FANUC数字伺服系统的调整
- 格式:doc
- 大小:255.50 KB
- 文档页数:11
FANUC伺服系统一般调整BEIJING-FANUC FANUC伺服系统一般调整BEIJING-FANUC停止中的振动抑制BEIJING-FANUC 停止中的振动抑制BEIJING-FANUC停止中的振动抑制停止中的振动抑制停止中的振动抑制停止中的振动抑制积压进给(爬行)的抑制BEIJING-FANUC 积压进给(爬行)的抑制BEIJING-FANUCSERVO GUIDE 测量图形过冲的抑制BEIJING-FANUC 过冲的抑制BEIJING-FANUC高速高精度伺服调整BEIJING-FANUC 高速高精度伺服调整BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUC高速高精度调整概述BEIJING-FANUC 高速高精度调整概述BEIJING-FANUCHRV控制设定BEIJING-FANUC HRV控制设定BEIJING-FANUC滤波器调整BEIJING-FANUC 滤波器调整BEIJING-FANUC速度增益调整BEIJING-FANUC 速度增益调整BEIJING-FANUC位置增益调整BEIJING-FANUC 位置增益调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈0%前馈100%前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUC前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY轴需加VFFY500大了前馈调整BEIJING-FANUC 前馈调整BEIJING-FANUCY:好结果圆弧半径减速BEIJING-FANUC 圆弧半径减速BEIJING-FANUC10μm/div 拐角钳制速度F2000/R5拐角减速BEIJING-FANUC 拐角减速BEIJING-FANUCA B C速度差减速功能速度差减速功能BEIJING-FANUC速度差减速功能小结小结小结小结小结•双位置反馈功能(选择功能)•只要半闭环不出现震动,全闭环就可以消除震动。
FANUC数控系统参数设定
FANUC数控系统是市场上非常常见的一种数控系统,其具有广泛的应用领域和强大的功能。
在使用FANUC数控系统时,我们可以根据需要对其参数进行设定和调整,以满足不同加工需求。
下面是关于FANUC数控系统参数设定的详细说明。
1.通用参数设定
FANUC数控系统的通用参数设定包括一些与机床性能和操作方式相关的参数。
通过调整这些参数,可以适应不同机床的需求。
例如,手轮倍率参数可以调整手轮转动对机床的影响程度,传动比参数可以调整伺服电机运动的速度和精度。
通用参数设定一般由设备厂家根据机床具体情况进行调整。
2.插补参数设定
FANUC数控系统的插补参数设定是用来控制数控系统的插补运算和插补算法的参数。
这些参数可以调整机床对复杂轮廓的处理能力和精度。
插补参数设定包括加速度和减速度参数、滤波参数、线性插补误差补偿参数等。
通过调整这些参数,可以提高机床的加工精度和效率。
3.工具补偿参数设定
FANUC数控系统的工具补偿参数设定是用来控制工具半径补偿和工具长度补偿的参数。
工具补偿参数设定包括刀具半径、工具长度、刀具补偿向量方向等参数。
通过调整这些参数,可以实现对不同工具的补偿,提高加工精度。
4.程序保护参数设定
5.通讯参数设定
总之,FANUC数控系统的参数设定可以根据实际加工需求进行灵活的
调整和配置,使数控系统更加适应不同的加工任务。
通过合理的参数设定,可以提高机床的加工精度和效率,保证加工质量。
同时,设定好的参数也
可以提高操作的安全性,保护程序的机密性。
论FANUC数控机床的伺服设定及调整进入二十一世纪,数控机床在工业上的应用越来越广泛,我国的数控机床占有量已经排名世界前列。
在众多数控系统中,FANUC数控系统是目前国内也是世界上市场占有率最高的数控系统,虽然FANUC数控系统的可靠性非常高,但是由于目前国内的操作工对数控机床的保养及维修技术不够精通,经常出现对数控机床的误操作或者数据的误删除,从而导致数控设备的故障。
伺服报警是FANCU数控机床常见的报警之一,文章通过对伺服系统原理以及伺服参数设定的讲解让操作者对FANUC伺服系统的设定及调整有个基础的认识,从而可以使操作者能对一些常见的伺服报警进行处理。
标签:FANUC;数控机床;数控维修;伺服参数;伺服调整1 伺服系统基本参数的设置FSSB中文全称为高速串行伺服总线,将CNC控制器和多个伺服放大器通过高速串行伺服总线用一根光缆进行连接,从而提高伺服运行的可靠性。
使用高速串行伺服總线对进给轴进行控制时,需要设定如下的参数:No.1023、No.1905、No.1936、1937、No.14340~14349、No.14376~14391。
设定这些参数的方法有如下3种。
1.1 手动设定1首先设定参数No.1023,从而默认的轴设定完成。
由此就不需要设定参数(No.1905,No.1936、1937,No.14340~14349,No.14376~14391),也不会进行自动设定。
但是此项设定方法设定的参数不完整。
1.2 手动设定2直接输入所有参数(No.1023,No.1905,No.1936、1937,No.14340~14349,No.14376~14391)。
