异形透盖的塑料模具设计(有全套CAD图纸)
- 格式:pdf
- 大小:4.84 MB
- 文档页数:23
题目: 电器盖塑料模具设计摘要在我们的日常学习生活中,经常会见到各种各样的注射塑料制件,工业中的生产则更为普遍。
塑料自身具有的较多特殊的优点,这使得它们成为了我们日常生活中显而易见,甚至是不能缺少的必要存在。
塑料的质量轻,密度也小。
它的明显优点就是在特殊场合甚至能替代钢材料,特别是它的比强度很高,具有较好绝缘的特性,介电中产生的对电能的损耗也相当低,因此它成为了现代电器以及电工这两种行业里是不可替代,甚至不可或缺的重要性极高的原材料。
塑料因其化学成分,使得它的化学稳定性很高,防止磨损和减少磨损的性能也非常优秀。
另外,塑料也有较高的减震性能和较强的隔音性能,这也使得它的适用范围更为广泛。
大部分的塑料具有透光能力,防水性能以及绝热性能,还有防辐射以及防透气等令人想不到的不但特殊而且相当适用的性能。
由此可见,塑料在各行各业中都成为不可或缺的原材料是显而易见的了。
生产塑件一般都采用注射成型的方式,这样的方式具有多项优点:成型周期相当短、生产效率相对高、成型的形状尺寸精细准确、制品带嵌件、品种以多种多样等。
此次对这个电器盖的设计,首先是对它进行了简单的结构分析,然后使用电脑上的UG、CAD等制图软件对电器盖进行了针对性的三维造型设计,不但要求熟练使用电脑制图软件,而且还要手工绘制图纸,达到产品标准设计的要求。
并且查阅了在大学时学过的相关书籍以及寻找图书馆的相关资料,然后绘制了电器盖模具总装配图以及电器盖主要零件图、电器盖重要模具零件加工的工艺卡、电器盖塑料模具设计说明书等。
模具设计必须先规划整体的设计,此次整体结构设计的主要内容是:模具分型面的设计、流道的布置、浇口位置的选择、模具工作零件的结构设计和它们的理论计算,还有其他重要部件的设计将会在零件图中,计算的数据在零件图中也会更加具体。
设计中会使用到一些制图软件,例如UG、AutoCAD等,制图软件是用来绘制电器盖模具的三维立体结构图以及它的二维总装图的,还有电器盖的部分零件图也要绘制。
塑料异型材挤出定型模CAD系统*摘要: 针对塑料异型材挤出定型模分型繁琐、孔多易干涉、定型板块重复性设计等问题,提出了整体式设计和参数化设计方案。
设计了 1 套智能分型算法,自动创建分型片体,构建分型板块,当调用标准件时自动修改相应参数,智能加载。
基于 UG 平台,以 VC 为开发工具,应用 UG / Open 二次开发技术和 MFC 技术,通过人机交互界面进行参数化设计,开发了塑料异型材挤出定型模 CAD 系统,规范了定型模设计流程,提高了定型模设计效率。
塑料异型材是非圆管、板、片、膜等截面形状不规则的塑料制品,通过挤出成型加工制造,在建材等行业得到广泛应用。
1个成型的异型材挤出模生产线主要由送料装置、模头、定型、水箱、切料输送装置等部分构成。
其中模头和定型模是挤出模设计的重点与难点。
塑料门窗是常见的塑料异型材,其定型由相似的几节定型模构成,一般是 4 到 5 节,每节长度相等,不低于200 mm。
当有 5 节时,从靠近模头端起依次称为定一、定二、定三、定四、定五。
当对定型冷却要求不高时,定型可能只有 1 ~ 3节。
在某些特定情况下定型会有 6 ~ 7 节,更大的甚至有 10 节。
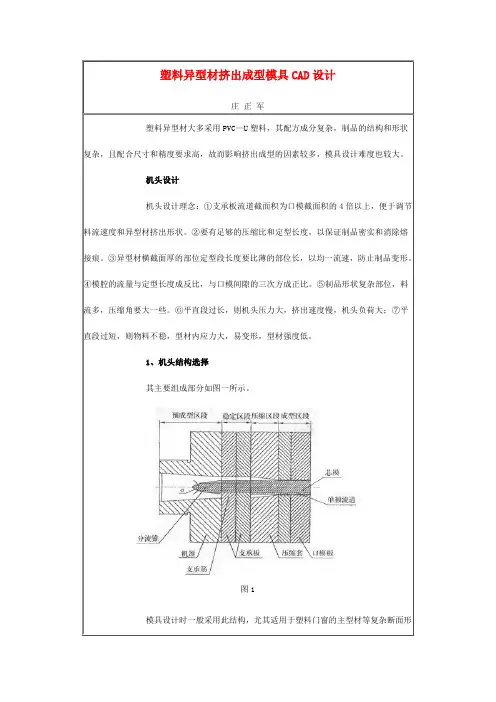
平开窗挤出模定一结构如图 1 所示,同一定型中,每一节定型模都是由上板、前板一、前板二、后板一、后板二、后板三、下板构成,定型模的板块数量主要根据分型需要确定,对双轨门窗而言,一般不会多于7 块板。
在实际生产中,当预成型的异型材型胚从模头出来进入定型时,温度还比较高。
在气槽处真空吸附力的作用下,型胚紧紧依附在定型模型腔壁上,在定型模冷却水路作用下进一步冷却固化最后进入水箱快速均匀冷却[1 - 3]。
由于异型材在不同温度下的应变变化,每一节定型模型腔会有细微变化,而随之分型面发生改变,导致 1 个完整的定型板块多且分型繁琐,从定二开始的每一节定模的设计都是重复性的设计,同时,定型模还存在孔多,易发生干涉等问题。
传统的挤出模具设计更依赖于设计人员的经验,对设计人员的要求高,其 CAD 设计也主要停留在二维设计上。
一.设计题目:异形透盖的设计(材料为PPO;精度MT2)二.设计目的:(1)综合运用塑料模具设计、机械制图、公差与技术测量、机械原理及零件、模具材料及热处理、模具制造工艺等课程的知识,分析解决塑料模具设计问题,进一步加强和巩固所学知识。
(2)通过设计实践,逐步树立正确的设计思想,增强创新意识和竞争意识,基本掌握塑料模具设计的一般规律,培养分析和解决问题的能力。
(3)通过计算、绘图和运用技术标准、规范、设计手册等有关资料,进行塑料模具设计全面的基本技能训练,未毕业设计打下一个良好的实践基础。
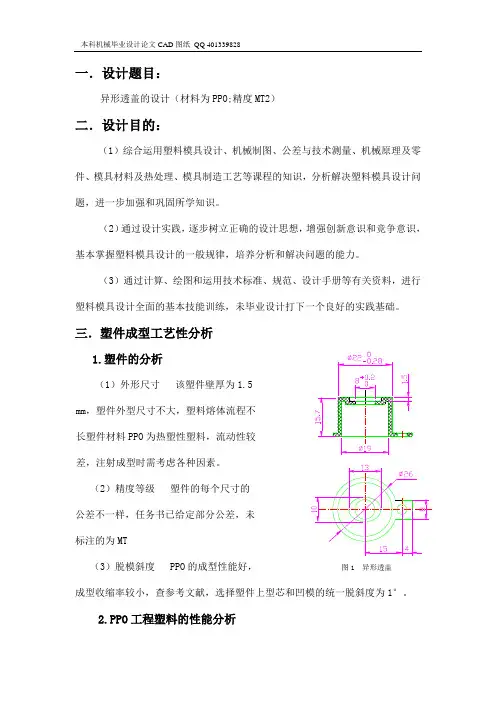
三.塑件成型工艺性分析1.塑件的分析(1)外形尺寸该塑件壁厚为mm,塑件外型尺寸不大,塑料熔体流程不长塑件材料PPO为热塑性塑料,流动性较差,注射成型时需考虑各种因素。
(2)精度等级塑件的每个尺寸的公差不一样,任务书已给定部分公差,未标注的为MT(3)脱模斜度 PPO的成型性能好,图1 异形透盖成型收缩率较小,查参考文献,选择塑件上型芯和凹模的统一脱斜度为1°。
2.PPO工程塑料的性能分析聚苯醚(PPO)为白色,无毒的粉末状固体,密度为1.06~1.07g/cm3,成型。
收缩率:0.3~0.5% ,成型温度:260~290℃,为无定形聚合物。
PP0的分子结构中无任何水解的基因,使其具有十分突出的耐水性,即使将其放人沸水中经10000h蒸煮,其抗拉强度,伸长率和冲击强度都没有明显下降。
由于PPO分子链的刚性大,作用力强,使PP0在受力时难以变形,表现出既硬且韧,有很高的机械强度和弹性模量及突出的抗蠕变性。
