挤压过程模拟分析
- 格式:docx
- 大小:2.30 MB
- 文档页数:24
挤压过程模拟分析1.几何模型制造利用PRO-E软件,建立毛坯,上、下模的实体模型,将实体模型文件以“ *stl ”的格式进行保存。
2.将模具坯料导入有限元分析平台a.打开DEFORlM件,进入DEFOR主界面,单击新建图标,进入DEFOR前处理界面。
口Import (I)b.打开G B阿刚对话框,单击------- ' ----- •按钮,弹出“ ImportGeometry”对话框,在所保存的文件中调入毛坯。
c.接着单击按钮,插入上模,在“Object Type”中选中“Rigid ”,即定义上模的对象类型为刚体。
选中“ Primary Die ”,激活主模具开关。
d用同样的方法调入下模。
结果如下:“ 10000”, 然后点击 preview按钮,待毛坯出现网格后,单击(1)设置“Workpiece ”的物理属性、运动方向、速度为 500。
忖應*h 对话框,在“ Numberof Element ”栏中输入3.坯料,模具设置速度等)单击G enerd对话框,在温度一栏里输入500。
即坯料的初始温度运动万Generate Mesh按钮...… rr ,一 —一 r r I' Assign materialAISI-1045,COLD[70F(20C)] ”即卩 45 钢,然后点击 --------- --------钮即可。
Current □bipc| fl ) WorkpieceS3G eneralToolde tailed Settings | R emesh Criteria |□ Geomelry4“■•— ■■■■ —_■Inpoft (i)MeshB —5 umma ry -----------------Number of :討od 酬 11542Surface Polega ns 11380-Nunbet of Element s=4-L1000(loomElements |G771300000EAdvarcedPieview Generate MeshCheck Mesh I Manual Re mesh IX Delete M&shl单击■图标,在弹出的对话框中,选择材料、按Currenl Obietj ⑴ Workpiece1(2)设置“Top Die ”的物理属性(Rigid ),运动方向,速度(1)。


第1篇一、实验目的为了提高我国应急救援队伍应对地震灾害的能力,验证地震挤压实验设备的效果,以及为我国地震救援技术提供参考,我们进行了本次模拟地震挤压实验。
通过模拟地震过程中建筑物倒塌产生的挤压效应,研究挤压实验设备对模拟建筑物的破坏效果,以及人员被困后的救援可行性。
二、实验原理本次实验采用模拟地震挤压实验设备,模拟地震过程中建筑物倒塌产生的挤压效应。
实验过程中,通过调整设备参数,模拟不同震级、不同类型的地震挤压作用。
实验原理如下:1. 模拟地震:通过地震模拟设备产生地震波,模拟地震过程中建筑物倒塌产生的挤压效应。
2. 实验装置:实验装置包括模拟建筑物、地震模拟设备、传感器等。
模拟建筑物采用可拆卸的模块化结构,便于实验过程中更换。
3. 数据采集:实验过程中,通过传感器实时采集模拟建筑物的变形、受力、振动等数据,以及人员被困后的生存状态。
4. 分析与评估:根据实验数据,分析模拟建筑物的破坏程度、人员被困情况,评估地震挤压实验设备的效果。
三、实验设备1. 地震模拟设备:采用电液伺服地震模拟系统,可模拟不同震级、不同类型的地震。
2. 模拟建筑物:采用可拆卸的模块化结构,便于实验过程中更换。
3. 传感器:应变片、加速度计、位移传感器等,用于实时采集实验数据。
4. 人员模拟:采用假人模拟被困人员,用于研究挤压实验设备对人员的影响。
四、实验步骤1. 实验准备:搭建实验装置,调试设备参数,确保实验顺利进行。
