棉纺织厂设计CAD
- 格式:pdf
- 大小:127.28 KB
- 文档页数:4
5万锭1152台有梭织机棉纺织联合工厂设计摘要根据给定的任务书,是根据我校纺织教研室提出的任务而设计的,模拟设计一个5万锭1152台有梭织机棉纺织联合工厂,主要包括3张图纸和一份详细的说明书。
ⅰJT/C 65/35 13×13×523×393.5×127 防羽绒布50 %ⅱ25×28×254×248×127 中平布20%ⅲ18×18×287×271.5×127 细平布30%售纱自定设计主要包括以下内容:1厂址选择和总平面布置:拟设计的工厂选择在芜湖市,根据该地区的条件和经济条件,设计应体现个性化的设计思想。
2技术指标设计:根据所要生产的品种,选择合理的工艺流程并计算出各工序配备台数。
3工厂和机器的排列:在厂品所必须的流程中,缩短工艺流程,同时为了满足温湿度的具体要求,将厂房分布不同部分,以便合理生产。
4图号:①车间机器排列图1张A0②全厂总平面布置图1张A1③布机地脚图1张A2关键词:联合工厂;设计;工艺The design of Cotton textile factory with 50,000spiningframes 1152 shuttle loomsAbstractAccording to the task that give and settle, draw up to design a cotton mill factory, Mainly includes three drawings and a detailed manualⅰJT/C 65/35 13×13×523×393.5×127 down proof fabric 50% ⅱ25×28×254×248×127 plain cloth 20% ⅲ18×18×287×271.5×127 fine plain 30% Remaining the yarn all for sellingDesign to mainly include the following contents:1 The factory site choice and total flat surfaces arrange: draw up the factory of design choice in lake of Wuhu, basis the condition and economic conditions of that region, design should body now characteristic design thought.2 The technique index sign design: according to the species of the production want, the reasonable craft process of choice computes an each work of preface equipment set number also.3 The alignment of the factory and machine: in product must of process, shorten the craft process, at the same time for satisfying the concrete request of degree of humidity, distribute factory premises the dissimilarity part, for the purpose of reasonable production.4 Diagram number:①The arrange of machines one A0②The general lay out one A1③The general layout of the basis of the weaving machines one A2 Keywords:Cotton textile; cotton mill designing ; technology目录引言 (1)第1章绪论 (2)第2章原棉的选配与工艺流程 (7)第3章织部工艺参数和机器配备 (11)3.1 概述...................................................................... .. (11)3.2 织部工艺参数.......................................................... .. (11)3.3 织部配备机器计算 (11)第4章纺部工艺参数和机器配备 (19)4.1 概述 (19)4.2纺部工艺参数........................................................... .. (19)4.3纺部配备机器计算.................................................... (20)第5章劳动定员 (35)结论与展望 (39)致谢 (40)参考文献 (41)附录A附录B插图清单图2-1织造工艺流程 (10)表格清单表4-1 涤棉牵伸数据 (23)表4-2 13tex纺纱各工序消耗率和计划停台率................................... (25)表4-3 13tex纺纱各工序线密度的选定 (28)表4-4 25×28tex纺纱各工序消耗率和计划停台率............................. (29)表4-5 25×28tex纺纱各工序线密度的选定..................................... (31)表4-6 18tex纺纱各工序消耗率和计划停台率.................................. (32)表4-7 18tex各工序消耗率和计划停台率.................................... (34)表5-1 具体定员 (35)表5-2 现车间人数统计 (38)引言随着世界技术革命的不断深入,高技术日益向纺织工业渗透,使纺织工业技术装备、工艺过程的自动化程度、厂品的档次及经营管理模式均达到了更高的水平,纺织工业已从低成本竞争走向了高技术竞争。
啊摘要本文主要介绍了有关棉纺织厂设计的内容。
文中介绍了一个5万纱锭500台织机的小型棉纺织厂的情况。
本厂设计规模为5万锭500台布机,实际建成规模为50000锭和490台布机,主要产品为:纯棉中平布28×28×236×228×91.5,生产规模为细纱总产量584.2吨/年;布总产量为15.6×106m/年;其中包括总平面图布置、厂址选择、工艺流程、技术经济指标、工艺计算及机器选配、厂房形式及柱网尺寸、车间布置和机器排列等方面,论文以精确的数据、详实的文字说明及清晰的图形对设计一一作了进行论述。
关键词: 5万纱锭、棉纺织厂、总平面图布置、工艺流程ABSTRACTThis text introduces the design of cotton spinning and weaving mill mainly。
It describes a minor cotton mill with 50000 spindle and 500 machine in weaving shed .The main products are clear cotton plain cloth 8×28×236×228×91.5 .The production of yarn is 584.2 t/y ;and the production of cloth is 15.6×106m/y.This text also introduces the a arrangement of overall plane,the selection of position ,technological process ,technical economics index ,technical calculation ,machine selection ,the mill type ,shed arrangement and machine deploy and so on ,which are asserted by mathematic data ,detail literal exposition.Key words:50000 spindle, cotton mill, overall plane,technological process1前言在我国国民经济中纺织工业是一个发展比较早、基础比较好的工业部门,是我国传统支柱产业之一。