1.3 自动设定进入伺服设定画面,设定轴和放大器的关系,数控系统进行轴设定的自动计算,即自动设定相关参数(No.1023,No.1905,No.1936、1937、No.14340~14349,No.14376~14391)。
2 伺服参数的设置2.1 设定编码器类型和选择设定方式参数1815#5 数控系统是否使用分离型脉冲编码器0:不使用半闭环时1:使用全闭环时参数1902#1 FSSB的设定方式为自动时0:自动设定未完成1:自动设定已完成(1902#O设为0并重启后自动置1)参数1902#0 0:FSSB的设定方式为自动方式1:FSSB的设定方式为手动方式2.2 进入伺服设定画面“伺服设定”页面中各项目含义如下所示。
FANUC数字伺服参数的初始化设置1-4 数字伺服参数的初始化设置由于数字伺服控制是通过软件方式进行运算控制的,而控制软件是存储在伺服ROM中。
通电时数控系统根据所设定的电机规格号和其它适配参数——如齿轮传动比、检测倍乘比、电机方向等,加载所需的伺服数据到工作存储区(伺服ROM中写有各种规格的伺服控制数据),而初始化设定正是进行电机规格号和其它适配参数的设定。
设定方法如下:1. 在紧急停止状态,接通电源。
2. 确认显示伺服设定调整画面的参数SVS (#0)=1 (显示伺服画面)* 按照下面顺序,显示伺服参数的设定画面按 [SYSTEM] 健,再按翻页(扩展)键,找到软件键 [SV-PRM]* 使用光标、翻页键,输入初始设定必要的参数(1)初始设定位#3(PRMCAL)1:进行参数初始设定时,自动变成1。
根据脉冲编码器的脉冲数自动计算下列值。
PRM 2043(PK1V),PRM 2044(PK2V),PRM 2047(POA1),PRM 2053(PPMAX),PRM 2054(PDDP),PRM 2056(EMFCMP),PRM 2057(PVPA),PRM 2059(EMFBAS),PRM 2074(AALPH),PRM 2076(WKAC)#1(DGPRM)0:进行数字伺服参数的初始化设定。
1:不进行数字伺服参数的初始化设定。
#0(PLC01)0:使用PRM 2023,2024的值。
1:在内部把PRM 2023,2024的值乘10倍。
(2)电机ID号选择所使用的电机ID号,按照电机型号和规格号(中间4位:A06B-XXXX-BXXX)列于下面的表格中。
对于本手册中没叙述到的电机型号,请参照α系列伺服放大器说明书。
例:□αCi系列伺服电机(3)任意AMR功能(4)CMR(5)关断电源,然后再打开电源。
(6)进给齿轮比N/M(F.FG)。
[例]对检测单位为1μm,指定如下:[例]对旋转轴,机械有一1/10的减速齿轮和设定为1000度的检测单位,则电机每转一转工作台旋转360/10度的移动量。
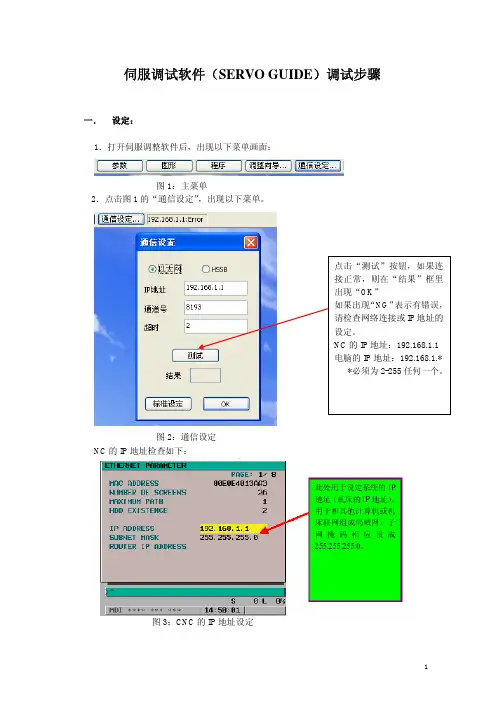
伺服调试软件(SERVO GUIDE)调试步骤一.设定:1.打开伺服调整软件后,出现以下菜单画面:图1:主菜单2.点击图1的“通信设定”,出现以下菜单。
NC的IP地址检查如下:图3:CNC的IP地址设定电脑的IP地址检查:图4:PC的IP地址设定如果以上设定正确,在测试后还没有显示OK,请检查网线连接是否正确。
图5:NC-PC正确连接对于现在的新笔记本电脑,内置网卡可能自动识别网络信号,如果是这样的,则图5中的耦合器和交叉网线不需要,直接连接就可以了。
二.参数画面:1.点击主菜单(图1)上面的“参数”,如下:图6:参数初始画面点击“在线”,如果正确(NC出于MDI方式,POS画面),则出现下述参数画面,注意,图6下方的CNC型号选择,必须和你正在调试的系统一致,否则所显示的参数号可能和实际的有差别。
2.参数初始画面及系统设定图7:参数系统设定画面参数画面打开后进入“系统设定”画面,该画面的内容不能改动,可以检查该系统的高速高精度功能和加减速功能都有哪些,后面的调整可以针对这些功能修改。
3.轴设定图8:轴设定画面检查一下几项:电机代码是否按HRV3初始化(电机代码大于250)。
电机型号与实际安装的电机是否一致。
放大器(安培数)是否与实际的一致。
检查系统的诊断700#1是否为1(HRV3 OK),如果不为1,则重新初始化伺服参数并检查2013#0=1(所有轴)注:图8的右边的“分离型检测器”对于全闭环系统时候需要设定。
4.加减速一般控制设定如下图所示,设定各个轴在一般控制时候的加减速时间常数和快速移动时间常数。
图9:一般控制的时间常数注意:各个轴的时间常数要设定为相同的数值,使用直线型。
而快速时间常数为铃型,(即图9的T1,T2都需要设定,如果只设定了直线部分T1,则在快速移动时候会产生较大的冲击)。
相关参数(表1) :参数号意义标准值调整方法1610 插补后直线型加减速 1走直线1622 插补后时间常数 50-100走直线1620 快速移动时间常数T1 100-500走直线1621 快速移动时间常数T2 50-2005.AICC/AIAPC控制的时间常数:如果系统有AICC功能(可通过图2检查是否具备)则按照AICC的菜单调整,如果没有AICC功能,则可以通过“AI先行控制”菜单项来调整,参数号及画面基本相同,在这里合在一起介绍(蓝色字体表示AIAPC没有),在实际调试过程中需要注意区别。
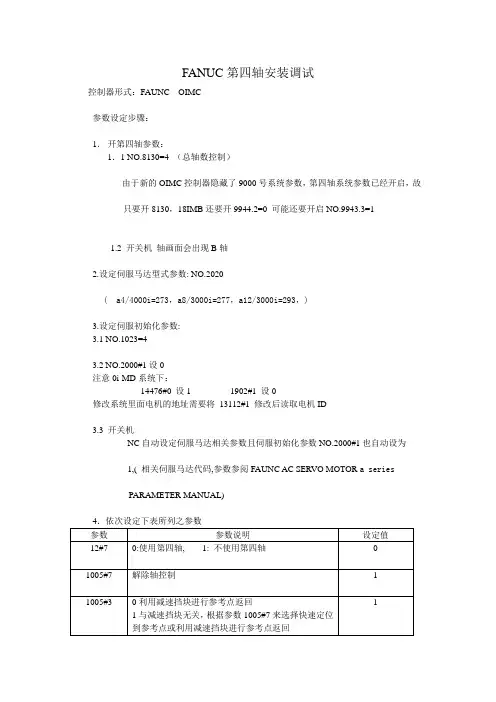