2. 实验开始:启动地震模拟设备,模拟地震过程中建筑物倒塌产生的挤压效应。
3. 数据采集:实验过程中,实时采集模拟建筑物的变形、受力、振动等数据,以及人员被困后的生存状态。
4. 实验结束:实验结束后,关闭地震模拟设备,收集实验数据。
五、实验结果与分析1. 模拟建筑物破坏程度:实验结果表明,随着地震震级的增大,模拟建筑物的破坏程度逐渐加剧。
在模拟6级地震时,模拟建筑物大部分结构被破坏,形成较大裂缝。
2. 人员被困情况:实验过程中,人员模拟在地震挤压作用下,身体多处骨折,无法动弹。

一、概述LS-DYNA是一款强大的有限元分析软件,广泛应用于汽车、航空航天、船舶、石油、化工、军工等行业。
本文将以工作台中的LS-DYNA软件为基础,通过一个挤压成型案例,介绍LS-DYNA软件在挤压成型仿真中的应用。
二、案例背景挤压成型是一种常见的金属加工工艺,通过对金属材料施加压力,使其变形成所需的形状。
LS-DYNA作为一款强大的有限元分析软件,可以模拟挤压成型过程中的各种力学和热力学现象,为工程师提供仿真工具,帮助他们优化生产工艺以及提高产品质量。
三、案例分析1. 模型准备在使用LS-DYNA进行挤压成型仿真之前,首先需要准备模型。
这包括几何建模、网格划分、边界条件设置等工作。
在模型准备过程中,需要考虑金属材料的流动行为、应变硬化规律以及摩擦效应等因素,以保证仿真结果的准确性。
2. 材料模型在LS-DYNA中,可以选择合适的材料模型来描述金属材料的力学行为。
常见的材料模型包括线性弹性模型、von Mises塑性模型、Johnson-Cook本构模型等。
根据实际情况选择合适的材料模型,可以更准确地描述金属材料的变形和破坏行为。
3. 边界条件在挤压成型仿真中,需要合理设置边界条件来模拟挤压装置对工件的施加力以及工件与模具之间的摩擦效应。
通过合理设置边界条件,可以保证仿真结果的准确性,并为工程师提供有价值的工艺优化信息。
4. 模拟分析在模型准备和材料模型确定之后,可以进行挤压成型仿真分析。
LS-DYNA可以模拟金属材料的流动行为、应变硬化及破坏过程,同时还可以考虑模具与工件之间的摩擦效应。
通过对挤压成型过程进行仿真分析,工程师可以了解工件的变形情况、应变分布以及破坏模式,为工艺优化提供参考。
5. 结果评估通过LS-DYNA进行挤压成型仿真后,需要对仿真结果进行评估。
这包括对工件的变形情况、应变分布、破坏模式以及挤压装置的受力情况等方面进行分析。
通过对仿真结果的评估,可以为工程师提供相关的工艺优化建议,帮助其改善挤压成型工艺,并提高产品质量。
第1篇一、实验背景地震作为一种自然灾害,给人类生命财产带来了极大的威胁。
为了提高地震救援能力,我国科研机构开展了地震模拟挤压实验,以研究地震发生时建筑物结构受力情况及人员被困状态。
本实验旨在模拟地震发生时建筑物结构变形和人员被困情况,为地震救援提供理论依据和技术支持。
二、实验目的1. 了解地震发生时建筑物结构变形规律;2. 研究地震模拟挤压过程中人员被困状态;3. 探索地震救援技术手段,提高救援成功率。
三、实验方法1. 实验设备:地震模拟挤压实验台、钢筋砼模型、传感器、数据采集系统等;2. 实验材料:钢筋、混凝土、钢筋砼构件等;3. 实验步骤:(1)搭建钢筋砼模型,模拟建筑物结构;(2)将传感器安装在钢筋砼模型上,实时监测结构变形;(3)对钢筋砼模型进行地震模拟挤压实验,记录结构变形数据;(4)观察并记录人员被困状态,分析救援难点;(5)根据实验数据,分析地震救援技术手段。
四、实验结果与分析1. 建筑物结构变形规律实验结果显示,在地震模拟挤压过程中,建筑物结构变形具有以下规律:(1)结构变形初期,构件出现裂缝,裂缝宽度随挤压强度增大而增大;(2)结构变形中期,裂缝扩展,构件出现剪切破坏;(3)结构变形后期,构件出现塑性变形,最终导致结构失效。
