塑胶产品开模前检讨流程
- 格式:pdf
- 大小:3.32 MB
- 文档页数:124
塑膠產品開模前檢查要点講議
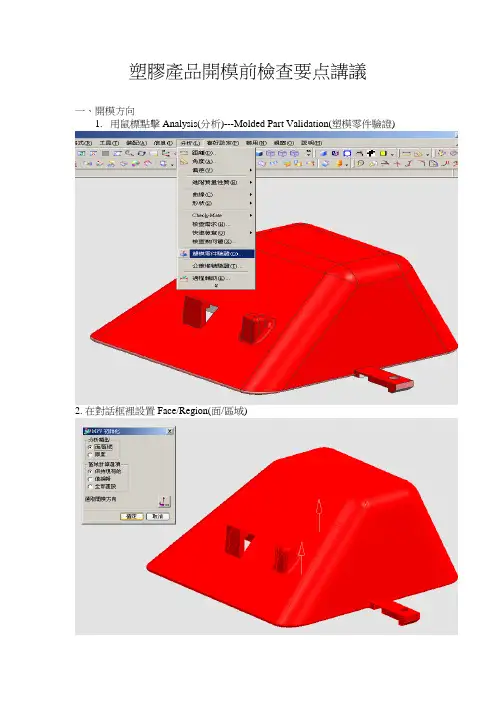
一、開模方向
1.用鼠標點擊Analysis(分析)---Molded Part Validation(塑模零件驗證)
2. 在對話框裡設置 Face/Region(面/區域)
3.用鼠標點擊圖標(指定開模方向)
4. 用鼠標點擊與開模一致的向量(一般設定為ZC軸)
5.在對話框裡設置拔模角的限制,面拔模角的顏色
通過顏色顯示判斷各相關特征的開模方向是否一致。
二、分模線
1.用鼠標點擊分析“開模方向”的第五步裡的對話框中的“設定”,便會
顯示如下對話框
分模線(紅色)
分模線(紅色)
2.用鼠標點擊分析“開模方向”的第五步裡的對話框中的“面拔模角分析”,便會顯示如下對話框,接著,在“分型線”一欄中“□顯示等斜線”選上,就能把不確范圍的分型線顯示出;若再用鼠標點擊“儲存等斜線”,該范圍的分模線就會保存
分模線
分模線
三、脫模斜度
1.與“開模方向”分析步驟相同,在“拔模角限制”中輸入要求的角度即
可
四、壁厚
1.前兩步與“開模方向”分析相同,在下面的對話框中選上“厚度”即可
2. 鼠標點擊“計算厚度”即可
五、配合分析
1. 用鼠標點擊Analysis(分析)--- Simple Interference(簡單干涉)
2. 用鼠標點擊“建立干涉體”
3. 用鼠標分別選取“物體1”和“物體2”,然後,用鼠標點擊ok即可
物體1 物體2
生成的干涉體(紅色)。
---塑料产品不合格检讨书尊敬的领导:我谨以此检讨书,就近期发现我负责的塑料产品不合格问题,进行深刻反省和自我批评。
以下是我对此次事件的分析、原因剖析及改进措施。
一、事件概述近期,我负责的某批次塑料产品在出厂检验中被发现存在多项不合格项,包括厚度、强度、色泽等方面。
这批产品已流入市场,给公司声誉和客户利益造成了严重影响。
二、原因分析1. 产品设计问题:在产品设计阶段,未能充分考虑产品的实际应用场景,导致部分设计参数不符合国家标准。
2. 原材料选用不当:在采购原材料时,未能严格按照国家标准进行采购,导致部分原材料质量不达标。
3. 生产工艺缺陷:在生产过程中,由于操作不规范、设备维护不到位等原因,导致产品质量不稳定。
4. 检验流程疏漏:在产品检验环节,检验人员未能严格按照检验标准进行操作,导致部分不合格产品被漏检。
5. 人员素质问题:部分员工对产品质量意识淡薄,未能认真履行岗位职责。
三、自我批评1. 对产品质量认识不足:在产品设计、原材料采购、生产过程等方面,对产品质量的重要性认识不足,未能严格把关。
2. 责任心不强:在发现产品质量问题时,未能及时上报,导致问题扩大。
3. 业务能力不足:在处理产品质量问题时,缺乏有效的解决措施,未能及时解决问题。
4. 团队协作意识不强:在发现产品质量问题时,未能与相关部门进行有效沟通,导致问题难以解决。
四、改进措施1. 加强产品质量意识教育:组织全体员工进行产品质量意识培训,提高员工对产品质量重要性的认识。
2. 完善产品设计:针对产品设计问题,进行优化改进,确保产品设计符合国家标准。
3. 严格原材料采购:加强原材料采购管理,严格按照国家标准进行采购,确保原材料质量。
4. 加强生产工艺管理:规范生产操作流程,加强设备维护保养,确保产品质量稳定。