FANUC第四轴安装调试控制器形式:FAUNC OIMC参数设定步骤:1.开第四轴参数:1.1 NO.8130=4 (总轴数控制)由于新的OIMC控制器隐藏了9000号系统参数,第四轴系统参数已经开启,故只要开8130,18IMB还要开9944.2=0 可能还要开启NO.9943.3=11.2 开关机轴画面会出现B轴2.设定伺服马达型式参数: NO.2020( a4/4000i=273,a8/3000i=277,a12/3000i=293,)3.设定伺服初始化参数:3.1 NO.1023=43.2 NO.2000#1设0注意0i-MD系统下:14476#0 设1 1902#1 设0修改系统里面电机的地址需要将13112#1 修改后读取电机ID3.3 开关机NC自动设定伺服马达相关参数且伺服初始化参数NO.2000#1也自动设为1,( 相关伺服马达代码,参数参阅FAUNC AC SERVO MOTOR a seriesPARAMETER MANUAL)4.依次设定下表所列之参数参数参数说明设定值12#7 0:使用第四轴, 1: 不使用第四轴01005#7 解除轴控制 111005#3 0利用减速挡块进行参考点返回1与减速挡块无关,根据参数1005#7来选择快速定位到参考点或利用减速挡块进行参考点返回1006#1,#0 0,0:第四轴为直线轴0,1 0,1:第四轴为旋转轴0 1006#5 0:正向原点复归1:负向原点复归1 1008#0 0:旋转轴的循环功能无效1:旋转轴的循环功能有效1008#1 0:按距目标较近的旋转方向0 1:按指令值符号指定的方向1 1008#2 0:每一转的移动量不取整1:每一转的移动量取整1010 CNC控制轴数伺服第四轴设4 液压第四轴设3 4 1020 第四轴名称(65为A,66为B) 66 1023 各轴伺服轴号码 4 1260 旋转轴每一转的移动量360000 1420 各轴快速进给速度(F100%) 4000 1421 各轴快速进给F0速度400 1422 所有轴最大切削10000 1423 各轴手动慢速进给率360 1424 各轴手动快速进给率同参数1420 1425 各轴原点复归减速度300 1430 各轴最大切削进给率2000 1620 各轴快速进给线性或钟型加/减数时间常数(T1) 150 1621 各轴快速进给钟型加/减数时间常数(T2) 50 1622 各轴切削慢速进给加/减数时间常数60 1624 各轴手动慢速进给加/减数时间常数60 1816 参数计数器容量及检出倍率设定值100011820 各轴CMR指令倍率 21821 各轴的参考计数器容量依齿数比不同而设参考第四轴供应商资料1825 各轴位置回路增益30001826 各轴定位宽度201827 各轴切削进给定位宽度201828 各轴移动中位置偏差量极限值30001829 各轴停止中位置偏差量极限值5002021 各轴负载惯量比2562022 各轴马达旋转方向(C.W:-111,C.C.W:111)-1112023 各轴速度回授脉冲数81922024 各轴位置回授脉冲数125002084 各轴混合齿数比分子(N) 参考第四轴供应商资料2085 各轴混合齿数比分子(M) 参考第四轴供应商资料1422 VB系列设5000,其余设10000.以上参数设好后再设第四轴供应商提供的参数,1850.1851可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.注!1.1821设的不对可能造成关机后每次回原点都不准,具体设置如下:1821=360*NO.2084(N)/NO.2085(M)*1000此画面中的功能位设为1110003.参数2001-2017设的值与X轴一样4.正常情况下急停拉起来,第四轴七段数码管会显示0,若为横杠,把1005#7设0在试一下5.PLC参数设定(以C103-00为列)5.1 K0.1设1 第四轴必须先回原点才可程式启动5.2 K2.5设0 第四轴分别使用加紧信号和放松信号K2.5设1 第四轴只使用加紧信号5.3 K6.0设0 第四轴电磁阀动作时为松开或夹紧0: 松开,1: 夹紧所有参数设好后,把手轮打到第四轴看X3.3是否为1,X3.1是否为0, 不打到第四轴X3.1是否为1, X3.3是否为0,确认电磁阀动作油管是否冲油, 如果X3.3和X3.1刚好相反,换转接板62,63号线,再确认松开夹紧信号,用手轮摇第四轴,并在伺服调整画面下看(实际电流%)最大不要大于70,如果在100-200之间甚至更大,把K6.0设1, 对换转接板上面的62,63号线,摇手轮,再确认电流值,若还在100以上,要确认机械组装.伺服轴的一些查看参数3115.0=0 各轴当前位置显示各轴的伺服轴号1023设-1 使用主轴作为控制轴3115.0设1各轴的当前位置显示(0进行1不进行)1800.1设1不出现伺服报警1902.1设0如果伺服第四轴超程1320和1321都设为最大值第四轴参数设置说明2024 各轴位置回援派波数12500 2804 各轴混合齿数比之分子2085 各轴混合齿数比之分母》》备注《《1.检查单位=0.001(度/pulse)时候1.1参考计数器容量设定方法是(参数NO。
伺服参数调整(详情参阅伺服参数手册)在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环情况设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
一.参数设定(FSSB)1.参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
2.参数1902.0#,1#=0,伺服FSSB参数自动设定。
3.通过SYSTEM功能键进入FSSB画面。
4.先按【AMP】(放大器),再按【OPRT】,输入1,选择【SETTING】。
如果正常设定,会出现000报警,关机再开机。