PP0有优良的耐热性,可在120℃时连续使用,间断使用温度可达205℃,它的耐热性可与PF、UP等热固性塑料相比美。
PP0的分子中无明显的极性。
因此,它的电绝缘性能十分优异,在-150~200℃。
的温度范围内和10~106hz的频率范围内,介电性能几乎不受影响。
PPO 的化学性能稳定,对于吸水为介质的化学药品,如酸、碱、盐等,无论是在室温还是高温环境下都很稳定。
目录一、塑料的工艺性 (1)(1)、注塑模工艺 (3)(2)、化学和物理特征 (3)(3)、塑件的尺寸与公关差 (4)1、塑件的尺寸与公关差 (4)2、塑件尺寸公差标准 (4)3、塑料的表面质量 (4)二、注射成型机的选择 (4)三、型腔布局与分型面设计 (5)(1)、型腔数目的确定 (5)(2)、型腔的布局 (5)(3)、分型面的设计 (5)四、浇注系统设计 (6)(1)、主流道设计 (6)(2)、主流道衬套的固定 (7)(3)、分流道的设计 (8)(4)、浇口的设计 (10)五、成型零件的设计 (12)(1)、成型零件的结构设计 (12)1、凹模结构设计 (12)2、型芯结构设计 (12)(2)、成型零件工作尺寸计算 (13)1、外型尺寸 (14)2、内腔尺寸 (15)六、合模导向机构设计 (16)(1)、导柱结构 (17)(2)、导套结构 (17)七、脱模机构的设计 (18)(1)、脱模机构的设计的总体原则 (18)(2)、推杆设计 (18)1、推杆的形状 (19)2、推杆的位置与布局 (19)(3)、推件板设计的要点 (19)(4)、开模行程与推出机构的校核 (20)(5)、浇注系统凝料脱模机构 (20)八、模具工作原理简述 (20)工艺卡 (22)参考文献 (23)一、塑料的工艺性(1)、注塑模工艺干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275℃,注意不要超过275℃。
模具温度:40~80℃,建议使用50℃。
结晶程度主要由模具温度决定。
注射压力:可大到1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小到最小。
如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。
建议使用通体为圆形的注入口和流道。
所有类型的浇口都可以使用。
典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口。
对于边缘浇口,最小的浇口深度应为壁厚的一半;最小的浇口宽度应至少为壁厚的两倍。
摘要塑料是以树脂为主要成分的高分子有机化合物,树脂可分为天然树脂和合成树脂两大类,塑料大多采用合成树脂.塑料制件之所以能得到广泛应用,是由于它们本身具有的一系列特殊优点决定的.塑料工业是新兴的工业,是随着石油工业的发展应运而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域.塑料工业又是一个飞速发展的工业领域.我国的香港与深圳等地区,其模具工业主要是从事塑料模具的制造与塑料制件的生产.在江苏省、浙江省、上海市及其以南地区,尤其在浙江省从事塑料模具的制造与塑料制件的开发的个体企业也日益增多。
本设计说明书对塑料模具设计的各种成型方法,成型材料的设计,成型,成型零件的加工工艺(主要有线切割,电火花加工,数控车床,加工中心),主要设计参数的计算,产品缺陷及其解决方法,模具总体结构设计及零部件的设计较详细的做了介绍。
综上所述,塑料成型工业在基础工业中的地位和对国民经济的影响显得日益重要。
关键词:模具结构、浇注系统、加工工艺。
目录第一章.拟定模具结构形式------------------------- 41.1确定型腔数量及排列方----------------------------- 4 第二章.注射机型号的确定------------------------- 4 第三章.分型面位置的确定------------------------- 5 第四章.浇注系统形式和浇口的设计----------------- 6 4.1确定浇注系统的基本要点--------------------------- 6 4.2主浇道的设计----------------------------------- 7 4.2.1主流道的尺寸---------------------------------- 7 4.2.2主流道衬套的形式------------------------------ 7 4.2.3主流道衬套的固定------------------------------ 8 4.3分流口的设计----------------------------------- 8 4.4浇口的设计------------------------------------ 10 4.4.1浇口的选用---------------------------------- 10 4.5浇口系统的平衡-------------------------------- 11 4.6排气槽的设计---------------------------------- 11 4.7冷料穴的设计---------------------------------- 11 第五章.成型零件的设计与加工工艺---------------- 12 5.1成型零件的结构设计------------------------------ 12 第六章.冷却水道的设计-------------------------- 13 第七章.成型零件的加工工艺--------------------- 137.1成型特性-------------------------------------- 137.2型腔的加工工艺---------------------------------- 14 7.3型腔和型心加工前的准备---------------------------- 14 第八章.