5. 强化检验环节:加强对检验人员的培训,提高检验水平,确保检验环节的准确性。
6. 加强团队协作:与相关部门加强沟通协作,共同解决产品质量问题。
模具检讨模具检讨规范1、⽬的:明确开模前产品模具结构检讨要点,使公司模具的质量满⾜客户要求。
2、适⽤范围:塑胶产品模具结构评审检讨。
3、内容:3.1图⾯的导⼊:产品模具结构检讨组接到业务部《开模通知单》的同时,接受产品3D图或2D图,⼯,BOM表等,确认输⼊资料是否全⾯。
3.2 产品模具要求及合理性的确认:3.2.1 产品胶料和缩⽔率的要求:胶料应指明具体的品牌和型号,原则上产品的缩⽔率要求客⼈指定。
3.2.2 产品的表⾯要求:是省光?镜⾯?电镀⾯?晒纹?⽕花纹?等。
且要求要注明规格、等级。
如表⾯镜⾯要求(超光学镜⾯、普通镜⾯),晒纹要求(纹号等级,或附样品),⽕花纹要求(VDI-18等,并附样品)。
还应注明表⾯要求的范围,如全部、局部、前模、后模等。
3.2.3 产品的涂装要求:如喷涂、电镀(⽔镀、真空镀)等,需在排位、进胶、流道、挂位上做相应设计,或做涂装夹具。
3.2.3 产品的精度要求:通⽤公差或重要尺⼨指定公差。
3.2.4 产品的装配要求:了解产品的装配情况,弄清产品的外观⾯和⾮外观⾯,为分型拔模进胶提供依据。
3.2.5 产品成型(注塑)的要求:塑胶料的特性、成型⼯艺要求(温度、周期等)、产品取出⽅式(械⼿取、⼿⼯取)、表⾯的特别要求(熔接痕、缩印、困⽓)。
3.2.6 产品的出模数:决定产品的排位和模具的⼤⼩。
3.2.7 产品的啤数:不同的啤数有不同的模具设计制作要求。
3.2.8 模仁的材质要求:客户⼀般都会指定模仁的材质与特定要求,需确认指定的模仁材质是否能满⾜客户要求,如抛光性、耐⾼温、耐酸、耐腐蚀、韧性、强度等。
3.2.9 机台参数:决定模具的⼤⼩,法兰、唧咀的规格等。
3.2.10 成型要求:注塑周期,⼯艺(油温、定型、回⽕等)。
3.2.11 模具制作周期,T1试模⽇期。
以上要求记录于《模具规格书》或图纸。
3.3产品结构设计合理性和⼯艺可⾏性评审:主要通过拔模检测、模流分析、厚度检测、⽬测等⽅式检查以下项⽬:a.产品周边主要分型,⾏位及斜顶分型,局部碰穿擦穿分型;b.产品上有⽆设计缺陷影响产品结构强度,如局部单薄易损伤;c.产品上有⽆设计缺陷致使模具制造困难,如倒扣、空间不够;产品上有⽆易产⽣注塑缺陷之处,如缩⽔厚度检测、困⽓烧胶、披锋、冲胶不满;e.产品上有⽆设计缺陷致使产品取出困难,如⾻位卡斜顶;f.产品上有⽆设计缺陷致使模具钢料薄、尖,影响模具结构可靠性;g.产品上有⽆设计缺陷致使模具结构单薄,影响模具结构可靠性;h.产品上有⽆设计缺陷致使模具量产困难;i.在模具加⼯,注塑成型,喷涂丝印组装等⽅⾯,对产品实现,以及我司加⼯设备及技术能⼒否满⾜进⾏评估。
尊敬的领导:您好!我怀着无比愧疚的心情,就近期在注塑工序中出现的质量问题,向您递交这份检讨书。
在本次生产过程中,由于我工作上的疏忽,导致产品质量未能达到预期标准,影响了公司的声誉和客户的满意度。
在此,我郑重地向您表示歉意,并对我的错误进行深刻检讨。
以下是我对此次错误的检讨内容:一、错误原因分析1. 对注塑工艺流程不够熟悉,未能充分掌握注塑参数的调整和优化方法,导致生产过程中出现质量问题。
2. 对原材料的质量把控不严格,未能及时发现原材料存在瑕疵,导致生产出的产品存在缺陷。
3. 在生产过程中,未能严格按照操作规程进行操作,存在违规操作现象,导致产品质量不稳定。