5.按【AXIS】,再按【SETTING】,6.FSSB设定完成。
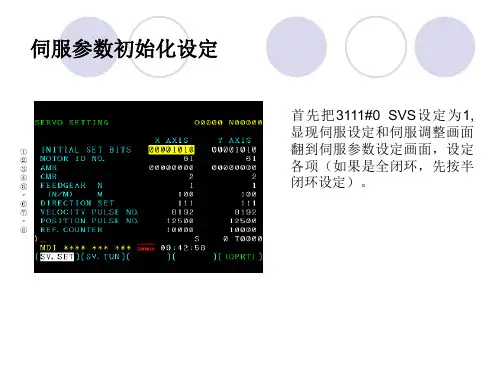
二.伺服参数初始化设定1.把3111.0(SVS)设定为1显现伺服设定和调整画面。
翻到伺服参数设定画面,设定各项(如果是全闭环,先按半闭环设定)。
注:1)第一项(初始化位)设定为0,第二项为电机代码,第三项不需要设定,第四项CMR=2,(车床的X轴为1).2)柔性齿轮比N/M按以下公式计算:电机每转动1圈所需的位置脉冲数(微米)100万三.方向:标准设111,如果需要设定相反的方向,设-111。
速度反馈脉冲数为8192,位置反馈脉冲数12500,参考计数器容量:按电机反馈回来的位置脉冲数,即参考计数器=电机每转动1圈所需的位置脉冲数或其分之一(如果设定不合适,回零将不准)。
以上参数设定完成后,关断系统电源,重新开机,则伺服初始化设定。
四.伺服调整画面:设定时,首先将功能位(2003)的位3(PI)设定1(冲床为0),回路增益(1825)设定为3000(在机床不产生振动的情况下,可以设定为5000),比例,积分增益不要改,速度增益从200增加,每增加100后,用JOG方式分别以慢速和最快速移动坐标,看是否振动。
调整原则是:尽量提高设定值,但是调整的最终结果,都要保证在手动快速,手动慢速,进给等各种情况都不能有振动。
FANUC数字伺服系统的调整通常情况下,数字伺服的调整应通过数控系统进行,数字伺服的调整可分为初始化与动态性能调整两部分。
1.FANUC数字伺服的初始化当数控系统的伺服驱动更换,或因为更换电池等原因,使伺服参数出现错误时,必须对伺服系统进行初始化处理与重新调整。
数字伺服的初始化步骤如下。
(1)初始化的准备在初始化数字伺服前,应首先确认以下基本数据,以便进行初始化工作。
1)数控系统的型号。
2)伺服电动机的型号、规格、电动机代码。
3)电动机内装的脉冲编码器的型号、规格。
4)伺服系统是否使用外部位置检测器件,如使用,需要确认其规格型号。
5)电动机每转对应的工作台移动距离。
6)机床的检测单位。
7)数控系统的指令单位。
(2)初始化的步骤数字伺服的初始化按以下步骤进行:1)使数控系统处在“紧停”状态。
2)设定系统的参数写入为“允许”状态。
3)操作系统,显示伺服参数画面。
对于不同的系统,其操作方法有所区别,具体如下:对于FANUC 0C系统,操作步骤为:①将机床参数PRM389 bit0设定为“1”,使伺服参数页面可以在CRT上显示。
②关机,使PRM389 bit0的设定生效。
③通过按系统操作面板上的“PARAM”(参数显示)键(按键可能需要数次,或直接通过系统显示的“软功能键”进行选择),直到出现图5-18所示的页面显示。
对于FANUC l5系列系统:按“SERVICE”键数次,直到出现图5-18所示的页面显示;对于FANUC l6/18/20/21系列系统,操作步骤为:①将机床参数PRM3111 bit0设定为“1”,使伺服参数页面可以在CRT上显示。
②关机,使PRM3111 bit0的设定生效。
③按“SYSTEM”键,选择“系统”显示页面。
④按次序依次操作“软功能键”〖SYSTEM〗→〖>〗→〖SV-PRM〗,使图5-18所示的页面显示。
图5-18 数字伺服初始化页面4)根据系统的要求设定伺服系统的指令单位(INITIAL SET BITS的bit0);设定初始化参数(INITIAL SET BITS的bitl)为初始化方式(见表5-17)。
FANUC系统数控机床调试参数FANUC系统数控机床调试参数是指在使用FANUC系统的数控机床时,根据具体加工要求和机床性能进行调试和优化的参数设置。
通过合理的参数设置,可以提高机床的加工精度、加工效率和稳定性,确保加工质量和生产效率。
本篇文章将详细介绍FANUC系统数控机床调试参数的相关内容。
首先,我们来介绍一些常见的FANUC系统数控机床调试参数。
1.加工参数:包括进给速度、快速移动速度、加速度、减速度等。
这些参数直接影响机床的加工效率和加工质量。
根据加工材料、加工工艺和加工要求的不同,可以适当调整这些参数。
一般来说,进给速度越大,加工效率越高;而快速移动速度则直接关系到机床的定位精度和快速切换速度。
2.修整参数:包括修正工具半径、琢磨刀具半径、工件和加工曲线的变化。
这些参数主要用于修剪加工过程中产生的误差,并对加工误差进行补偿。
通过调整这些参数,可以减少加工误差,提高加工精度。
3.运动参数:包括插补精度、工具半径补偿、切削速度刚度等。
这些参数直接影响机床的运动精度和切削效果。
根据加工要求和机床的性能,可以适当调整这些参数,使机床在高速运动和切削过程中保持稳定。
4.伺服参数:包括伺服增益、速度反馈环、电流反馈环等。
这些参数主要用于调节数控机床的伺服系统,保证伺服系统的稳定性和响应速度。
通过合理调整这些参数,可以提高伺服系统的性能和精度,减少振动和误差。
5.轴参数:包括轴偏差补偿、轴运行速度、坐标系转换等。
这些参数主要用于调整数控机床的各个轴的运动精度和坐标系的转换。
通过合理调整这些参数,可以减少机床的位置误差和运动畸变,提高加工精度。
在调试FANUC系统数控机床时,需要根据实际情况进行参数设置和调整。
具体的调试步骤如下:1.根据加工要求和机床性能,确定需要调试的参数和范围。
2.设置机床的调试模式和参数修改权限,确保可以进行参数设置和调整。
3.逐一调试各个参数,根据实际情况进行调整,并记录下参数值和调试结果。