结构零部件的设计-------------------------- 14 第九章.脱模推出机构的设计------------------------ 14 第十章.模具的试模与修模-------------------------- 15 第十一章.模具的动作过程-------------------------- 15结论 ------------------------------------------- 19 致谢 ------------------------------------------- 20 参考文献-------------------------------------- 16附录一主型心的编程(加工中心)程序-------------------- 17 附表一机械加工工艺规程------------------------------ 18第一章拟定模具结构形式1.1确定型腔数量及排列形式型腔的数量是由长方给定的,为“一出二”即一模两型腔,他们已考虑了本产品的生产批量(大批量生产)和自己的注射机型号。
1 绪论模具是工业生产中使用极为广泛的基础工艺装备。
在汽车、机电、仪表、电器、电子、通信、家电和轻工等行业中,60%~80%的零件都依靠模具成形,并且随着近年来这些行业的迅速发展,对模具的要求越来越迫切,精度要求越来越高,结构要求也越来越复杂。
用模具生产制件所表现出来的高精度、高复杂性、高一致性、高生产效率和低消耗,是其他加工制造方法不能比拟的。
模具生产技术的高低,已成为衡量一个国家产品制造水平的重要标志。
模具的类型很多,按照成型件的材料不同,可分为冲压模具、塑料模具、锻造模具、压铸模具、橡胶模具、粉末冶金模具、玻璃模具和陶瓷模具等,其中应用最广泛的是冲压模具和塑料模具,其中应用最广泛的是冲压模具和塑料模具。
塑料成型加工技术的发展仍在继续,其近期发展趋势如下:(1)由单一性技术向组合性技术发展,如注射——拉伸——吹塑成型技术和挤出——模压——热成型技术等;(2)有常规条件下的成型技术向特殊条件下的成型技术发展,如超高压和高真空条件下的塑料成型加工技术;(3)由基本上不改变原有性能的保质成型加工技术向赋予塑料新型性能的变质成型加工技术发展,如双轴拉伸薄膜成型、发泡成型和借助电子束和化学交联机使热固性塑料在成型过程中进行交联挤出等;(4)为提高加工精度、缩短制造周期,在模具加工技术方面已经广泛应用仿型加工、电加工、数控加工等技术;(5)模具材料的选用直接影响到模具的加工成本、使用寿命以及塑料制件的成型质量等,因此,国内外对模具的工作条件、失效条件和提高模具使用寿命的途径进行了大量研究工作,并开发出许多具有良好使用性能、加工性能、热处理变形小的新型塑料模具钢,如预硬钢、新型淬火回火钢、马氏体实效钢、析出硬化钢和耐腐蚀钢,经过应用均已取得较好的技术和经济效果。
本设计通过对模具的研究和工厂实地考察研究,分析模具结构,借鉴国内外学者的设计经验确定方案。
主要研究的是塑料模的材料选取,注射机的应用,型腔布局与分型面设计,浇注系统设计,冷却系统设计,成型零件设计,模架的选用,合模导向机构设计,脱模机构设计,注射机校核,由此设计出保温杯注塑模。
摘要近些年来,在我国,模具工业的发展十分的快速。
其中尤其是塑料注塑模的制品,随着模具制造业的发展,热流道技术也得到了十分广泛的应用。
它具有质料来源广,价格对比下惠而不费,通性出色等表征。
它在电脑、手机、汽车、电机、家用产品等制造中具有极其重要的作用,注射成形是成形热塑件的显要法门,据此它的动用层面广阔。
把塑料原料放入料筒中加热熔化是注射成形的方法,采用一些加压工具,比如柱塞或者螺杆等等,使熔化的塑料经过喷嘴在较高压力的推动下注入模具的型腔中,经过冷却以及凝固等阶段,然后脱模,我们想要的塑料制品就诞生了。
我的毕业设计题目是花盆的注塑模,塑料花盆具有份量轻、色泽和图案丰饶、耐老化、强度较高、打造方便、价钱便宜等长处,完全可以取而代之陶土花盆、也是花盆毫无疑问的发展方向。
本文讨论了塑料花盆注塑模的设计规划过程,介绍了花盆注射模成型工艺,以及注射模具的结构和工作的原理。
规定了分型面,浇口结构,顶出机构,选取了注射机,筹划了零件大小,归因于该产品企划为大批量推出,就此模具要有相当高注塑速率,来保证成本加盟。
出于塑件工艺性能要求,注塑模中必须要有负责冷却的东西,在我的模具设计中也进行了统筹。
关键词:热流道; 注射模; 花盆; 模具设计;AbstractIn recent years, the rapid development of mold industry in china ,especially in the plastic injection molding products ,with the development of mold manufacturing ,hot runner technology has also been very wide range of applications ,It has a wide source of raw materials ,relatively low prices ,excellent performance characteristics ,It has a very important role in the manufacture of computers ,automotive electrical ,household products , injection is the primary means of forming thermoplastic,therefore its widely used.Method of injection molding is the plastic material into the melted barrel,with