4. 缺乏责任心和紧迫感,对生产过程中的异常情况未能及时处理,导致问题扩大。
二、错误影响分析1. 影响了公司的声誉,给客户带来了不良体验,可能导致客户流失。
2. 增加了公司的生产成本,浪费了原材料和人力。
3. 降低了生产效率,影响了公司的正常运营。
三、改正措施1. 加强对注塑工艺流程的学习,提高自身技术水平,熟练掌握注塑参数的调整和优化方法。
2. 严格把控原材料质量,加强原材料入库检验,确保原材料质量符合要求。
3. 严格遵守操作规程,规范操作行为,杜绝违规操作现象。
4. 提高责任心和紧迫感,对生产过程中的异常情况做到及时发现、及时处理。
5. 加强与其他部门的沟通协作,共同提高生产效率和质量。
四、保证措施1. 在今后的工作中,我将严格要求自己,认真学习注塑工艺知识,提高自身业务水平。
2. 时刻保持警惕,对生产过程中的问题做到及时发现、及时汇报、及时处理。
3. 加强与同事的沟通交流,互相学习,共同提高。
4. 严格遵守公司规章制度,确保生产安全、质量稳定。
最后,我再次为此次错误向您表示诚挚的歉意,并恳请领导给予我改正错误的机会。
我会以此为鉴,严格要求自己,努力提高工作质量,为公司的发展贡献自己的力量。
谨此检讨!检讨人:(签名)年月日。

塑胶模具检讨要点及注意事项第一篇:塑胶模具检讨要点及注意事项模具检讨要点及注意事项模具检讨要点及注意事项一、同客户进行检讨时,应注意以下要点:1.重要尺寸及公差:(1)了解部品的组立装配,确认重要尺寸,并预留调整量;(2)检讨公差值是否合理,公差太小者,应提出修改。
2.拔模斜度(1)根据部品的分模状况,提出拔模斜度,咬花面应有3º的斜度,斜销部分建议2º的斜度;(2)询问确认拔模斜度的基准点。
3.肉厚及缩水(1)肉厚是否合理、平均、易于成形,肉厚小于0.8mm者,难以成形;(2)肉厚较厚处,是否做偷肉以防缩水,确认偷肉的方式及尺寸。
4.塑胶材料及缩水率(1)检讨者要熟悉五种常用塑胶(ABS、PS、POM、PC、PMMA)的成型特性;(2)检讨确认塑胶等级及原料供应商,确认缩水率的大小;(3)POM(聚甲醛、赛钢),含GF(玻璃织维glass fiber)塑胶,其缩水率要特别注意。
5.咬花面(1)确认咬花面的范围及咬花等级;(2)0º咬花面考虑设置滑块机构。
6.分模线(1)分模线应充分考虑部品的外观、留模及加工难易度;(2)对难于加工的R角,建议客户取消或改变;(3)相插(破)面斜度希望在3º-5º(不得小于2º);(4)考虑模仁及插破、*破面的强度。
7.入子状况(1)根据模具加工难易和排气状况,确认入子是否有必要;(2)与排纸面、咬花面相关的入子,再确认入子形式及大小。
8.滑块机构(1)确认滑块机构的大小、行程及拖动方式,行程大者,采用油缸;(2)检讨滑块之间是否相互干涉,运动是否顺畅;(3)母模滑块。
9.斜销机构确认斜销行程及斜度,检讨有与部品有无干涉。
10.进浇点(1)确认进浇点方式、大小、位置及数量;(2)检讨部品的变形及熔合线,分析缩水及缺肉(射不饱)状况;(3)检讨浇口的后加工是否简便。
11.模具材料及热处理(1)根据部品状况和客户要求,确认模具材料(一般保证30万模次的寿命);(2)含GF材料,模具需进行调质、参碳等热处理;(3)模具寿命要求在100万模以上者,应选用相应材料,并进行热处理。
注塑压模检讨书答案:注塑压模检讨书是一种质量管理工具,用于记录和分析注塑压模过程中出现的问题和不良情况,对模具设计和注塑工艺进行检讨和改进。