2. 人员被困状态实验结果表明,在地震模拟挤压过程中,人员被困状态如下:(1)被困人员可能位于建筑物内部或坍塌的废墟中;(2)被困人员可能受到压伤、骨折等伤害;(3)被困人员可能面临缺氧、脱水等生命危险。
3. 地震救援技术手段根据实验结果,提出以下地震救援技术手段:(1)生命迹象搜索:利用声波、红外线等设备,搜索被困人员生命迹象;(2)横向安全破拆救援:采用液压剪、电锯等工具,破拆建筑物结构,为救援人员提供通道;(3)车辆挤压破拆救援:使用专用破拆工具,破拆被困人员周围的车辆等障碍物;(4)受限空间救援:采用专用救援设备,将被困人员从狭窄空间中救出;(5)斜向支撑破拆:在救援过程中,采用斜向支撑破拆,保证救援人员安全。
《挤压铸造过程数值模拟及工艺优化》篇一一、引言挤压铸造是一种重要的金属铸造工艺,广泛应用于各种工程领域。
为了更精确地掌握和控制挤压铸造过程,提升产品的质量、降低成本、优化工艺参数,进行数值模拟及工艺优化至关重要。
本文将对挤压铸造过程进行数值模拟,并通过分析模拟结果来探讨其工艺优化。
二、挤压铸造过程数值模拟1. 模型建立在挤压铸造过程中,模型建立是数值模拟的基础。
通过CAD 软件建立铸件、模具及挤压装置的三维模型,并导入有限元分析软件中。
在模型中考虑材料的物理性能、热传导性能、流变特性等关键因素。
2. 材料选择与参数设置根据所使用的合金材料和实际生产要求,设置合适的材料参数。
这些参数包括材料密度、比热容、热导率等,对于流动性和热物理性质的不同阶段要详细描述。
此外,挤压铸造过程中压力、温度等关键工艺参数也需根据实际进行设置。
3. 数值模拟过程利用有限元分析软件对挤压铸造过程进行数值模拟。
这一过程包括模具填充、冷却凝固、压力释放等关键阶段。
通过数值模拟可以观察材料在各个阶段的流动状态、温度分布以及应力变化等。
三、工艺优化探讨1. 填充过程优化通过数值模拟结果,可以观察到铸件在填充过程中的流动状态。
针对流动不均匀或出现涡流等问题,可以通过调整模具设计、改变浇注速度和压力等措施进行优化。
同时,合理的填充顺序和速度控制也是提高产品质量的关键因素。
2. 冷却凝固过程优化冷却凝固是决定铸件质量的重要环节。
通过数值模拟分析,可以找出温度梯度较大的区域和潜在的热应力集中点。
根据这些信息,可以调整冷却速率和模具温度分布,以改善铸件的凝固过程和力学性能。
3. 工艺参数优化工艺参数的优化包括压力、温度、时间等关键因素的调整。
通过数值模拟分析,可以确定最佳的工艺参数组合,以提高产品质量、降低成本和减少生产周期。
同时,根据生产需求和市场反馈,可以不断调整和优化这些参数,以适应市场的变化。
四、实际生产中的效果与应用通过在生产实践中应用数值模拟的结果和工艺优化的方法,可以实现更好的产品设计和制造。
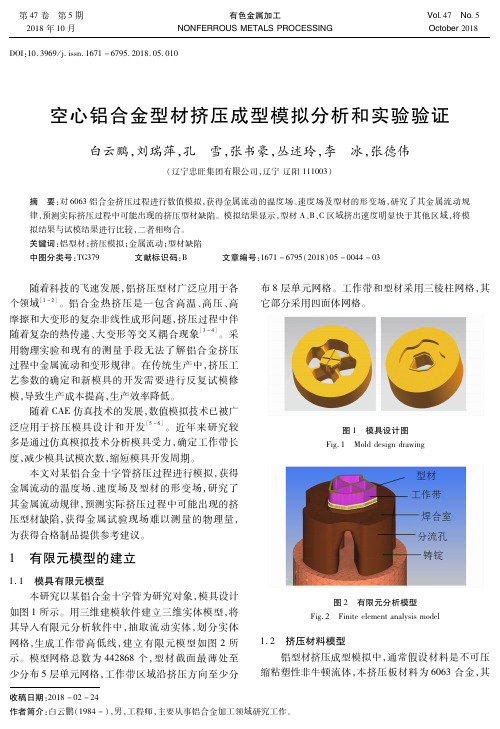
铜陵学院课程实验报告实验名称棒材热挤压过程模拟实验课程材料成型计算机模拟指导教师张金标专业班级09材控(1). 姓名万伟学号09101210592012年04月29日实验二棒材热挤压过程模拟1 实验目的与内容1.1 实验目的进一步熟悉DEFORM软件前处理、后处理的操作方法,掌握热力耦合数值模拟的模拟操作。
深入理解并掌握DEFORM软件分析热挤压的塑性变形力学问题。
1.2 实验内容运用DEFORM模拟如图2所示的黄铜(DIN_CuZn40Pb2)棒挤压过程(已知:坯料φ98⨯60mm)。
图1 棒材热挤压示意图挤压工具:尺寸如图所示,材质DIN-D5-1U,COLD,温度3500。
坯料:材质DIN_CuZn40Pb2,尺寸φ98×60,温度6300。
工艺参数:挤压速度10mm/s,摩擦系数0.1。
(二)实验要求(1)运用AUTOCAD或PRO/E绘制各模具部件及棒料的三维造型,以stl格式输出;(2)设计模拟控制参数;(3)DEFORM前处理与运算;(4)DEFORM后处理,观察圆柱体压缩变形过程,载荷曲线图,通过轴对称剖分观察圆柱体内部应力、应变及损伤值分布状态;(5)运用DEFORM后处理Flow Net(流动栅格)功能观察金属流动的不均匀性,说明原因;(6)提交分析报告(纸质和电子版)、模拟数据文件、日志文件。