a plunger or screw as a heating tool to melt at high pressure through the muzzle into the mold cavity after cooling and sdification stages of heating , Out from the mold ,a plastic products we want.My praduaction design topic is a pot of injection mold ,plastic flower pot has the advantages of light weight rich color patterns ,aging resistance high strength convenient manufacture and low price ,Is the ideal substitute of clay pots ,pots is the inevitable direction of development.The design process of the injection mould for the plastic flower pots are discussed in the paper ,the flower pot injection molding process and injection mold structure and working principle of determine the type face ,gate structure ejection mechanism .choice of injection molding machine ,design the part size . Because the product for mass production .So the mold have a high injection efficiency to ensure investment ,Because the plastic process performance requirements of injection mold cooling system must be have ,In my design also have design.Key words: Hot runner; Injection mold; Flowerpot; Mold design;目录第一章塑料花盆塑件的工艺分析 (3)1.1塑件成形工艺分析 (3)1.2模具结构的分析 (4)1.3塑件体积和质量计算 (4)第二章塑件成形工艺参数确定 (5)第三章注射模结构设计 (6)3.1确定成形方法 (6)3.2型腔数目和排列形式 (6)3.3分型面的设计 (7)3.3.1分型面设计 (7)3.3.2排气槽设计 (7)3.4浇注系统设计 (7)3.4.1主流道设计 (8)3.4.2分流道设计 (9)3.4.3浇口设计 (11)3.5脱模机构设计 (13)3.6导向机构的设计 (13)3.7选择模架 (14)3.7.1模架设计 (14)3.7.2模架周界尺寸选择 (15)3.7.3塑料注射模具技术要求 (15)第四章成形设备的选择 (16)4.1注塑机的选择 (16)4.1.1一次性注入的塑料的体积 (16)4.2工艺参数的校核 (16)4.2.1最大注射量校核 (16)4.2.2锁模力校核 (17)4.2.3模具与注塑机安装部分相关尺寸校核 (17)4.2.4模具闭合高度校核 (17)4.2.5开模行程校核 (18)第五章结构尺寸计算 (19)5.1型腔尺寸计算 (19)5.1.1型腔径向尺寸计算 (19)5.1.2 型腔深度尺寸计算 (20)5.2型芯的尺寸计算 (20)5.2.1型芯径向尺寸计算 (20)5.2.2型芯高度尺寸计算 (20)5.3模具冷却、加热系统计算 (21)5.3.1模具冷却 (21)5.3.2模具加热 (23)第六章模具工作原理及装配、试模 (25)6.1 模具的工作原理 (25)6.2模具的安装试模 (26)6.2.1试模前的准备 (26)6.2.2模具的安装及调试 (26)6.3.3试模 (27)6.2.4修模 (27)6.2.5检验 (28)结束语 (29)致谢 (31)参考文献 (32)前言模具在国民经济中的地位模具是一个国家工业生产比不可少的“宝贝”,它也是是国民经济以及各工业部门发展的基石,是衡量一个国家工业水平的标志。
摘要根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,选择塑件制件尺寸。
本模具采用一模二件,侧浇口进料,注射机采用海天300XB型号,设置冷却系统,CAD绘制二维总装图和零件图,UG绘制3D 模具图,选择模具合理的加工方法。
附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,从而作出合理的模具设计。
