出现了“小概率事件”,为此,判断的准则有两类。
第一类:点子越出界限的概率为0.27% 。
准则1属于第一类。
第二类:点子虽在控制界限内,但是排列的形状有缺陷。
准则2-8属于第二类。
控制图八大判异准则(口诀)2/3A (连续3点中有2点在中心线同一侧的B区外<即A区内>)4/5C (连续5点中有4点在中心线同一侧的C区以外)6连串(连续6点递增或递减,即连成一串)8缺C (连续8点在中心线两侧,但没有一点在C区中)9单侧(连续9点落在中心线同一侧)14交替(连续14点相邻点上下交替)15全C (连续15点在C区中心线上下,即全部在C区内1界外(1点落在A区以外)▶ 2/3A (连续3点中有2点在中心线同一侧的B区外<即A区内>)判读:1、控制过严;2、材料品质有差异;3、检验设备或方法之大不相同;4、不同制程之资料绘于同一控制图上;5、不同品质材料混合使用。
质量管理的统计方法--控制图控制图是用于确定生产或工作过程是否处于稳定状态的图形,通过它可以发现并及时消除生产和工作过程中的失控情况。
控制图是通过对过程中各特性值进行测定、记录、评估和监察过程是否处于控制状态的一种用统计方法设计的图。
在控制图中有两条平行的上下控制界限和中心线,并有按时间序列排列的样本统计量数值的描点序列。
如果控制图中描点落在控制界限之内,则表明过程正常;若控制图中描点落在控制界限之外或描点序列在界限之间有某一种或几种不正常的趋势,则表明过程异常。
(一)控制图的分类控制图可以分为两类,即计量值控制图和计数值控制图。
计量值控制图所依据的数据均属于由测量工具实际测量出来的数据,如长度、重量等控制特性,具有连续性,它包括:①单值控制图;②平均值与极差控制图;③平均值与标准差控制图;④中位值与极差控制图;⑤个别值与移动极差控制图。
计数值控制图所依据的数据均属于以单位个数或次数计算,如不合格品数、不合格品率等。
它包括:①不合格品数控制图;②不合格品率控制图;③缺陷数控制图;④单位缺陷数控制图。
(二)控制图的应用控制图可用于以下几方面:①预测,通过现有图形的分析和研究可大致预测下一步可能的位置。
②评价与诊断,可以评价过程的变化情况,评估过程的稳定性,并能与其他方法结合,可以找到产生状况的原因。
③控制,可对品质状况及时掌控,决定何时需要调整,何时需要保持原有状态。
④确认,比较后确认某一过程的改进。
[例题8] 控制图可用于()A. 预测,通过现有图形的分析和研究可大致预测下一步可能的位置B. 评价与诊断,可以评价过程的变化情况,可以找到产生状况的原因C. 可以显示波动的状况D. 控制,可对品质状况及时掌控,决定何时需要调整,何时需要保持原有状态1E. 确认,比较后确认某一过程的改进答案:ABDE(三)控制图的作法(1)选择控制特性。
(2)选择合适的控制图。
(3)选取一定数量的数据,在生产过程中,定期抽取试样。
质量管理体系控制流程图一、引言质量管理体系是企业为了提高产品或者服务质量而建立的一套规范和流程。
控制流程图是质量管理体系中的重要工具,用于描述质量控制的流程和各个环节之间的关系。
本文将详细介绍质量管理体系控制流程图的标准格式。
二、质量管理体系控制流程图的标准格式1. 标题质量管理体系控制流程图的标题应简明扼要地描述流程的内容,突出流程的主要目标。
例如,"产品质量控制流程图"或者"服务质量管理流程图"。
2. 图形符号质量管理体系控制流程图应使用统一的图形符号,以便于理解和识别。
常用的图形符号包括:- 方框:表示流程的步骤或者活动。
- 椭圆:表示起始或者结束的节点。
- 菱形:表示判断或者决策的节点。
- 箭头:表示流程的方向和顺序。
3. 流程步骤质量管理体系控制流程图应按照流程的顺序描述各个步骤或者活动。
每一个步骤应包括以下内容:- 步骤编号:用于标识流程中的每一个步骤,便于参预者理解和交流。
- 步骤名称:简明扼要地描述该步骤的内容和目标。
- 输入:描述该步骤所需的输入数据或者信息。
- 操作:描述该步骤所需的操作或者活动。
- 输出:描述该步骤的输出结果或者产出物。
4. 控制节点质量管理体系控制流程图中的控制节点用于表示质量控制的关键环节或者决策点。
常用的控制节点包括:- 检查节点:用于表示对产品或者服务进行检查或者测试的环节。
- 审核节点:用于表示对质量管理体系进行审核或者评估的环节。
- 纠正措施节点:用于表示对质量问题进行纠正或者改进的环节。
5. 连接线质量管理体系控制流程图中的连接线用于表示各个步骤或者节点之间的关系和流程的顺序。
连接线应清晰、简洁,方便读者理解和跟踪流程的流向。
6. 文本说明质量管理体系控制流程图中的文本说明用于进一步解释和描述流程的细节。
文本说明应简明扼要,突出重点,避免冗长和复杂的描述。
7. 样式和排版质量管理体系控制流程图应使用统一的样式和排版,以便于阅读和理解。
质量管理
控制图实验
一、紫铜管的Xbar-R 控制图
C1, ..., C5 的 Xbar-R 控制图
C1, ..., C5 的 Xbar 控制图检验结果
检验 1。
1 个点,距离中心线超过 3.00 个标准差。
检验出下列点不合格: 3
检验 6。
5 点中有 4 点,距离中心线超过 1 个标准差(在中心线的同一侧)
检验出下列点不合格: 11
* 警告 * 如果使用新数据更新图形,以上结果可能不再正确。
二、某产品验收的交验批批量不等,试用不合格品率控制图样本号
样本号 样本容量(n) 不合格品数(d)
样本号 样本容量(n)
不合格品数
(d)
1 835 8 14 250 8
2 808 12 15 830 14
3 780 6 16 798 7
4 252 6 17 813 9
5 430 7 18 818 7
6 600 5 19 581 8
7 822 11 20 464 4
8 814 8 21 807 11 9
206
6 22 595
7 10 703
8 23 500 12 11 850 1
9 24 760 7 12 709 11 25
420
8
13 350
5
合计 15795 214
三、某厂生产一种零件,规定每天抽100件为一个样本,试用np 控制图对其质
量进行控制。
样本号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 不合格 品数di
3 4 0 4 3 3 2 2 2 5 4 1 1 2 0 3 0 6 0 4 4 1 0 6 4 样本容量均为ni =100;样本组数k =25;不合格品总数
四、红珠实验
姓名 第1天 第2天 第3天 第4天 第5天平均 小张 6 6 8 4 6 小王 8 9 6 4 6.75 小李 10 10 9 7 9 小刘 11 16 6 10 10.75 小曹 15 6 3 4 7 小郑 9 12 10 5 9 平均 9.83
9.83
7
5.67
8.08
23
21
19
17
15
1311
9
7
5
3
1
161412
1086420
样本
样本计数
__
NP=8.5
UCL=15.53
LCL=1.47
1
1
红珠实验的 NP 控制图
五、一共检查了20个铸件,每个铸件上的缺陷数如表所示:
六、用单位缺陷数控制图(u图)对某电子仪器组装车间的焊接质量进行控制。