Ⅰ毕业设计(论文)题目中文: 5万锭340台喷气织机棉纺织工厂设计英文:The design of Cotton textil e mill with 50 000 spindl es 340 air-jet loomⅡ原始资料根据给定的细纱锭数和织机台数等相关数据进行棉纺织联合工厂设计,使得设计出来的纺织厂生产符合以下要求:1. 160cmJC14.6tex×JC14.6tex×562.5×401.5 2/1 20%2. 63” T/C 65/35 J60S×J60S×200× 137 2/1 20%3. 63”C20S×C20S×128×60 3/1 30%4. 160cmT/C 65/35 13×13×433×299 1/1 30%计算:1英寸=2.54厘米;1厘米=0.3937英寸;所以:200根/英寸=787根/10 cm ;137根/英寸=539根/10cm ;128根/英寸=503.5根/10cm ;60根/s=236根/10 cm ;英制支数与特克斯之间的指标换算:对于纯纺棉纱来说,因为We=9.89%,故换算常数C=583.1;对于T/C来说,因为We=9.89%,故换算常数C=587.6。
所以Nt=C/Ne=587.6/60=9.8ex ; Nt=C/Ne=583.1/20=29.2tex ; 63”=160cm;即题目为:1. 160cmJC14.6tex×JC14.6tex×562.5×401.5 2/1 20%2. 160cmT/C 65/35 J9.8tex×J9.8tex×787×539 2/1 20%3. 160cmC29.2tex×C29.2tex×503.5×236 3/1 30%4. 160cmT/C 65/35 J13×J13×433×299 1/1 30%主要参考文献:[1]陆君伟.纺织企业班组管理. [M].北京:中国纺织出版社,1999.[2]李长智.降低国产清梳联短绒棉结的工艺研究[J].棉纺织技术,2000,(8):29~23.[3]沈惠达.改善涤棉纱混合均匀的分析[J]. 棉纺织技术,1987,(8):35~37.[4] 郭先登. 关于中国纺织工业目前所处发展阶段的研究[J]中国纺织, 1999,(07) .[5]范尧明.涤棉混纺混合问题的评析与探讨[J]. 棉纺织技术,1999,(12):21~24.[6]张成福.降低细纱重量不匀的主要措施[J]. 棉纺织技术,1999,(11):39~40.[7]戚玉光.排包小议[J]. 棉纺织技术,1999,(1):33~34.[8]棉纺手册(第三版)编委会编.棉纺手册[M].第三版. 北京:中国纺织出版社,2004.[9]钱鸿彬.棉纺织工厂设计[M].第二版. 北京:中国纺织出版社,2007.[10]郁履方,戴元熙.纺织厂空气调节[M].第二版. 北京:中国纺织出版社,1988.[11]棉织手册(第二版)编委会编.棉织手册[M].北京:第二版.中国纺织出版社,2001.[12]杨锁廷.纺纱学[M]. 北京:中国纺织出版社,2004.[13]薛少林.减少纱线毛羽的探讨[J]. 棉纺织技术,1999,(3):19~21.[14]徐少范.棉纺质量控制[M].北京:中国纺织出版社,2002.[15]朱苏康,高卫东.机织学[M]. 北京:中国纺织出版社,2008.[16]孔庆福.中国纺织机械选用指南. [M].北京:中国纺织出版社,1999.[17]潘慧明.我国纺织服装业集群研究.[D]武汉理工大学.2006.[18]吴志宾. 经济全球化与我国纺织工业产业结构调整战略[D]南京理工大学, 2002.[19]裘愉发,吕波。