关键词:机械设计;模具设计;CAD绘制二维图;注射机目录摘要 (I)第1章绪论 (3)1.1塑料简介 (3)1.2注塑成型及注塑模 (3)第2章塑料材料分析 (5)2.1塑料材料的基本特性 (5)2.2塑件材料成型性能 (5)2.3塑件材料主要用途 (6)第3章塑件的工艺分析 (6)3.1塑件的结构设计 (7)3.2塑件尺寸及精度 (8)3.3塑件表面粗糙度 (8)3.4塑件的体积和质量 (8)第4章注射成型工艺方案及模具结构的分析和确定 (9)4.1、注射成型工艺过程分析[5] (9)4.2浇口种类的确定 (9)4.3型腔数目的确定 (10)4.4注射机的选择和校核 (10)4.4.1注射量的校核 (10)4.4.2塑件在分型面上的投影面积与锁模力的校核 (11)4.4.3、模具与注射机安装模具部分相关尺寸校核 (11)第5章注射模具结构设计 (12)5.1分型面的设计 (12)5.2型腔的布局 (13)5.3浇注系统的设计 (13)5.3.1浇注系统组成 (13)5.3.2确定浇注系统的原则 (14)5.3.3主流道的设计 (14)5.3.4分流道的设计 (15)5.3.5浇口的设计 (16)5.3.6冷料穴的设计 (17)5.4注射模成型零部件的设计[7] (17)5.4.1成型零部件结构设计 (18)5.4.2成型零部件工作尺寸的计算 (18)5.5排气结构设计 (19)5.6脱模机构的设计 (19)5.6.1脱模机构的选用原则 (19)5.6.2脱模机构类型的选择 (19)5.6.3推杆机构具体设计 (20)5.7注射模温度调节系统 (20)5.7.1温度调节对塑件质量的影响 (21)5.8.2冷却系统之设计规则 (22)5.9模架及标准件的选用 (22)5.9.1模架的选用 (23)第6章模具材料的选用 (23)6.1成型零件材料选用 (25)6.2注射模用钢种 (25)总结 (26)致谢 (27)参考文献 (27)第1章绪论模具制造是国家经济建设中的一项重要产业,振兴和发展我国的模具工业,日益受到人们的重视和关注。
塑料成型工艺及模具设计课程设计说明书题目:凸台型塑件模具设计专业:模具设计与制造班级:姓名:指导教师:时间:全套图纸,加6目录第一部份产品的说明第二部份塑件分析第三部份注射机的型号和规格选择第四部份型腔的数量决定及排布第五部份分型面的选择第六部份浇注系统的设计第七部份型零件的工作尺寸计算第八部份推出机构的设计第九部份模架的选用第十部份模具的动作进程第十一部份设计小结第十二部份参考资料第一部份产品的说明图一零件实体图图二塑件剖面图第二部份塑件的分析ABS塑料化学名称:丙烯-丁二烯—苯乙烯共聚物比重:克/立方厘米成型收缩率: 查表得收缩率为:%%。
材料分析:ABS无毒无味,呈微黄色,成型的塑件有较好的光泽,具有良好的机械强度和必然的耐磨性,耐寒性,耐油性,耐水性,化学稳固性和电器性能,密度为~cm3ABS有必然的硬度和尺寸稳固性,易于加工,通过配色可配成任何颜色。
成型特点:ABS在升温时粘度增高,因此成型压力较高,故塑件上的脱模斜度宜稍大,ABS易吸水,成型加压前应进行干燥处置,ABS易产节痕,模具设计时应注意尽可能减少浇注系统对料流的阻力,在正常的成型条件下壁厚,熔料温度对收缩率阻碍极小,在要求塑件精度高时,模具温度可操纵在50~60°c,而强调塑件光泽和耐热时,模具温度应操纵在60~80°c。
塑件注射成型工艺参数的确信:依照该塑件的结构特点和ABS的成型性能,查相关手册取得ABS塑件的成型工艺参数:塑件的注射成型工艺参数第 三 部份 注射机的型号和规格选择一、注射机的选用选用注射机时,一般是以塑件实际需要的注射量和注射压力初选某一公称注射量的注射机型号。
为了保证正常的注射成型,模具每次需要的实际注射量应该小于注射机的公称注射量,即:公实V V式子中,实V —实际塑件(包括浇注系统凝料)的整体积(3cm )。
由UG 测量,可得塑件的体积为5409mm 3,考虑到设计为1腔,加上浇注系统的冷凝料,实V ==为了保证注射成型,注射机的注射压力要大于注射时需要的压力。
本科毕业设计(论文) 题目:塑料端盖注射模设计塑料端盖注射模设计摘要随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日常生活越来越密切。
塑料模具设计对生产与生活也越来越重要。
本次毕业设计的课题为塑料端盖注塑模具设计,主要在对塑件从材料上进行工艺分析,确定分型面及型腔数;完成浇注系统的设计,浇口采用侧浇口;抽芯机构采用斜导柱实现塑件的侧孔成型;脱模机构采用顶杆推出。
同时通过合理地选择注射机并对注塑压力、最大注塑量、锁模力、开模行程等相关方面进行校核,进一步保证设计的合理型,并设计温度调节系统和阐述模具装配等方面。
本次设计完成了塑料端盖的生产,此次设计不仅结构简单,生产效率高,而且运动可靠生产成本低。
最重要的是适用于人们的生活中。
关键词:端盖注塑模具;分型面;注塑模具;注射机Plastic end cap injection mold designAbstractWith the development of society different varieties and function plastic appearance in our lives, plastic productions have closer to our daily lives. Plastic mold design is more and more important to the production and life.The topic of this graduation design for the plastic end cover injection mold design, mainly in based on the analysis of the molding for plastic parts are made from the raw material analysis, forming characteristics, parting surface selection, the design of the gating system, cooling system design, the core and cavity structure design, launch reset structure design, design of side core-pulling mechanism and the design of steering mechanism and other aspects detailed in this paper, the design of the end cover injection mold