不锈钢盒形件与椭圆筒形件拉伸模设计
- 格式:doc
- 大小:76.50 KB
- 文档页数:3


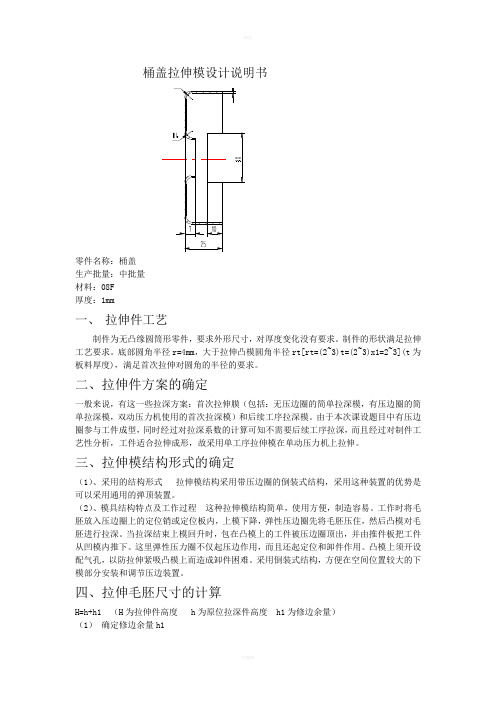
桶盖拉伸模设计说明书零件名称:桶盖生产批量:中批量材料:08F厚度:1mm一、拉伸件工艺制件为无凸缘圆筒形零件,要求外形尺寸,对厚度变化没有要求。
制件的形状满足拉伸工艺要求。
底部圆角半径r=4mm,大于拉伸凸模圆角半径rt[rt=(2~3)t=(2~3)x1=2~3](t为板料厚度),满足首次拉伸对圆角的半径的要求。
二、拉伸件方案的确定一般来说,有这一些拉深方案:首次拉伸膜(包括:无压边圈的简单拉深模,有压边圈的简单拉深模,双动压力机使用的首次拉深模)和后续工序拉深模。
由于本次课设题目中有压边圈参与工件成型,同时经过对拉深系数的计算可知不需要后续工序拉深,而且经过对制件工艺性分析,工件适合拉伸成形,故采用单工序拉伸模在单动压力机上拉伸。
三、拉伸模结构形式的确定(1)、采用的结构形式拉伸模结构采用带压边圈的倒装式结构,采用这种装置的优势是可以采用通用的弹顶装置。
(2)、模具结构特点及工作过程这种拉伸模结构简单,使用方便,制造容易。
工作时将毛胚放入压边圈上的定位销或定位板内,上模下降,弹性压边圈先将毛胚压住,然后凸模对毛胚进行拉深。
当拉深结束上模回升时,包在凸模上的工件被压边圈顶出,并由推件板把工件从凹模内推下。
这里弹性压力圈不仅起压边作用,而且还起定位和卸件作用。
凸模上须开设配气孔,以防拉伸紧吸凸模上而造成卸件困难。
采用倒装式结构,方便在空间位置较大的下模部分安装和调节压边装置。
四、拉伸毛胚尺寸的计算H=h+h1 (H为拉伸件高度 h为原位拉深件高度 h1为修边余量)(1)确定修边余量h1该件h=25,d=80所以h1=h/d=25/80=0.3125因为h1<料厚(1mm)故该件在拉深时不需要修边余量(2)计算毛胚直径因为板料厚为1mm,故用中线尺寸计算。
D=(d2+4Hd-1.72dr-0.57r2)1/2= ( 802+4x79x25-1.72x79x4-0.57x42)1/2=116.5691211式中 D为拉伸件毛胚尺寸,mmr为拉伸件底部圆角半径,mm毛胚圆孔直径:d2=23-2x(7-0.43x4-0.72x1)=13.88(3)拉伸系数与拉伸次数的确定1)拉伸系数的确定工件总的拉伸系数为m总=d/D=79/116.5691211=0.677712) 拉伸次数的确定毛胚相对厚度为t/D=1/116.5691211x100%=0.85786%查《冲压工艺与模具设计》,首次拉伸的极限拉伸系数m=0.54因为 m总=0.67771所以 m>m总所以工件可一次拉伸成形(4)拉伸力的计算拉伸所需要的压力:P总=P拉+P压P拉=3.14x432dtK=3.14x432x79x1x0.6=38.578P 压=Ap=3.14(116.56912112-802)x3/4=17.303 P总=39+17=56式中 P拉为拉深力,NP压为压深力,NK为修正系数一般为0.5~0.8432为拉深件材料的抗拉强度,MPaA为有效边面积,mm2P为单位压边力,MPa,查《冲压工艺与模具设计》取p=3MPa五、拉伸模零件的设计(1)凹、凸模间隙的计算Z=1.05t=1.05x1=1.05(2)凹、凸模的圆角半径的计算1)凹模的圆角半径r a,一般来说,大的r a可以降低拉伸系数,还可以提高拉伸件的质量,所以r a迎尽可能取大些。

不锈钢拉伸模设计要点学习不锈钢拉伸模设计这么久,今天来说说关键要点。