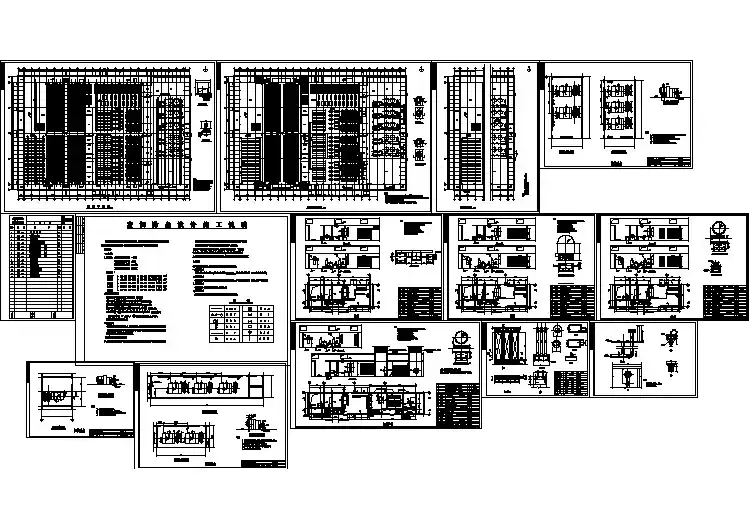
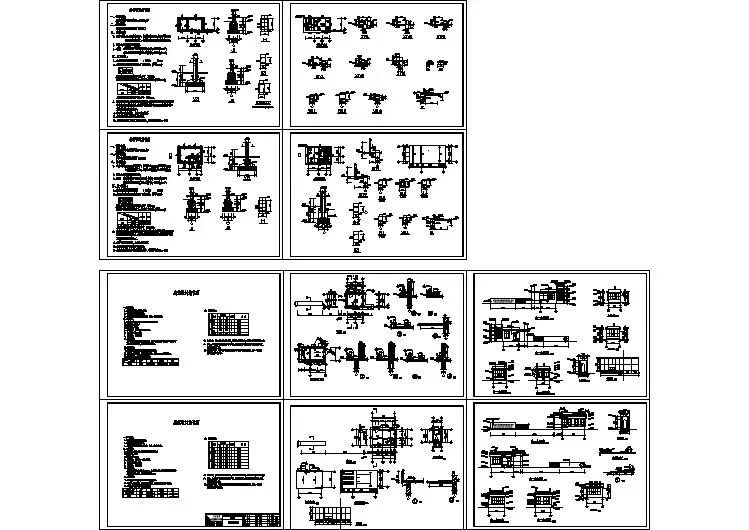
棉纺厂设计【19.5tex ×14.5tex 纯棉细平布,14tex ×21tex 纯棉府绸】本设计有 产品一:180cm 19.5tex ×14.5tex 307×307 纯棉细平布 产品二:180cm 14tex ×21tex 346×236 纯棉府绸 200台 JAT610喷气织机 产量比:(1):(2)= 40:60一、工艺流程和机器选型: (1)纯棉细平布经:络筒机→整经机→浆纱机→穿筘机→喷气织机→验布机→折布机→中包机 纬:络筒机 (2)纯棉府绸经:络筒机→整经机→浆纱机→穿筘机→喷气织机→验布机→折布机→中包机 纬:络筒机二、棉织机器配置计算:表1 各机器时间效率机器时间效率(%)计划停台率村田NO.7-II 型自动络筒机 70 5 贝宁格ZC-L 型高速整经机50 4 GA338型浆纱机 70 7 G177-180型穿筘机 - - JAT610型喷气织机 90 2 GA801型验布机 15 1 GA841型折布机 40 1 A752型中包机--1、织机:(1)最终各品种的产量比为40︰60 织机理论生产率=中的纬纱数织机每分钟转速cm 101060⨯⨯织机的实际生产率=织机的理论生产率×时间效率 织机的定额台数=织机配备台数×(1-计划停台率) 织机的总产量=织机的定额台数×织机的实际台时产量 时间效率90% 计划停台率2%①纯棉细平布织机理论生产率=3071050060⨯⨯=9.77(m/台·h )织机的实际生产率=9.77×90%=8.79(m/台·h ) ②纯棉府绸织机理论生产率=2361050060⨯⨯=12.71(m/台·h )织机的实际生产率=12.71×90%=11.44(m/台·h ) (2)织机定台计算设生产纯棉细平布机台数为x ,纯棉府绸为y⎩⎨⎧==+60/4044.11/79.8200y x y x 由上面方程可解得机器台数配备⎩⎨⎧==10793y x①纯棉细平布织机的定额台数=93×(1-2%)=91(台) 织机的总产量=91×8.79=799.89(m/h ) ②纯棉府绸织机的定额台数=107×(1-2%)=105(台) 织机的总产量=105×11.44=1201.2(m/h ) 各品种的每小时总产量见表2表2 每个品种总产量项目纯棉细平布 纯棉府绸 每小时总产量(m/h )799.891201.22、络筒机:(1)络筒机的产量计算公式 络筒机理论生产率=1000100060min /⨯⨯⨯纱线特殊)络筒线速度(m络筒机实际生产率=络筒机理论生产率×时间效率络筒线速度1100m/min 时间效率90% ①纯棉细平布络筒机理论生产率=10001000.519601100⨯⨯⨯=1.287(kg/锭·h )络筒机实际生产率=1.287×90%=1.158(kg/锭·h ) ②纯棉府绸络筒机理论生产率=1000100014601100⨯⨯⨯=0.924(kg/锭·h )络筒机实际生产率=0.924×90%=0.832(kg/锭·h )(2)络筒机定台计算 ①总经根数根据经验公式计算⎪⎪⎭⎫⎝⎛-⨯+⨯=bi d bj fj z b b m W P m 110 z m :总经根数 j P :经密(根/10cm ) f W :标准幅宽(cm ) bj m :边经根数d b :地经每筘穿入数 bi b :边经每筘穿入数纯棉细平布总经根数=307×10180+48×(1-42)=5550根纯棉府绸总经根数=346×10180+48×(1-42)=6252根②每米织物经(纬)纱用量 每米织物经纱用量=-经纱回丝率)(+伸长率)(-经纱缩率)(+损失率)(+加放率)(纱线特数总经根数111100011⨯⨯⨯⨯⨯⨯每米织物纬纱用量=-纬纱回丝率)(-纬纱缩率)(+损失率)(+加放率)(纱线特数)布幅()纬密(根111000101110/⨯⨯⨯⨯⨯⨯⨯cm cma 纯棉细平布:总经根数5910根 加放率0.9% 损失率0.1% 经纱缩率9% 伸长率1.2% 经纱回丝率0.4% 布幅180cm 