通过检讨和分析,可以找出问题的根本原因,并采取相应的措施进行改进和预防,以提高产品质量和生产效率。
以下是一份注塑压模检讨书的样本:[公司名称][日期][检讨人员]1. 检讨目的:本次检讨旨在分析和改进注塑压模过程中的问题和不良情况,以提高产品质量和生产效率。
2. 检讨范围:本次检讨涉及的注塑压模工艺和设备包括:- 模具设计和制造;- 注塑工艺参数和设备设置;- 原材料选择和准备;- 操作工艺和操作人员。
3. 检讨内容:根据实际情况,记录和分析注塑压模过程中出现的问题和不良情况,包括但不限于以下方面:- 产品的尺寸和外观缺陷;- 成型周期和效率低下;- 模具磨损和故障;- 原材料的不合格和损耗;- 操作工艺和操作人员的问题。
4. 检讨结果:根据检讨分析,得出以下结论和改进措施:- 产品的尺寸和外观缺陷主要是由于模具设计和制造不合理,需要改进设计和制造工艺,并优化模具材料的选择;- 成型周期和效率低下主要是由于注塑工艺参数和设备设置不合理,需要优化工艺参数和设备调整;- 模具磨损和故障主要是由于使用寿命和维护不当,需要加强模具维护和保养;- 原材料的不合格和损耗主要是由于原材料选择和准备不到位,需要加强原材料的质量控制和管理;- 操作工艺和操作人员的问题主要是由于操作规程和培训不足,需要加强操作规程的制定和操作人员的培训。
5. 改进计划:根据检讨结果,制定以下改进计划:- 优化模具设计和制造工艺,改进模具的结构和材料选择;- 优化注塑工艺参数和设备设置,提高成型周期和效率;- 加强模具维护和保养,延长模具使用寿命;- 加强原材料的质量控制和管理,减少不合格品率和损耗;- 加强操作规程的制定和操作人员的培训,提高操作工艺的稳定性和操作人员的技能水平。
6. 检讨总结:通过本次注塑压模检讨,我们深入分析了注塑压模过程中存在的问题和不良情况,并制定了相应的改进计划。
塑胶模具设计必须了解的产品前期检讨,掌握细节才能高薪一.什么是产品检讨:产品检讨是指模具开发人员对客户(产品开发人员)的产品进行开模合理性分析,并用文字和图片的形式对产品可能出现的问题和产品改善的方案进行汇总,并反映给客户。
二.产品检讨的方法有那些:与客户当面检讨做成文字资料传给客户三.为什么要进行产品检讨:为了能够使产品的模具顺利开出或低成本开出。
四.产品检讨包括那些部分?a.拔模角检讨:主要是对产品怎么样拔模进行检讨。
主要是拔模角大小的检讨,拔模角越大越好脱模,但太大的拔模角会造成产品的尺寸难以保证,公模面拔模角太大会导致产品拉母模等;b.产品肉厚的检讨:主要是考虑产品会不会缩水,及缩水是否对外观和功能产生影响;c.产品分模线检讨:这部分是比较重要的,因为如果产品的分模线选择不好,会造成如下后果:<1>产品外观面有明显分模线<2> 产品毛边方向影响装配<3>导致模具分模面复杂,使模具难以加工和组配,影响模具寿命d.倒勾检讨:如果倒勾是产品设计人员不小心做上去的,并没有组配要求,可以要求去掉该倒勾;如果有组配关系的倒勾,可以考虑改为公母模*破插破,使模具结构简化;如果用滑块或斜销成型,机构是否有安装空间;斜销或滑块的分模线,客户是否接受?e.其他产品不合理结构检讨:如果能使模具结构简化并不影响产品功能,可以建议客户更改产品结构。
f.进浇方式检讨:主要考虑进浇点和结合线对产品外观和强度的影响;g.顶针排布检讨:有些透明件这个检讨很重要。
