弧焊电源及弧焊分类
- 格式:doc
- 大小:36.50 KB
- 文档页数:2


第1章绪论一、重点内容提要1.1 弧焊电源概述弧焊电源:电弧焊机中的核心部分,是供给焊接电弧电能(提供电流和电压),并具有适宜于电弧焊工艺电气特性的设备。
1.2 弧焊电源的分类、特点与应用常见分类见图1-1。
动铁心式弧焊变压器Array动绕组式弧焊变压器抽头式弧焊变压器动铁式弧焊整流器动绕组式弧焊整流器抽头式弧焊整流器滑动调节式弧焊整流器单相整流式脉冲弧焊电源串联饱和电抗器式弧焊电源磁放大器式弧焊整流器磁放大器式脉冲弧焊电源电动机驱动式弧焊发电机内燃机驱动式弧焊发电机晶闸管式弧焊电源晶闸管电抗器式矩形波交流弧焊电源模拟式晶体管弧焊电源模拟式晶体管脉冲弧焊电源开关式电力电子器件弧焊电源开关式电力电子器件脉冲弧焊电源逆变式晶闸管矩形波交流弧焊电源晶闸管式弧焊逆变器晶体管式弧焊逆变器场效应晶体管式弧焊逆变器IGBT式弧焊逆变器双逆变式变极性弧焊电源其它单片机控制式数字化弧焊电源DSP控制式数字化弧焊电源单片机和DSP控制式数字化弧焊电源其它图1-1 常用弧焊电源分类机械调节型弧焊电源是借助于机械装置实施特性调节的弧焊电源。
该类弧焊电源的主要电气特性是由电源结构所决定的,其输出的大小也是通过机械装置实施调节的。
电磁控制型弧焊电源一般是通过调节弧焊电源内部电磁器件的电磁状态来调节电源的特性。
电子控制式弧焊电源是借助电子线路来实现弧焊电源各种特性的控制,还可以通过电子线路对焊接电流波形等进行控制。
1.3弧焊电源的发展弧焊电源的发展可以说是日新月异,其发展可以概括以下几个方面。
1)多种电子控制型的弧焊电源相继出现和完善,目前已经基本取代了电磁控制型弧焊电源。
许多经济发达国家,除在野外作业仍采用柴(汽)油内燃机驱动的弧焊发电机之外,基本上都选用电子控制型弧焊电源。
2)各种脉冲弧焊电源的应用,进一步提高了焊接质量,促进了全位置焊接的自动化。
3)各种高效、节能、轻便、焊机性能良好的逆变弧焊电源得到了飞速发展,逐渐成为主导产品之一。



常用焊条电弧焊弧焊电源常用焊条电弧焊弧焊电源目前,我国焊条电弧焊用弧焊电源有弧焊变压器、弧焊整流器和弧焊逆变器等。
常用有BX1系列、BX3系列交流弧焊电源和ZX5系列、ZX7系列直流弧焊电源。
直流弧焊电已经基本取代了过去使用的弧焊发电机。
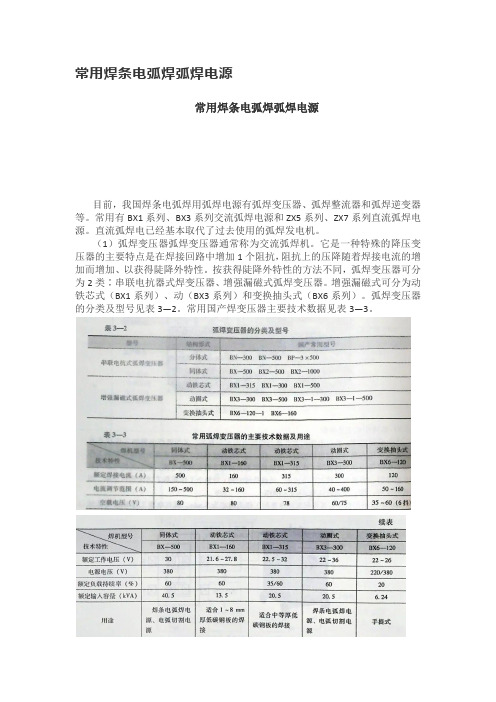
(1)弧焊变压器弧焊变压器通常称为交流弧焊机。
它是一种特殊的降压变压器的主要特点是在焊接回路中增加1个阻抗,阻抗上的压降随着焊接电流的增加而增加、以获得陡降外特性。
按获得陡降外特性的方法不同,弧焊变压器可分为2类∶串联电抗器式焊变压器、增强漏磁式弧焊变压器。
增强漏磁式可分为动铁芯式(BX1系列)、动(BX3系列)和变换抽头式(BX6系列)。
弧焊变压器的分类及型号见表3—2。
常用国产焊变压器主要技术数据见表3—3。
1)动铁芯式弧焊变压器BX1—315型弧焊变压器属于增强漏磁式,其结构如图3—7b所示。
一次侧绕组分别在动铁芯两侧,一次和二次分成上下2部分绕组,固定在主铁芯柱Ⅰ上。
中间铁芯柱Ⅱ可移动,可以改变一次侧绕组和二次侧绕组的漏抗,实现焊接电流的调节,满足焊接要求。
动铁芯的位置由电流指针表示。
可动铁芯由螺纹丝杠控制。
转动焊接电流调节手柄,则丝杠转动,从而带动动铁芯移动。
动铁芯向外移动,则焊接电流增大;动铁芯向内移动,则焊接电流减小,如图3—7c所示。
2)动圈式弧焊变压器BX3—300型动圈式弧焊变压器外形如图3—8a所示。
动圈式弧焊变压器结构如图3—8b所示。
铁芯呈口形;一次侧绕组分2部分,绕在2个铁芯柱的底部;二次侧绕组也分2部分,装在铁芯柱非导磁性材料做成的活动支架上,凭借手柄转动螺杆使之沿铁芯上下移动。
通过改变一次侧、二次侧绕组间的距离,来改变它们间的漏抗,从而调节焊接电流。
一次侧、二次侧绕组间的距离越大,漏抗越大,焊接电流越小。
(2)弧焊整流器弧焊整流器是一种将交流电变压、整流转换成直流电的弧焊电源。