纬纱缩率7% 纬纱回丝率0.8%每米织物经纱用量=%)-(%)+(%)-(%)+(%)+(.401.211911000.101.901.5195550⨯⨯⨯⨯⨯⨯=119.17(g/m ) 每米织物纬纱用量=%)-(%)-(%)+(%)+(.80171100010.101.901.514180307⨯⨯⨯⨯⨯⨯⨯=87.72(g/m )b 纯棉府绸:总经根数6252根 加放率0.9% 损失率0.1% 经纱缩率11% 伸长率1.2% 经纱回丝率0.4% 布幅180cm 纬纱缩率2.2% 纬纱回丝率0.8%每米织物经纱用量=%)-(%)+(%)-(%)+(%)+(.401.2111111000.101.901416252⨯⨯⨯⨯⨯⨯=98.55(g/m )每米织物纬纱用量=%)-(%)-(%)+(%)+(.801.221100010.101.90121180236⨯⨯⨯⨯⨯⨯⨯=92.87(g/m )③每小时织物的经(纬)纱用纱量 每小时织物的经纬纱用纱量=1000/)(/)纱用量(纬每米织物经)织物总产量(m g h m ⨯a 纯棉细平布每小时织物的经纱用纱量=100017.11999.897⨯=95.32(kg/h )每小时织物的纬纱用纱量=10002.78799.897⨯=70.17(kg/h )b 纯棉府绸每小时织物的经纱用纱量=10005.5981201.2⨯=118.38(kg/h ) 每小时织物的纬纱用纱量=10007.892.21201⨯=111.56(kg/h )络筒机定额锭数=)锭每锭实际生产率()纱量(织物的经纱(纬纱)用h kg h kg ·//络筒机的计算配备台数=-计划停台率定额锭数1计划停台率5%a 纯棉细平布络经纱的络筒机定额锭数=58.112.395=82.31(锭)络经纱的络筒机计算配备台数=%-511.382=86.64(锭) 取2台络纬纱的络筒机定额锭数=58.117.170=60.60(锭)络纬纱的络筒机计算配备台数=%-510.660=52.33(锭) 取1台b 纯棉府绸络经纱的络筒机定额锭数=32.80.38118=142.28(锭)络经纱的络筒机计算配备台数=%-518.2142=149.77(锭) 取3台络纬纱的络筒机定额锭数=32.806.5111=134.09(锭)络纬纱的络筒机计算配备台数=%-519.0134=141.15(锭) 取3台络筒机选用村田NO7-II ,锭数为60锭/台则纯棉细平布需设备3台,纯棉府绸6台,共9台3、整经机:(1)整经机产量计算 整经机理论生产率=1000100060min /⨯⨯⨯⨯纱线特数每轴经纱根数)整经机速度(m整经机的实际生产率=整经机理论生产率×时间效率时间效率50% 整经机速度500m/min ①纯棉细平布取10轴(5550根)整经机理论生产率=10001000.51955560500⨯⨯⨯⨯=324.675(kg/台·h )整经机实际生产率=324.675×50%=162.338(kg/台·h )②纯棉府绸取12轴(6252根)整经机理论生产率=100010004152160500⨯⨯⨯⨯=218.820(kg/台·h )整经机实际生产率=218.820×50%=109.41(kg/台·h ) (2)络筒机定台计算 整经机的定额台数=)台每台实际生产率()织机的经纱用纱量(h kg h kg ·//整经机的计算配备台数=-计划停台率定额台数1计划停台率4%①纯棉细平布整经机定额台数=38.31622.395=0.59(台)整经机计算配备台数=%-419.50=0.61(台) 取1台②纯棉府绸整经机定额台数=1.41098.3118=1.08(台)整经机计算配备台数=%-418.01=1.13(台) 取2台整经机需设备3台4、浆纱机:(1)浆纱机产量计算 浆纱机理论生产率=1000100060min /⨯⨯⨯⨯纱线特数织机总经根数)浆纱机线速度(m浆纱机实际生产率=浆纱机理论生产率×时间效率时间效率70% 浆纱机线速度30m/min ①纯棉细平布浆纱机理论生产率=10001000.51955506030⨯⨯⨯⨯=194.81(kg/台·h )浆纱机实际生产率=194.81×70%=136.37(kg/台·h ) ②纯棉府绸浆纱机理论生产率=100010004162526030⨯⨯⨯⨯=157.55(kg/台·h )浆纱机实际生产率=157.55×70%=110.29(kg/台·h ) (2)浆纱机定台计算 浆纱机的定额台数=)台每台的实际生产率()织物的经纱用纱量(h kg h ·//kg浆纱机的计算配备台数=-计划停台率定额台数1计划停台率7% ①纯棉细平布浆纱机的定额台数=7.31362.395=0.70(台)浆纱机的计算配备台数=%-7170.0=0.75(台) 取1台②纯棉府绸浆纱机的定额台数=9.21108.3118=1.07(台)浆纱机的计算配备台数=%-717.01=1.15(台) 取2台浆纱机共需配备3台5、穿筘机:织轴理论长度(L ')=纱线特数总经根数上浆率)()卷绕密度()卷装体积(⨯⨯+⨯1V γ×1000浆纱墨印长度j g m a nL L -⨯+⨯=11)(η浆纱机的联匹数(N)=)()(L L 浆纱墨印长度织轴理论长度'穿筘架的计算配备台数 =/)h ⋅织轴上的总经根数穿筘定额(根台×)m ⋅⨯织物的生产量(m h)公称匹长浆纱机联匹数((1)纯棉细平布取1100根/台 上浆率9.5% 卷绕密度r=0.45g/cm 3L '=.5195550.59110005.406.3898743⨯⨯⨯⨯%)+(=3412.77mm L =%-9136.340⨯=133.05m浆纱机的联匹数(N)=5.0133412.773=25.65 取25联匹 穿筘架的计算配备台数=11005550×256.34099.897⨯=4.00(台) 取4台(2)纯棉府绸取1200根/台 上浆率11.5% 卷绕密度r=0.45g/cm 3L '=41625211.5110005.406.3898743⨯⨯⨯⨯%)+(=4144.1mm L =%-11136.340⨯=136.04m浆纱机的联匹数(N)=4.01364144.1=30.46 取30联匹穿筘架的计算配备台数=12006252×306.3401201.2⨯=5.17(台) 取5台穿筘机需设备9台6、验布机:(1)验布机产量计算验布机理论生产率=验布机线速度×60验布机实际生产率=验布机理论生产率×时间效率 时间效率15%验布机理论生产率=20×60=1200(m/台·h ) 验布机实际生产率=1200×15%=180(m/台·h ) (2)验布机定台计算 ①纯棉细平布验布机的定额配备台数=18099.897=4.44(台)验布机的计算配备台数=%-1144.4=4.48(台) 取5台②纯棉细平布验布机的定额配备台数=1801201.2=6.67(台)验布机的计算配备台数=%-117.66=6.74(台) 取7台验布机需设备12台7、折布机:(1)折布机产量计算折布机理论生产率=折布机线速度×60折布机实际生产率=折布机理论生产率×时间效率 时间效率40%折布机理论生产率=76×60=4560(m/台·h ) 折布机实际生产率=4560×40%=1824(m/台·h ) (2)折布机定台计算 ①纯棉细平布折布机的定额配备台数=1824799.89=0.439(台)折布机的计算配备台数=%-1139.40=0.443(台) 取1台②纯棉府绸折布机的定额配备台数=1824.21201=0.659(台)折布机的计算配备台数=%-1159.60=0.666(台) 取1台折布机需设备2台8、打包机:(1)打包机产量计算中包机生产定额12包7200(m/台·h ) (2)打包机定台计算 中包机计算配备台数=/)m h 织物的生产量(中包机的实际生产率(m/台h)①纯棉细平布中包机计算配备台数=720099.897=0.111(台)①纯棉细平布中包机计算配备台数=72001201.2=0.167(台)打包机需设备1台表3 各工序机器设备机器机器台数(台)纯棉细平布纯棉府绸总共 络筒机 3 6 9 整经机 1 2 3 浆纱机 1 2 3 穿筘机 4 5 9 JAT610织机 93 107 200 验布机 5 7 12 折布机 1 1 2 打包机0.1110.1671。