五.模流分析很重要吗?模流分析是特别重要的,尤其对于大型零件和外观件,产品检讨要附带模流分析;六.产品检讨有什么作用:a.可以使模具结构简单;b.预测产品缺陷,使客户凭要求做出合适的设计更改;c.可使客户承担一定风险:如果你在报告中做出的很明显的产品不合理结构客户未加理会,他将承担一定的责任。
七.产品检讨要做检讨报告吗?口说无凭立字为据;方便客户查阅,应图文并茂。
模具检讨改善方案背景在模具制造过程中,经常会出现一些问题,如模具设计不合理或工艺流程不合理等问题,这些问题会直接影响到生产效率和成本。
为了能够解决这些问题,我们需要不断地进行模具检讨和改善。
模具检讨的目的模具检讨的目的是为了确保模具在使用过程中的可靠性和稳定性。
通过检讨,可以发现模具存在的问题,并通过相应的改善措施来提高模具的生产效率和降低成本。
模具检讨的流程模具检讨的流程通常包括以下几个步骤:•收集模具使用和维护的信息。
这包括模具的使用情况、维护记录以及相关的数据等信息;•对模具进行详细的检查和评估。
这需要对模具的结构、材料、工艺等方面进行细致的分析和评估;•发现问题并进行分类。
通过对模具的检查和评估,发现其中存在的问题,并对这些问题进行分类和记录;•制定改善方案。
根据检讨的结果,制定出相应的改善方案,包括优化模具的设计、改进制造工艺等方面的措施;•执行改善方案并追踪效果。
根据制定的改善方案进行相应的改进工作,并对改进效果进行追踪和评估。
模具改善的方案模具改善的方案通常包括以下几个方面:1.改善模具的设计。
模具的设计是决定其性能和质量的重要因素。
通过优化设计,可以提高模具的生产效率和质量,降低成本。
2.改善模具的制造过程。
模具的制造过程是影响模具质量和成本的重要因素。
通过改善制造工艺,可以提高模具的质量和生产效率,降低成本。
3.提高模具的维护保养水平。
模具的维护保养是保证模具正常运行的重要环节。
通过加强维护保养工作,可以提高模具的使用寿命和稳定性,降低模具维修和更换的频率。
4.引入新技术和新材料。
随着科技的发展和新材料的应用,现代的模具制造技术也在不断地更新和升级。
通过引入新技术和新材料,可以提高模具的质量和生产效率,降低成本。
模具检讨的重要性模具检讨是模具生产和使用过程中的重要环节。
通过检讨和改善,可以提高模具的生产效率和质量,降低成本,同时也可以保证模具的性能和稳定性,提高产品的质量和竞争力。
产品开模前检讨
一.定义:
模具开发商(供应商)对产品开发商(我方)的产品进行开模合理性分析,并用文字和图片的形式对产品可能出现的问题及针对该问题的解决方案进行汇总,并反映给产品开发商(我方)。
二.目的:
1.规避产品缺陷,提高产品合理性,提高产品质量
2.简化模具结构,缩短制作周期,节约成本
三.时间:
签订模具加工合同、模具开发商接收到产品最新图纸并查看确认后一周内
三.方法:
1.产品开发商与模具开发商当面检讨,并做检讨记录。
(省内)
2.模具开发商将自检讨内容做成文字资料传给产品开发商。
(省外)
四:检讨内容:
1.塑胶类:拔模角、料厚、材质、表面处理、分模线、进胶方式、外观(缩水印、料把等)、顶针排布、骨位、对手件配合情况、尺寸公差、变形、其他不合理结构等
2.压铸类:拔模角、料厚、材质、表面处理、分模线、进胶方式、外观(缩水印、料把等)、顶针排布、筋位、对手件配合情况、尺寸公差、变形、其他不合理结构等
3.钣金冲压类:成型工序(名称、数量、顺序)、成型工艺、落料排样、回弹问题、外观、材料利用率、压机吨位、材料,表面处理,尺寸公差、其他不合理结构等