标准伺服参数设定画面切换方法方法一:使用参数设定帮助画面①按MDI面板上的system 键,直到显示参数设定帮助画面,如下图:②按MDI面板上的↓键将光标移动到伺服设定位置②按软键键〔 ( 操作 ) 〕③按软键键〔选择〕进入伺服设定画面④在伺服设定画面按扩展键>,出现如下画面④按软键键〔切换〕,即可变为普通参数设定画面,如图方法二:使用通常的参数设定画面修改①按MDI面板上的 system 键②按扩展键>③按软键键〔 SV-PRM 〕,进入伺服设定画面④按软键键〔 ( 操作 ) 〕⑤按扩展键>⑥按按软键键〔切换〕,即可变为普通参数设定画面北京发那科机电有限公司技术部2006年4月20日0iMC/ 0i Mate MC高精度参数的“一下子设定”1 操作步骤:在MDI方式下,按功能键[SYSTEM] ,然后按右键–〉5次。
出现:[PRMTUN],按该软键,出现如下菜单:移动光标到“高精度设定”,然后按“操作”,选择[INIT],提示如下:选择[执行] 即可。
2 如果要检查设定的详细项目,可在上述图中选[选择]软键,则出现如下画面:第一组:和时间常数相关的参数:第二组:何自动加减速相关的参数。
以上两组参数可以单独修改,也可以每组按标准参数初始化设定。
设定效果:3 注意点:需要使用G5.1Q1配合,参数设定才能得到更好的加工性能。
如果加工模具,还需要使用SERVO GUIDE进行调整,对于特定的机床,有些参数还需要手动修改,比如:加减速时间常数(快速,切削进给),对于大型的机床,或者机械刚性较差的机床,必须适当加大时间常数的设定。
数字伺服参数设定、主要参数调整及维修中国机电设备与维修改造技术协会 & 北京蓝拓机电设备有限公司2005年7月维修培训班讲义 撰写 宋松 目录 1.伺服参数的设置................................................................................................................6 1-1. 数字伺服框图及工作原理.........................................................................................6 1-2. 与数字伺服相关的参数.............................................................................................8 1-3. 数字伺服画面调用 (12)对于 Series 0-C/0D ..................................................................................................12 对于 Series 15-A/B, 15i ..........................................................................................12 对于 Series 16, 18, 20, 21.....................................................................................12 1-4 数字伺服参数的初始化设置 (14)2. 维修过程中主要伺服参数的调整.................................................................................21 2-1停止时震荡相关调整参数.........................................................................................21 2-1-1. 开通速度环的比例增益高速处理有效..........................................................21 2-1-2. 使用250µs 加速反馈功能 (22)2-1-3. 改变停止时的比例增益...................................................................................22 2-1-4. 使用N 脉冲抑制功能.......................................................................................23 2-1-5. 若有低频波动,增加负载惯量比...................................................................24 2-1-6. 将负载惯量比恢复到初始值(选择电机规格号后,系统自动设定的值) (24)2-1-7. 不断增加速度环的比例增益(PK2V )........................................................24 2-1-8. 降低位置环增益................................................................................................24 2-2 运动中震荡相关调整,参数....................................................................................25 2-2-1. TCMD 转矩指令过滤器....................................................................................26 2-2-2. 