弧焊整流器有硅弧焊整流器、晶闸管弧焊整流器、晶体管弧焊整流器等。
焊接方法与设备常用弧焊电源引言弧焊是一种常见的金属连接方法,广泛应用于制造业和建筑业。
在进行弧焊过程中,合适的弧焊电源对焊接质量和效率起着至关重要的作用。
本文将介绍焊接方法与设备中常用的弧焊电源,包括直流弧焊电源和交流弧焊电源。
直流弧焊电源直流弧焊电源是一种常见的焊接电源,适用于多种金属的焊接。
下面将介绍几种常见的直流弧焊电源。
静止特性直流电源静止特性直流电源是一种最常见的弧焊电源。
它的特点是输出电流稳定,容易控制焊接参数。
这种电源适用于一般的焊接工作,尤其适合焊接较小的工件。
反特性直流电源反特性直流电源的输出特性与静止特性直流电源相反,即输出电流随焊接电压的增加而减小。
因此,焊接过程中焊缝呈现出较大的电流波动,这对一些特殊焊接工艺可能有用。
斜变特性直流电源斜变特性直流电源是一种具有多段变压器的弧焊电源,通过选择不同的变压器段,可以实现不同的输出电流特性。
这种电源适用于焊接不同厚度的工件,可以根据需要调整焊接参数。
交流弧焊电源交流弧焊电源是另一种常用的焊接电源,适用于一些特殊的焊接工艺。
下面将介绍几种常见的交流弧焊电源。
交流非自复位电源交流非自复位电源是一种最简单的交流弧焊电源,只有一根焊接电缆。
它的特点是焊接电流仅由电源的正半周提供,适用于对焊缝左侧具有较高要求的焊接工艺。
交流自复位电源交流自复位电源是一种常见的交流弧焊电源,它的输出电流在正负半周均有提供。
这种电源适用于一般的焊接工作。
双源交流电源双源交流电源是一种复杂的交流弧焊电源,它由两个相互补偿的电源组成。
这种电源适用于对焊接工艺要求非常高的特殊焊接工作。
结论在焊接过程中,选择合适的弧焊电源对焊接质量和效率起着至关重要的作用。
直流弧焊电源和交流弧焊电源是常用的弧焊电源类型。
各种类型的弧焊电源具有不同的特点和适用范围,通过选择适合的弧焊电源,可以实现高质量的焊接。
以上对焊接方法与设备中常用的弧焊电源的介绍,希望能对读者有所帮助。
参考文献•《焊接机械与设备手册》•《焊接技术与装备》•《焊接工艺与设备》。
弧焊电源
弧焊电源是用来对焊接电弧提供电能的一种专用设备,是电弧焊机中的核心部分。
和一般电力电源不同,弧焊电源的负载是电弧,它必须具有弧焊工艺所要求的电气性能,如合适的空载电压,一定形状的外特性,良好的动特性和灵活的调节特性等。
1、弧焊电源的类型
弧焊电源有各种分类方法:按输出的电流分,有直流的、交流的和脉冲的三大类弧焊电源类型;按输出外特性特征分,有恒流外特性,恒压外特性和介于这两者之间的缓降外特性等三大弧焊电源类型。
2、弧焊电源的基本特点和适用范围
工业上普遍应用的是交流和直流弧焊电源,而脉冲弧焊电源目前只在有限范围内使用。
弧焊变压器式交流弧焊电源,其特点是:把网路电压的交流电变成适于弧焊的低压交流电,结构简单,易造易修,耐用,成本低,磁偏吹小,空载损耗小,噪声小,但其电流波形为正弦波、电弧稳定性较差,功率因数低。
适用范围:酸性焊条电弧焊、埋弧焊和TIG焊矩形波式交流弧焊电源,其特点是:网路电压经降压后运用半导体控制技术获得矩形波的交流电,电流过零点极快,其电弧稳定性好,可调节参数多,功率因数高、设备较复杂、成本较高。
适用范围:碱性焊条电弧焊、埋弧焊和TIG焊
直流弧焊发电机式直流弧焊电源,其特点是:有柴(汽)油发动机驱动发电而获得直流电,输出电流脉动小,过载能力强,但空载损
耗大,效率低,噪声大。
适用于各种弧焊
弧焊整流器式直流弧焊电源,其特点是:把网路交流电经降压和整流后获得直流电,与直流弧焊发电机相比,制造方便,省材料,空载损耗小,节能,噪声小,由电子控制的近代弧焊整流器的控制与调节灵活方便,适应性强,技术和经济指标高。
适用于各种弧焊脉冲弧焊电源,其特点是:输出幅值大小周期变化的电流,效率高,可调参数多,调节范围宽而均匀,热输入可精确控制,设备较复杂,成本高。
适用范围:TIG、MIG、MAG焊和等离子弧焊更多关于弧焊电源的信息,请参考焊机官网。