2 实验过程2.1挤压工模具及工件的三维造型根据给定的几何尺寸,运用AUTOCAD或PRO/E分别绘制坯料、挤压模、挤压垫、挤压筒的几何实体,文件名称分别为extrusion workpiece,extrusion die,extrusion mandrel,extrusion dummy block,extrusion chamber。
输出STL格式。
说明:上述几何形体尽量在一个空间体系下用相对尺寸绘制,保证它们的装配关系;所有实体造型都要在空间体系的第一象限内,即几何点的坐标值非负。
挤压过程模拟分析
1.几何模型制造
利用PRO-E软件,建立毛坯,上、下模的实体模型,将实体模型文件以“*.stl”的格式进行保存。
2.将模具坯料导入有限元分析平台
a.打开DEFORM软件,进入DEFORM主界面,单击新建图标,进入
DEFORM前处理界面。
b.打开对话框,单击按钮,弹出“Import
Geometry”对话框,在所保存的文件中调入毛坯。
c.接着单击按钮,插入上模,在“Object Type”中选中“Rigid”,
即定义上模的对象类型为刚体。
选中“Primary Die”,激活主模具开关。
d.用同样的方法调入下模。
结果如下:
3.坯料,模具设置(物理属性、运动方向、速度等)(1)设置“Workpiece”的物理属性、运动方向、速度
单击对话框,在温度一栏里输入500。
即坯料的初始温度为500。
接着,单击对话框,在“Number of Element”栏中输入“10000”,然后点击按钮,待毛坯出现网格后,单击
按钮.
单击图标,在弹出的对话框中,选择材料
“AISI-1045,COLD[70F(20C)]”即45钢,然后点击按钮即可。
单击图标,在弹出的对话框中,在“Target Volume”栏中选择“Active”,然后点击按钮即可。
(2)设置“Top Die”的物理属性(Rigid),运动方向,速度(1)。
单击图标,在弹出的对话框中,在“Direction”栏中
选择“-Y”;在“Speed”栏中,选择“Defined”,在框里输入
“1”,结果如下:
(3)设置“Bottom Die”的物理属性(Rigid),运动方向,速度(1)。
单击图标,在弹出的对话框中,在“Direction”栏中选择“+Y”;在“Speed”栏中,选择“Defined”,在框里输入“1”,结果如下:
4.模具与坯料关系
(1)选择Input>>Inter-Object命令(或直接点击图标),弹出如图所示的接触询问对话框,询问:“目前对象间的关系不存在,是否按默认值建立对象间的关系?”单击“Yes”按钮。
(2)进入对象间关系设置对话框,系统已默认了上模与毛坯,下模与毛坯的主仆关系。
(3)单击“(2)Top Die-(1)Workpiec”关系图标,使其高亮显示,
单击按钮。
(4)进入对象间关系信息设定对话框,在“Constant”栏里选择“Cold
forming(carbide dies)”;接着点击“Thermal”,在“Constant”
栏里选择“Forming”,然后点击“Close”按钮即可。
(4)单击按钮,将上述已定义好的关系信息复制到第二个关系对中。
如下图所示
单击“OK”按钮,退出对象间关系信息设定对话框。
5.模拟控制设置
(1)选择Input>>Simulation Controls命令(或点击图标),出现如下界面,选取“Main”菜单进行如下设置:a.定义单位
制:点击“SI”;b.设置模拟类型:在“Mode”栏中在“Deformation”
和“Heat Transfer”上打勾。
(2)点击图标进行如下设置:
(3)点击图标进行如下设置:
点击图标,在“Solver”栏中,将“Sparse”选中;在“Iteration Method”栏中将“Newton-Raphson”选中。
(4)点击图标,在“Primary Workpiece”栏中,选择“1-Workpiece”。
最后点击按钮即可。
6.检查,设置
选择Input>>Database命令(或点击图标),弹出数据库生成对话框,选择保存路径,我选择默认保存路径。
点击按钮,检查数据库文件是否能够生成,当出现
时,表示设置的条件合适,数据库可以生成,如下图所示(若出现错误,应重新修改)
接着点击按钮,生成数据库文件,单击“Close”按钮。
7.运算
返回前处理界面,返回DEFORM主界面,单击主界面右侧“Simulator”栏的“Start”命令,或单击按钮,进入提前运算对话框,在本文件上出现“Running”绿色高亮显示标志。
分析运算完成后,此标志消失。
8.后处理
在DEFORM主界面中,选中本文件,单击主界面右下角的
栏下的,进入后处理窗口。
(1)查看等效应变:
在下拉菜单中,选择“Strain-Effective(等效应变分析状态)”,在下拉菜单中,选择“Step-1”作为起始步,单击按钮,可在图形显示窗口动态的查看模拟各个步骤的连续的变化过程。
单击按钮,弹出点追踪对话框,用鼠标连续单击工件上的三个点,各点的坐标会显示在点追踪对话框中,单击“Next”按钮,接受系统默认值,单击“Finish”按钮,系统自动提取这三个点的数据信息。
由此图可以看出:随着挤压过程的不断进行,工件的变形逐渐扩大,即应变逐渐增大;由1点和3点的工作状态和曲线变化可知,此两处
的应变虽然呈上升状态,但波浪形表示很不均匀,由于此两处为上、下模边缘与工件的接触部位,容易产生应力集中,更容易产生残余应力,所以图线呈上图状态。
(2)查看最大应变分布:
在下拉菜单中,选择“Strain--Max Principal”,点击播放按钮查看成型过程中的最大应变分布及其变化情况,接近终了的最大应变分布如下:
从图中可以清晰地看出,在整个挤压过程中应变最大的位置大都集中在下模与工件接触的边缘的尖的位置。
此时工件部位的变形最大,即变形最大。
所以在挤压过程中,最容易损坏的部位是这些地方,应注意。
(3)查看最大应力分布:
在下拉菜单中,选择“Stress--Max Principal”,点击播放按钮查看成型过程中的最大应力分布及其变化情况,接近终了的最大应力分布如下:
从图中可以看出,最大应力出现的区域与最大应变出现的区域大致相同。
(4)成型载荷分析:
点击按钮,在弹出的对话框(上图)中,选择“Z-Load”,然后点击“OK”按钮生成下图:
成型载荷分布
(5)点追踪分析:
单击按钮,弹出点追踪对话框,用鼠标连续单击工件上的几个点,各点的坐标会显示在点追踪对话框中,单击“Next”按钮,接受系统默认值,单击“Finish”按钮,系统自动提取这几个点的数据信息。
a.在下拉菜单中,选择“Strain--Max Principal”,生成下图:
跟踪点最大应变分布
由上图可知:应变整体上市呈上升趋势,因为材料的成型过程中每个质点都产生了小的应变程度,所有质点应变的总和便构成了整个工件的应变,所以总应变是逐渐增大的。
b.在下拉菜单中,选择“Stress--Max Principal”,生成下图:
跟踪点最大应力分布
由上图可知:应力分布是不均匀的,且变化幅度相对较大,因为
在挤压过程中工件的某些部位有很大的不均匀变形,同时附带了大量的残余应力,然而残余应力在整个工件上的分布也是不均匀的,所以也就出现了如图所示的情况。
c.在下拉菜单中,选择“Damage”,生成下图:
跟踪点破坏系数分布
由上图可知:破坏系数整体是增大的,因为随着挤压过程的进行工件的应变越来越大,不均匀变形也越严重,同时残余应力也增加,金属内部晶格畸变也是越来越严重,则挤压变形的进行就越容易破坏,所以工件的破坏系数是逐渐增加的。