采用双位置环控制(受功能参数限制)......................................................27 2-2-3. 振动抑制功能....................................................................................................29 2-2-4. 采用机械速度反馈功能...................................................................................31 2-2-5. 精加、减速功能有效........................................................................................32 2-3全闭环运动中震荡相关调整参数............................................................................34 2-3-1.按静止时的振荡调整.......................................................................................34 2-3-2.双位置环反馈功能...........................................................................................34 2-3-3.使机械速度反馈功能有效(参见上一节).................................................34 2-3-4.降低位置环增益...............................................................................................34 2-4累计进给......................................................................................................................35 2-4-1. 若无超调............................................................................................................35 2-4-2. 取消超调............................................................................................................35 2-4-3. 使PI 控制有效,增加速度环增益(PK1V )..............................................35 2-4-4. 调整速度环积分增益........................................................................................35 2-5 超调时相关调整参数................................................................................................36 2-5-1.使PI 控制有效.................................................................................................36 2-5-2.增加负载惯量比...............................................................................................40 2-5-3.使超调抑制功能有效,调整速度环增益(PK3V ). (40)北京蓝拓培训文件维修培训班讲义 撰写 宋松 2-5-4.删掉第3步中的设定值,只调整速度环的增益(PK3V )......................40 2-5-5.超调抑制功能2有效.. (41)3.IB/IC/18I 系列FSSB 的设置........................................................................................42 3-1概述..............................................................................................................................42 3-2.手工设定1...............................................................................................................43 3-3 自动设定.....................................................................................................................44 3-3-1. 在放大器设定画面。