五.步骤:。
尊敬的领导:您好!在此,我怀着沉重的心情向您递交这份工作检讨书。
近期,我在塑胶生产过程中出现了严重失误,给公司造成了不小的损失。
为了深刻反省、汲取教训,我特此向您表示诚挚的歉意,并郑重承诺将认真改正,杜绝类似事件再次发生。
一、检讨事件1. 事件背景:在近期塑胶生产过程中,我负责的某批次产品出现了严重的质量问题,导致产品不合格,无法按期交付客户。
2. 事件原因:经分析,此次事件的主要原因有以下几点:(1)我对生产流程中的关键环节把控不严,未能及时发现并解决潜在问题;(2)在生产过程中,我未能严格按照操作规程执行,导致产品出现质量问题;(3)我对产品质量的重视程度不够,未能及时发现并反馈问题。
二、反省与认识1. 反省:此次事件让我深刻认识到自己在工作中的不足,以下是我在反省过程中总结出的几点:(1)对工作缺乏责任心,未能充分认识到产品质量对公司的重要性;(2)对生产流程和操作规程掌握不熟练,导致在生产过程中出现失误;(3)沟通协调能力不足,未能及时反馈问题,延误了问题的解决。
2. 认识:通过此次事件,我认识到以下几点:(1)作为一名塑胶生产工作者,必须具备高度的责任心和敬业精神,时刻关注产品质量;(2)要熟练掌握生产流程和操作规程,确保生产过程中的每一个环节都符合要求;(3)加强沟通协调能力,及时反馈问题,确保问题得到及时解决。
三、改正措施1. 加强学习,提高自身业务水平。
我将利用业余时间,深入学习生产流程、操作规程和质量管理知识,提高自己的业务能力。
2. 严格执行操作规程,确保生产过程中的每一个环节都符合要求。
我将严格按照操作规程执行,确保产品质量。
3. 加强责任心,关注产品质量。
我将时刻关注产品质量,对生产过程中的每一个环节进行严格把控,确保产品质量合格。
4. 提高沟通协调能力,及时反馈问题。
我将加强与同事、领导的沟通,及时反馈问题,确保问题得到及时解决。
5. 加强团队协作,共同提高生产效率。
我将积极参与团队协作,与同事共同提高生产效率,为公司创造更多价值。
产品开模前的模具分析检讨
产品结构做完了并不是马上就拿去开模的,模厂需要对开模的产品进行检讨与确认,待双方达成一致后才会进行下一步,这样的一个过程会有利于减少后期试模出现的问题,提高模具设计以及加工的成功率,缩短模具制造周期,降低模具试模成本。
产品开模前需要检讨和确认的内容主要有以下几点:
1.基本信息描述(开模需要的信息必须填写正确,避免否则后期出现问题);
2.浇口位置及尺寸(确定进胶口的位置是否合理,是否影响到外观和装配);
3.型腔布局及结构示意(确定模具的穴数,即几出几,这个会影响模具大小和模具成本);
4.拔模分析(检查产品是否有出不了模的结构,还有某些结构或外观面拔模角度是否足够);
5.壁厚分析(检查产品平均壁厚是否均匀,检查存在缩水风险的地方);
6.主分型线(包括行位分型线、斜顶分型线、镶件分型线,这些夹线需要客户确认是否能接受,如不能接受需采取别的方法解决);
7.顶出系统(确认顶针位置以及采用的顶出方式);
8.产品存在的问题点及解决方案(这些问题可能会影响到产品或模具的开发,需认真检讨确认)。
下面以实例说明:
1.基本信息描述
2.浇口位置及尺寸
3.型腔布局及结构示意
4.拔模分析
5.壁厚分析
6.主分型线(包括行位分型线、斜顶分型线、镶件分型线)
2.顶出系统
8.产品存在的问题点及解决方案。