process. At the same time, through the rational selection of the injection machine and check the injection pressure, the maximum injection quantity, clamping force, mold opening stroke and other related aspects, further ensuring reasonable design, and design the temperature control system and elaborated the mold assembly.This design completed the production of plastic end cover, it not only has simple structure, but also has high production efficiency and the movement is reliable low production cost.The most important it is suitable for people's life.Key Words:cover injection mold;lateral core-pulling;parting surface;injection mold;injection machine主要符号表公P 公称压力 0P 注射压力v 公最大注射量 S 收缩率v q 体积流量 'α锁紧块的斜角α斜导柱倾斜角 S 机开模行程max S 最大收缩率 S 模具制造公差z δ模具制造公差 c δ模具磨损量3h 传热膜系数 d 斜导柱直径S 抽抽芯距 []σ材料的许用应力max H 模具最大闭合高度 min H 模具最小闭合高度P 导滑槽施加的压力 Q 总模具型腔的总热量i t 流道中各段流程的厚度 A 塑件包紧型芯的侧面积L 斜导柱的有效工作长度 i L 流道中各段流程的长度p 塑件对型芯产生的单位正压力[]δ为脱模板中心允许的最大变形量1F 斜导柱与滑块之间的摩擦阻力2F 导滑槽与滑块之间的摩擦阻力目录摘要 (I)Abstract (II)主要符号表 (III)1绪论 (V)1.1塑料的发展 (1)1.2塑料模具发展 (1)1.2.1国内外注塑模具的发展现状 (1)1.2.2国内外注塑模具的发展趋势 (2)1.3本文主要设计内容 (2)2 塑件材料及工艺的分析 (4)2.1PA1010基本特性 (4)2.2PA1010成型工艺分析 (4)2.3塑件结构分析 (4)2.4塑件尺寸及精度分析 (5)2.5塑件表面质量分析 (5)2.6塑件厚度分析 (5)2.7塑件的体积和质量 (6)3 塑件在模具中的布局 (7)3.1型腔数目的确定 (7)3.2型腔的分布 (7)3.3分型面设计 (7)3.3.1分型面的分类 (7)3.3.2分型面的选择原则 (7)4 浇注系统的设计 (9)4.1浇注系统设计的组成及要求 (9)4.2主流道设计 (9)4.3分流道设计 (10)4.3.1分流道设计要点 (10)4.3.2分流道的形状和尺寸 (11)4.3.3分流道的表面粗糙度 (11)4.4浇口设计 (11)4.4.1浇口的作用 (12)4.4.2浇口的截面形状和尺寸 (12)4.4.3浇口位置的选择 (13)4.5冷料穴的设计 (13)4.6拉料杆的设计 (14)5 成型零件的结构设计 (15)5.1成型零件的结构形式及设计 (15)5.1.1凹模结构设计 (15)5.1.2型芯结构设计 (16)5.2成型零件工作尺寸的计算 (16)5.2.1影响塑件尺寸精度的因素 (16)5.2.2模具成型零件的工作尺寸计算 (17)6 结构零部件设计 (18)6.1注射模架的选取 (20)6.2垫块的设计 (20)6.3合模导向机构的设计 (20)6.3.1导柱的设计 (20)6.3.2导套设计 (21)7 侧向分型与抽芯机构的设计 (22)7.1斜导柱的设计 (22)7.1.1斜导柱的形状及技术要求 (22)7.1.2斜导柱的倾斜角 (22)7.1.3斜导柱的长度 (22)7.1.4斜导柱的受力分析与直径计算 (23)7.2滑块的设计 (24)7.3导滑槽的设计 (24)7.4滑块定位装置 (25)7.4.1滑块定位装置的作用 (25)7.4.2结构形式 (25)7.5楔紧块 (25)7.6成型斜顶杆的设计 (22)8 推出机构设计 (23)8.1推出方式的选取 (23)8.2推出力计算 (23)8.3推出机构设计 (24)8.3.1推杆推出机构设计 (24)8.3.2推出机构导向与复位 (29)9 注射机的型号和规格选择及校核 (27)9.1初选注射机规格 (27)9.2注射机工艺参数校核 (27)9.2.1最大注射量的校核 (27)9.2.2注射压力的校核 (28)9.2.3锁模力的校核 (28)9.3注射机安装部分与模具相关尺寸校核 (28)9.3.1喷嘴尺寸校核 (28)9.3.2定位圈尺寸校核 (29)9.3.3最大最小模厚校核 (29)9.3.4开模行程校核 (29)10 冷却系统的设计 (30)10.1冷却装置设计要点 (30)10.2冷却回路布置 (30)11 模具的分析及保养 (31)11.1模具的经济效益分析 (30)11.2模具的保养 (30)12 结论 (31)参考文献 (37)致谢 (33)毕业设计(论文)知识产权声明 (39)毕业设计(论文)独创性声明 (40)1绪论1.1塑料的发展现代工业的飞速发展为素有“工业之母”美誉的模具工业带来前所未有的发展机遇,而模具材料的应用在模具制造中起举足轻重的作用。
材料与能源学院课程设计课程名称塑料成型工艺及模具设计题目名称塑料盒塑料成型工艺及模具设计专业年级班别学号学生姓名指导教师201年月7日摘要注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