FANUC数字伺服系统的调整通常情况下,数字伺服的调整应通过数控系统进行,数字伺服的调整可分为初始化与动态性能调整两部分。
1.FANUC数字伺服的初始化当数控系统的伺服驱动更换,或因为更换电池等原因,使伺服参数出现错误时,必须对伺服系统进行初始化处理与重新调整。
数字伺服的初始化步骤如下。
(1)初始化的准备在初始化数字伺服前,应首先确认以下基本数据,以便进行初始化工作。
1)数控系统的型号。
2)伺服电动机的型号、规格、电动机代码。
3)电动机内装的脉冲编码器的型号、规格。
4)伺服系统是否使用外部位置检测器件,如使用,需要确认其规格型号。
5)电动机每转对应的工作台移动距离。
6)机床的检测单位。
7)数控系统的指令单位。
(2)初始化的步骤数字伺服的初始化按以下步骤进行:1)使数控系统处在“紧停”状态。
2)设定系统的参数写入为“允许”状态。
3)操作系统,显示伺服参数画面。
对于不同的系统,其操作方法有所区别,具体如下:对于FANUC 0C系统,操作步骤为:①将机床参数PRM389 bit0设定为“1”,使伺服参数页面可以在CRT上显示。
②关机,使PRM389 bit0的设定生效。
③通过按系统操作面板上的“PARAM”(参数显示)键(按键可能需要数次,或直接通过系统显示的“软功能键”进行选择),直到出现图5-18所示的页面显示。
对于FANUC l5系列系统:按“SERVICE”键数次,直到出现图5-18所示的页面显示;对于FANUC l6/18/20/21系列系统,操作步骤为:①将机床参数PRM3111 bit0设定为“1”,使伺服参数页面可以在CRT上显示。
②关机,使PRM3111 bit0的设定生效。
③按“SYSTEM”键,选择“系统”显示页面。
④按次序依次操作“软功能键”〖SYSTEM〗→〖>〗→〖SV-PRM〗,使图5-18所示的页面显示。
图5-18 数字伺服初始化页面4)根据系统的要求设定伺服系统的指令单位(INITIAL SET BITS的bit0);设定初始化参数(INITIAL SET BITS的bitl)为初始化方式(见表5-17)。
5)根据所使用的电动机,输入电动机代码参数“Motor ID No”。
6)根据电动机的编码器输出脉冲数,设定编码器参数AMR,在通常情况下,使用串行口脉冲编码器时,AMR设定为00000000。
7)根据机床的机械传动系统设计,设定指令脉冲倍乘比CMR。
8)根据机床的机械传动系统设计与使用的编码器脉冲数,设定伺服系统的“电子齿轮比”参数“Feed gear”的N/M的值。
9)设定电动机转向参数“DIRECTION Set”,正转时为111,反转时为-111。
10)设定伺服系统的速度反馈脉冲数“Velocity Pulse No” 与位置反馈脉冲数“Position Pulse No”。
在通常情况下,对于半闭环系统,可以按表5-17进行设定;当采用全闭环系统时,设定参数有所区别,可参见有关手册进行,在此从略。
表5-17 速度/位置反馈脉冲数的设定表指令单位设定INITIAL SET BITS bit 0=0 INITIAL SET BITS bit 0=1初始化位INITIAL SET BITS bit l=0 INITIAL SET BITS bit l=1V elocity Pulse NO 8192 819P osition Pulse NO 12500 125011)根据编码器脉冲数、丝杠螺距、减速比等参数设定伺服系统的参考计数器容量“Ref counter”。
12)关机,再次开机。
2.FANUC数字伺服的参数调整与动态优化当数字伺服参数设定错误时,将发生数字伺服报警,这时必须调整参数。
报警的内容与原因以及应调整的参数见表5-18。
表5-18 数字伺服参数报警及调整上览表报警内容报警原因应调整的参数FANUC0C FANUC 15 FANUC16/18/20/21POAl(观察器)溢出POAI参数被设定为08*47 1857 2047N脉冲抑制电平溢出N脉冲抑制参数设定太大8*03 1808 2003前馈参数溢出前馈参数超过了327678*68 1961 2068 位置增益溢出位置增益参数设定太大517 1825 1825位置反馈脉冲数溢出位置反馈脉冲数大于131008*00 1804 2000电动机代码不正确电动机代码设定错误8*20 1874 2020轴选择错误坐标轴设定错误269~274 1023 1023其他报警位置反馈脉冲数≤0 8*24 1891 2024速度反馈脉冲数≤8*23 1876 2023旋转方向=0 8*22 1879 2022电子齿轮比设定(N/M)≤08*84/8*85 1977/1978 2084/2085 电子齿轮比(N/M)>18*84/8*85 1977/1978 2084/2085(1)数字伺服的功能概述FANUC 数字伺服采用了部分新型的控制功能,它用于调整伺服系统的动态特性,这些功能包括:1)停止时的振荡抑制功能(N脉冲抑制功能)。
N脉冲抑制功能的作用是消除停止时的振荡。
由于伺服系统采用了闭环控制,当电动机不转时,当速度反馈出现很小的偏移时,经过速度环的放大,就可能引起电动机的振荡。