尊敬的领导:您好!我怀着沉重的心情,向您递交这份关于我负责的塑料产品出现问题的检讨书。
在此,我对我所犯的错误表示深深的歉意,并恳请您给予严厉的批评和指导。
一、检讨书背景近期,我负责的塑料产品在质量检测中发现了严重问题,部分产品存在以下问题:1. 产品表面出现划痕、气泡、变形等缺陷;2. 产品强度不达标,容易破裂;3. 产品尺寸偏差较大,影响后续加工。
这些问题给公司带来了严重的经济损失,也影响了公司的声誉。
对此,我深感愧疚和自责。
二、错误原因分析1. 对产品质量重视程度不够:在日常工作中,我对产品质量的重视程度不够,没有严格按照生产流程和工艺要求进行操作,导致产品质量出现问题。
2. 质量检查不严格:在产品生产过程中,我没有认真执行质量检查制度,对不合格产品没有及时发现和处理,导致问题产品流入市场。
3. 对员工培训不到位:我对员工的质量意识培训不够,导致员工在生产过程中存在操作不规范、责任心不强等问题。
三、改正措施1. 提高质量意识:深刻反思自己的错误,提高对产品质量的重视程度,严格按照生产流程和工艺要求进行操作。
2. 加强质量检查:严格执行质量检查制度,对每个生产环节进行严格把关,确保产品质量。
3. 加强员工培训:对员工进行质量意识培训,提高员工的责任心和质量意识,确保产品质量。
4. 优化生产流程:对生产流程进行优化,减少人为因素对产品质量的影响。
5. 建立质量追溯体系:对生产过程中的每个环节进行记录,确保问题产品可追溯,及时采取措施防止问题再次发生。
四、承诺为了防止类似问题再次发生,我郑重承诺:1. 严于律己,提高自身素质,以更高的标准要求自己;2. 加强学习,不断提高自己的业务水平,确保产品质量;3. 严格遵守公司规章制度,认真履行职责,为公司创造价值。
请您相信,我会以此为鉴,严格要求自己,确保今后的工作中不再出现类似问题。
再次对给您和公司带来的损失表示歉意,并恳请您给予严厉的批评和指导。
此致敬礼!检讨人:__________日期:__________。
开模检讨名词解释
摘要:
一、开模检讨的定义
二、开模检讨的目的
三、开模检讨的过程
1.分析问题
2.制定解决方案
3.实施并跟踪改进
4.总结经验教训
正文:
开模检讨是一个在产品设计和制造过程中,对模具的使用情况进行全面检查、评估和反思的过程。
其目的是为了确保模具的质量和性能,提高生产效率,降低生产成本,提升产品品质。
开模检讨的主要目的是发现模具在使用过程中存在的问题,分析问题的原因,制定相应的解决方案,以实现模具的持续改进。
通过开模检讨,我们可以及时了解模具的运行状态,预测可能出现的问题,从而提前采取措施,避免生产过程中的突发状况,保证生产的顺利进行。
开模检讨的过程可以分为四个步骤:
首先,分析问题。
这一阶段需要对模具的使用情况进行详细的观察和记录,找出存在的问题,如磨损、变形、松动等,并分析问题产生的原因。
其次,制定解决方案。
针对发现的问题,制定相应的改进措施。
这可能包
括模具的维修、更换零部件、调整模具参数等。
在制定解决方案时,需要综合考虑生产成本、生产效率和模具的使用寿命等因素。
然后,实施并跟踪改进。
将制定的解决方案付诸实践,对模具进行维修、更换或调整。
同时,对改进后的模具进行跟踪监测,确保改进措施的有效性。
最后,总结经验教训。
对开模检讨的过程进行总结,提炼出有价值的经验和教训,为今后的模具管理和改进提供参考。
总之,开模检讨是模具管理的重要组成部分,对保障模具质量和提高生产效率具有重要意义。