本文以塑料盒为对象,详细介绍其注射模设计过程。
设计中主要运用了UG等不同的软件分别对塑件的三维结构、注射模成型部分零件、浇注系统、脱模机构等等进行了仿真设计和分析。
最后进行了注射机型号的选择及校核、分型面的确定、型腔的设计、抽芯机构的设计、成型部分零件的设计、浇注系统、冷却系统、排溢引气系统、脱模机构的设计,复位系统的设计及其它零部件的设计。
最后通过Autocad完成工程图的制作,并总结相关计算说明书。
关键词:塑料盒;注射模;Autocad目录第一章绪论 (1)1.1我国塑料模具的发展现状 (1)1.2国外塑料模的发展状况 (2)第二章产品分析 (4)2.1塑件分析 (4)2.1.1结构分析 (4)2.1.2塑件尺寸精度的设计分析 (4)2.1.3塑件表面质量和粗糙度的分析 (4)2.2塑件原材料的选取和分析 (4)第三章塑件相关计算及注射机的选择 (7)3.1塑件的相关计算 (7)3.1.1塑件的厚度检测 (7)3.1.2塑件投影面积的计算 (7)3.1.3塑件体积与质量的计算 (7)3.2注射机的选择 (7)3.2.1注塑机概况 (7)3.2.2注塑机的分类 (8)3.2.3注塑机的选择 (8)第四章拟定型腔布局 (10)4.1 型腔 (10)4.2 型腔数目的确定 (10)4.3型腔排布 (11)第五章分型面设计 (12)5.1分型面设计原则 (12)5.2分型面设计 (12)第六章浇注系统设计 (14)6.1塑件的模流分析 (14)6.2 主流道设计 (14)6.3分流道设计 (15)6.4进料口设计 (15)6.5浇口套及定位圈的设计 (16)第七章模架的选用 (17)第八章成型零部件设计 (18)8.1 成型零件的结构设计 (18)8.1.1凹模 (18)8.1.2凸模 (18)8.2成型零件的工作尺寸计算 (18)第九章导向机构设计 (23)9.1导向机构 (23)9.1.1导柱 (23)9.1.2导套 (24)9.1.3导柱与导套的配用 (25)9.1.4导柱布置 (26)9.2 定位装置 (26)9.2.1限位导柱 (26)9.2.2定距螺钉 (26)第十章脱模机构设计 (28)10.1 脱模装置 (28)10.1.1脱模机构有关计算 (28)10.2顶出机构设计 (29)10.2.1顶出机构的设计原则 (29)10.3拉料机构 (29)10.4 复位机构 (30)第十一章冷却及排气系统设计 (31)11.1 冷却系统 (31)11.1.1冷却回路的布置 (31)11.1.2冷却时间计算 (32)11.1.3管道直径设计 (32)11.2排气机构 (33)第十二章模具材料的选择 (34)第十三章模具总体结构 (35)第十四章模具的校核 (36)14.1容量校核 (36)14.2合模力校核 (36)14.3模具厚度的校核 (37)参考文献 (38)第一章绪论1.1我国塑料模具的发展现状我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
摘要近几年国家振兴机械行业,与机械相关的各个行业都越来越重视CAD/CAM技术,不仅是CAD/CAM技术已发展成为一项比较成熟的共性技术,同时还因为塑料制品及模具的3D设计与成型过程中3D分析正在塑料模具工业中发挥越来越重要的作用本模具是“肥皂盒”的注射成型模具。
它采用双分型面分型,结构紧凑;采用点浇口,且浇口可以自行脱落;顶出时,由顶杆顶出制品;模具定模上的水道以多支回路分别冷却。
毕业设计论文主要由两部份组成:注射模具的工作原理及其结构设计;模具各部份尺寸计算。
关键词:CAD/CAM、肥皂盒、注射模具、注射、冷却。
AbstractOverthepastfewyearsthecountryvitalizesmachineryindustry,eachindusteythatr elatedwithmechanicsisallpayingmoreandmoreattentiontotheCAD/CAMtechnology, thatisnotonlybecauseCAD/CAMtechnologyhasalreadybeendevelopedintooneripege neralitytechnology,butalsobecause3Ddesignofplasticspiecemakeandmouldandmo uldand3Danalysisofmoldingprocessplaysamoreandmoreimportantroleinplasticsm ouldindustrythemoldisthe"injectionmoldingmouldsoapbox".Itadoptsdoublepart ingtype,thestructureiscompact;thegate,andthegatemaybeoffontheirown;ejecti onbyejectorpins,products;moldfixeddieonthewaterwaystomultipleloopsarecool ing.Designgraduatethesismainlyconsistsoftwoparts:theworkingprinciplesands tructuredesignofinjectionmold;moldpartssizecalculation.Keywords:CAD/CAM、injectionmold、soapbox、injection、cooling.目录第一章绪论.......................................... 错误!未指定书签。