使用N脉冲抑制功能,可能在电动机停止时,从速度环比例增益中消除速度反馈脉冲的偏移量,避免电动机停止时的振荡。
2)机械谐振抑制功能。
在FANUC数字伺服中,用于机械谐振抑制的功能主要有:250µs加速反馈功能、机械速度反馈功能、观察器功能、转矩指令滤波功能、双位置反馈功能等。
250µs加速反馈功能是利用电动机的速度反馈信号乘以加速反馈增益,实现对转矩的补偿,从而对速度环的振荡进行抑制的功能,它对由于弹性联轴器联结或负载惯量的原因引起的50~150Hz的振荡具有抑制作用。
机械速度反馈功能可以在电动机与机床间连接刚性不足时,将机床本身的速度反馈加入速度环中,从而提高速度环的稳定性。
观察器功能用于消除机械系统的高频谐振干扰,提高速度环的稳定性。
在数字伺服系统中,控制系统的状态变量为速度与扰动转矩,观察器的功能是将预测的速度状态变量用于反馈。
由于观察器预测的速度量中无实际速度的高频分量,因此,利用本功能可以消除速度环的高频振荡。
转矩滤波器的作用是对转矩指令进行低通滤波,消除转矩指令中的高频分量,从而抑制机械系统的高频谐振。
双位置反馈功能用于全闭环系统,它可以使全闭环系统获得与半闭环系统同样的稳定性。
3)超调补偿功能。
超调补偿功能是通过数字伺服系统的不完全积分器,使得系统的转矩指令满足起动转矩指令TCMDl>静摩擦转矩>动摩擦转矩>停止时的转矩指令TCMD2的关系式,从而消除了系统的超调。
4)形状误差抑制功能。
在FANUC 数字伺服中,用于抑制形状误差的功能主要有位置前馈、反向间隙加速两种功能。
位置前馈是通过前馈控制,提高了系统的动态响应速度,从而减小系统的位置跟随误差,抑制加工的形状误差的功能。
反向间隙加速是通过提高系统反向间隙补偿速度,减小了由于机械系统间隙引起的位置滞后,从而抑制加工的形状误差的功能。
通过合理充分利用上述功能,选择合理的伺服参数,可以使伺服系统获得最佳的静、动态性能。
(2)数字伺服的参数调整当数字伺服参数设定不合适时,伺服系统的动态性能将变差,严重时甚至会使系统产生振荡与超调,这时必须进行参数的调整与优化。
对于不同的故障,伺服系统参数的调整与优化步骤如下。
1)停止时发生振荡。
伺服系统停止时可能发生的振荡有高频振荡与低频振荡两种,对于停止时的振荡,参数调整的步骤与内容见表5-19。
表5-19 数字伺服参数调整一览表1现象处理应调整的参数FANUC 0C FANUC 15 FANUC16/18/20/21高频振荡1.降低速度环比例增益(PK2V)8*44 1856 20442.降低负载惯量比8*21 1875 2021 3.使用250µs加速功能8*66 1894 2066 4.使用N脉冲抑制功能8*03 1808 2003低频振荡5.提高负载惯量比8*21 1875 2021 6.降低速度环积分增益(PKlV)8*43 1855 2043 7.提高速度环比例增益(PK2V)8*44 1856 20442)移动时发生振荡。
伺服系统移动时可能发生的振荡,亦有高频振荡与低频振荡两种,对于移动时的振荡,参数调整的步骤与内容见表5-20。
表5-20 数字伺服参数调整一览表2现象处理应调整的参数FANUC 0C FANUC 15 FANUC16/18/20/21高频振荡1.降低速度环比例增益(PK2V)8*44 1856 2044 2.降低负载惯量比8*21 1875 2021 3.使用250µs加速功能8*66 1894 2066低频振荡4.提高负载惯量比8*21 1875 2021 5.降低速度环积分增益(PKlV)8*43 1855 2043 6.提高速度环比例增益(PK2V)8*44 1856 2044 7.调整TCMD波形应使用调整板进行3)超调。
对于伺服系统移动时超调,参数调整的步骤与内容见表5-21。
表5-21 数字伺服参数调整一览表3现象处理应调整的参数FANUC 0C FANUC 15 FANUC16/18/20/21超调1.使PI控制生效(PIEN) 8*03 1808 2003 2.提高负载惯量比8*21 1875 2021 3.使用超调抑制功能8*03/8*45/8*77 1808/1875/1970 2003/2045/2077 4.提高速度环不完全积分增益(PK3V)8*45 1875 2045 5.调整TCMD波形应使用调整板进行4)出现圆弧插补象限过渡过冲现象。
对于伺服系统圆弧插补象限过渡过冲现象,参数调整的步骤与内容见表5-22。
表5-22 数字伺服参数调整一览表4现象处理应调整的参数FANUC 0C FANUC 15 FANUC16/18/20/21圆弧插补象限过渡过冲1.使PI控制生效(PIEN) 8*03 1808 2003 2.调整反向间隙值535 1851 1851 3.使用反向间隙加速功能8*03 1808 2003 4.使用两级反向间隙加速功能——1957 2015 5.调整VCMD波形应使用调整板进行FANUC 0i数控机床半闭环消除振荡的方法首先应分析振荡大概的频率,如果是断续的,有规律的我们称之为低频振荡,频率在100-400Hz时称之为高频振荡。
低频振荡时:(1)降低位置环增益,参数为1825,标准设为3000(2)降低负载惯量比,参数为2021,一般设定在%70以下(3)加入比例积分(PI)控制,参数为2003#3,设为1,使PI控制使能(4)适当增加速度积分增益,参数2043高频振荡时:(1)使250us加速度反馈功能,此功能使对速度环反馈的一种补偿功能,由于机床的传动环节导致弹性变形,或是负载的惯量折合倒电机轴上后与电动机的转子惯量相比较大时,就会产生振荡。