首先我理解,不锈钢这种材料有自己独特的性质,强度高韧性好。
这就决定了在拉伸模设计的时候,模具的材料得够硬。
我之前老是想不明白为什么有的模具用一段时间就不行了,后来才总结出就是因为一开始没选对模具材料。
就像你拿个很单薄的塑料铲子想去挖硬土一样,肯定没几下就坏了。
所以啊,像铬钼合金钢这种硬度比较高的材料就比较适合用来做不锈钢拉伸模的材料。
模具的间隙也超级重要。
这个间隙的大小可是很有讲究的。
我之前记错了这个参数,结果做出的拉伸件不是拉破了就是起皱了。
不锈钢的延展性虽然还可以,但是没调好间隙,它也没法完美的成型。
我总结这个间隙啊,得根据不锈钢的厚度来,一般来说是不锈钢板厚度的10%到20%之间。
打个比方,就像我们穿鞋子,鞋子太大就容易不跟脚(就好比拉伸件起皱),鞋子太小又会挤脚(类似拉伸件拉破)。
对了还有个要点,拉伸模的圆角半径。
这个圆角如果设计不好,很容易让不锈钢在拉伸过程中应力集中,从而出现破裂等问题。
我理解这个圆角半径应该是要根据每个拉伸件的具体形状和拉伸的深度等因素综合设计的。
我就碰到过一个比较大深度的拉伸件的设计,一开始不管怎么调试模具,拉伸件底部老是破裂,后来我就着重调整了圆角半径,才解决这个问题。
还有脱模的设计也不能疏忽。
不锈钢相比一些软质材料,摩擦力比较大,如果脱模设计的不好,拉伸件就很难顺利从模具里取出来。
我之前就想当然地按照设计普通材料模具的脱模方式来做不锈钢拉伸模的脱模设计,结果就耽误了不少时间。
现在我总结就是要考虑加一些脱模斜度或者脱模剂等辅助脱模的设计。
学习资料的话,我觉得《冲压模具设计手册》就很不错,里面有很多关于拉伸模具的通用知识,也有一些不锈钢拉伸模具设计的相关要点。
还有一些行业的论坛也很有用,像“模具之家”论坛,能跟一些有经验的老师傅交流他们在实际设计不锈钢拉伸模中的心得,那可真的是能让自己少走很多弯路啊!我自己还一直在学习,感觉很多知识都是要不断在实践中才能掌握得更好的。

不锈钢器皿的深拉伸工艺与模具设计摘要:不锈钢器皿在我国日常生活中有着诸多应用,特别是随着我国机械制造业不断发展,不锈钢器皿依靠其诸多优势在我国市场上站稳脚跟。
可以说,不锈钢器皿是劳动智慧与科学工艺发展共同结合的结果,在实际应用的过程中有着诸多优势。
在进行不锈钢器皿生产的过程中,需要经历诸多生产阶段,其中最为常见的生产工艺就是深拉伸工艺。
不锈钢在形成器皿的过程中,需要通过科学的模具辅助深拉伸工艺的实施与应用,进而实现不锈钢器皿的生产。
在长期的生产与加工中,不锈钢器皿由于其富有个性、节能环保等应用备受群众的喜爱。
因此,如果进一步优化不锈钢器皿的深拉伸工艺就成为诸多不锈钢器皿制造企业当前工作的主要目标。
所以,本文主要针对不锈钢器皿深拉伸工艺展开研究,并对模具的设计进行分析。
关键词:机械制造;模具设计;冲压形成不锈钢器皿是其他材质器皿的主要替代品,由于其较高的安全性及群众消费理念的变化,不锈钢器皿在当前市场上所占有的份额比重较大,在一定程度上取代了很多其他材质的器皿。
不论是在国内还是在国外,不锈钢器皿市场潜力巨大,很多企业均在通过优化工艺展开市场份额的抢占工作。
其中,深拉伸工艺就是不锈钢器皿在生产过程中需要应用到工艺技术之一,在目前的器皿生产中占有较大的比重。
1拉伸工艺的具体设计1.1毛坯尺寸计算在本次研究中,主要以不锈钢材质的琴音叫盖水壶作为研究对象。
不锈钢琴音叫盖水壶的主要材质是SUS304 2B钢材,是目前市场上较为常见的可食用级钢材之一。