目 录任务书 (1)一、塑料的工艺性设计 (3)(1)、注塑模工艺 (3)(2)、化学和物理特征 (3)(3)、塑件的尺寸与公关差 (4)1、塑件的尺寸与公关差 (4)2、塑件尺寸公差标准 (4)3、塑料的表面质量 (4)二、注射成型机的选择 (5)三、型腔布局与分型面设计 (5)(1)、型腔数目的确定 (5)(2)、型腔的布局 (6)(3)、分型面的设计 (7)四、 浇注系统设计 (8)(1)、主流道设计 (9)(2)、主流道衬套的固定 (10)(3)、分流道的设计 (11)(4)、浇口的设计 (11)五、成型零件的设计 (13)(1)、成型零件的结构设计 (14)1、凹模结构设计 (14)2、型芯结构设计 (14)(2)、成型零件工作尺寸计算 (15)1、外型尺寸 (16)2、内腔尺寸 (17)六、 合模导向机构设计 (17)(1)、导柱结构 (18)(2)、导套结构 (18)七、脱模机构的设计 (19)(1)、脱模机构的设计的总体原则 (20)(2)、推杆设计 (20)1、推杆的形状 (21)2、推杆的位置与布局 (21)(3)、推件板设计的要点 (21)(4)、开模行程与推出机构的校核 (22)(5)、浇注系统凝料脱模机构 (22)工艺卡 (23)参考文献 (23)附录:全套 CAD 图纸,如需联系作者QQ 401339828一、塑料的工艺性设计(1)、注塑模工艺干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275℃,注意不要超过275℃。
模具温度:40~80℃,建议使用50℃。
结晶程度主要由模具温度决定。
注射压力:可大到1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小到最小。
如果制品表面出现了 缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。
建议使用通体为圆形的 注入口和流道。
所有类型的浇口都可以使用。
典型的浇口直径范围是 1~1.5mm,但 也可以使用小到0.7mm的浇口。
摘要模具的生产技术水平已成为衡量一个国家的水平的产品制造商的一项重要指标,因为模具决心很大程度上质量、效率和开发新产品的能力.目前,中国的工业生产的特点是产品的多样性、更新快和激烈的市场竞争。
光阴似梭,大学三年的学习一晃而过,为具体的检验这三年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为笔筒的注塑模具.本次设计以笔筒模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。
在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件.把以前学过的基础课程融汇到综合应用本次设计当中来,所谓学以致用。
在设计中除使用传统方法外,同时引用了CAD、Pro/E等电脑软件,使用Office工具等现代化的电脑手段,力求达到减小劳动强度,提高工作效率的目的。
本次设计中得到了诸位老师的指点,非常感机械学院各位老师的精心教诲。
由于实际经验和理论技术有限,本设计的错误和不足之处在所难免,希望各位老师批评指正。
关键词:笔筒、点浇口、注塑模ABSTRACTHere to entertheneedto turn over a source of plastic materials,low price,quality and performance characteristics.itis incomputersandmobile phones,cars and electrical and elect ronics,instruments,appliance and products manufacturing is an alternative to theroleof themost widely used.an injection is a thermoplastic -concreteshapeof the main method,the scopeof applicationisvery large.Been shaping the plasticmaterials in rollsofth ematerial beingheated,whichhas become a highly fluidbolts, or as the pressure oftools,the melted by regulated by a high pressure injection mould of form, after a coolingandsolidify,and then diefrom the adjustment,asof plastic.The product isofdailyuseofplastic bottle,and with high practicability.the product design formass production, the designmolds to have high molding efficiency,the system canautomatically release, inadditionto ensure the qualityof the surface forms a side gate and thereforeuse single cent fo rthe injection,the side gate automatically release the structure of the type. the machinemold is a choice ofamodule four chambers structure,thesystemusesthe sidegate to push out of shape, form a board with the agencyto complete the formsof the launchof the process。