琴音叫盖水壶在日常生活中的应用较多,在水烧开后,由于水蒸气的压力作用,就会使壶盖发出琴音,提醒使用者水已经烧开。
在实际生产的过程中,叫盖水壶的壁厚厚度为0.7mm在进行生产的过程中需要涉及到两次深拉伸,深拉伸的计算公式为d= d2f-4dh+1.72dR+0.65R2-1.72dr-0.56r2(1)。
其中,df=172.5mm,d=152.5mm,h=203mm,R=r=4.5mm。
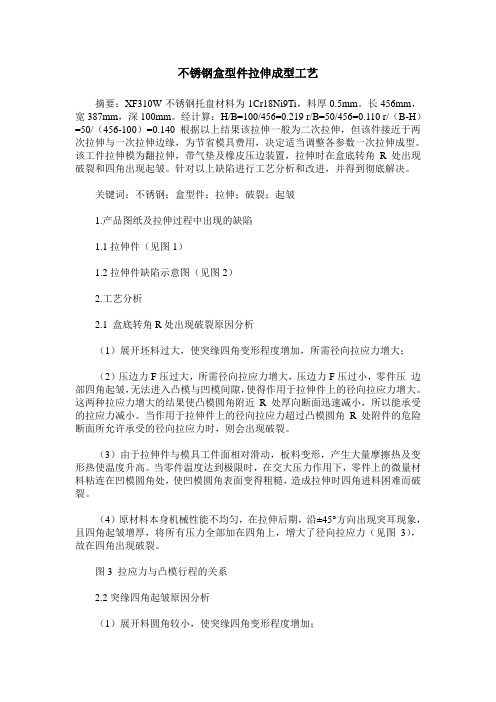
不锈钢盒型件拉伸成型工艺摘要:XF310W不锈钢托盘材料为1Cr18Ni9Ti,料厚0.5mm。
长456mm,宽387mm,深100mm。
经计算:H/B=100/456=0.219 r/B=50/456=0.110 r/(B-H)=50/(456-100)=0.140根据以上结果该拉伸一般为二次拉伸,但该件接近于两次拉伸与一次拉伸边缘,为节省模具费用,决定适当调整各参数一次拉伸成型。
该工件拉伸模为翻拉伸,带气垫及橡皮压边装置,拉伸时在盒底转角R处出现破裂和四角出现起皱。
针对以上缺陷进行工艺分析和改进,并得到彻底解决。
关键词:不锈钢;盒型件;拉伸;破裂;起皱1.产品图纸及拉伸过程中出现的缺陷1.1拉伸件(见图1)1.2拉伸件缺陷示意图(见图2)2.工艺分析2.1 盒底转角R处出现破裂原因分析(1)展开坯料过大,使突缘四角变形程度增加,所需径向拉应力增大;(2)压边力F压过大,所需径向拉应力增大,压边力F压过小,零件压边部四角起皱,无法进入凸模与凹模间隙,使得作用于拉伸件上的径向拉应力增大。
这两种拉应力增大的结果使凸模圆角附近R处厚向断面迅速减小,所以能承受的拉应力减小。
当作用于拉伸件上的径向拉应力超过凸模圆角R处附件的危险断面所允许承受的径向拉应力时,则会出现破裂。
(3)由于拉伸件与模具工件面相对滑动,板料变形,产生大量摩擦热及变形热使温度升高。
当零件温度达到极限时,在交大压力作用下,零件上的微量材料粘连在凹模圆角处,使凹模圆角表面变得粗糙,造成拉伸时四角进料困难而破裂。
(4)原材料本身机械性能不均匀,在拉伸后期,沿±45°方向出现突耳现象,且四角起皱增厚,将所有压力全部加在四角上,增大了径向拉应力(见图3),故在四角出现破裂。
图3 拉应力与凸模行程的关系2.2突缘四角起皱原因分析(1)展开料圆角较小,使突缘四角变形程度增加;(2)压边力F压过小,当突缘切向超过材料的临界压应力,就会产生塑形失稳起皱,此时需增加压边力,即增加径向拉应力,但随DW不断减小,t增大,使t/(DW-dp)增大,从而提高抗失稳能力,(见图4):图4:压边力与拉伸力的对应关系1、凹模2、压边圈3、凸模dp—凸模直径DW—压边部分四角外径D0—毛坯圆角等效直径(3)突缘四角是否起皱与圆角RW相对厚度t/(DW-dp)有关,初始拉伸,随着切向压应力不断增大,使失稳起皱呈上升趋势。
不锈钢薄板深拉伸成型工艺及模具设计伴随我国工业领域的快速发展,许多行业如汽车、电子、化工、石油等对不锈钢的应用性能提出更高的要求。
如不锈钢薄板,其作为部分产品关键零件,加工难度较大,需引入有效的加工工艺与设计方法,在加工效率提高的同时保证产品质量。
本次研究将对不锈钢薄板深拉伸成型工艺、模具设计思路以及不锈钢薄板深拉伸成型工艺与模具设计其他注意事项进行分析。
标签:不锈钢薄板;深拉伸成型工艺;模具设计前言:作为当前工业领域中常用的材料,不锈钢材料本身在工艺性能、使用性能上都有一定的优势。
本次研究中主要选择由不锈钢薄板构成的套筒为对象,不锈钢材料为06Cr19Ni10奥氏体型不锈钢,有低温韧性、可塑性、耐腐蚀性等优势,但值得注意的是做套筒加工中,若直接以传统数控加工方式为主,将面临加工难度大、费时费力等问题,此时便可考虑引入拉伸模模具成型方法,可使加工质量得以保证。
因此,本文对不锈钢薄板深拉伸成型工艺与模具设计研究,具有十分重要的意义。
1不锈钢薄板深拉伸成型工艺1.1研究对象本次研究中所选取对象为薄壁厚度为0.3mm的深型腔结构,其深度、内径比控制为2:3。
因壁厚过薄不适合采用精铸或直接数控加工,可能会导致型腔变形,且不利于大批量生产。
1.2工艺方案选择深拉伸工艺应用下,要求圆筒形件在拉伸系数、毛坯尺寸上合理控制,且保工序尺寸满足拉伸模设计要求。
以圆筒形件拉伸规律为依据,且选择拉伸面积相等为条件,进行套筒拉伸毛坯尺寸的确定,可为Φ54mm。
同时对压边圈下圆筒形拉伸件拉伸系数确定,具体确定中一般需借助相关的公式,如毛坯尺寸、工件直径、总拉伸系数分别以D、d、m表示,第1次与第n次拉伸时拉伸件直径分别以d1、dn表示,第1次与第n次拉伸系数分别以m1、mn表示,则有m=d/D=15.3/54=0.283;m1=d1/D;m2=d2/d1;mn=dn/dn-1。
由于本次研究所选取加工件需经过四次拉伸,所以需做四次拉伸系数计算,确保拉伸系数滿足加工要求。
目录摘要 (2)第1章、绪论 (4)1.1 冲压模具的历史和背景 (4)1.2 设计目的及意义 (5)1.3 目前发展状况 (6)1.4 主要设计容 (13)第2章、基础理论分析 (14)2.1 冲压工艺介绍 (14)2.2 拉深件类型 (15)2.3 筒形件的拉伸变形分析 (16)2.4 拉深成形过程中出现的问题及防止措施 (17)2.4.1 起皱 (17)2.4.2拉裂 (18)2.5 拉深系数的计算 (19)2.5.1、拉深系数 (19)2.5.2影响极限拉深系数的因素 (19)2.6 拉深次数及工序尺寸计算 (20)2.6.1 拉深次数的确定 (20)2.6.2各次拉深工序件尺寸的确定 (20)2.7 圆筒形件拉深的压边力与拉深力 (21)2.7.1.压边力 (21)2.7.2拉深力 (21)2.7.3公称压力 (22)2.8 拉深工艺的辅助工序 (22)第3章、工艺分析 (24)3.1 筒形件工艺分析 (24)3.2 计算毛坯直径D (25)3.3 判断拉伸次数 (26)3.4 压边力的计算 (26)3.5 拉伸力的计算 (27)3.6 公称压力的计算 (27)第4章、模具工作部分尺寸的计算 (28)4.1 拉伸模的间隙 (28)4.2 拉伸模的圆角半径 (29)4.2.1凹模的圆角半径 (29)4.2.2凸模圆角半径 (29)4.3 凹凸模工作部分的尺寸和公差 (30)4.4 模具的总体设计 (33)4.5 卸料装备的选择 (34)4.6 压力机的选择 (35)总结 (36)致 (37)参考文献 (38)摘要本文介绍了筒形件模具设计,并且介绍了筒形件拉伸模具设计的全部过程。
对拉伸模具设计进行了全面的介绍和分析,并且在此基础上进行了模具的设计,设计的主要容包括工艺性分析拟定零件的工艺方案及模具结构,计算工具压力选取压力机及确定压力中心,确定模具结构及绘制模具总装配图,凹凸模公差的计算及半径的确定,确定各主要零件的尺寸,设计并绘制总图,绘制部分非标准零件图等一系列工作。
盒型件多次减薄拉伸模具设计方案及流程引言:盒型件多次减薄拉伸模具设计是在工业生产中常见的一项工艺,它可以用于制造各种盒型产品,如电子产品外壳、食品包装盒等。
本文将介绍盒型件多次减薄拉伸模具的设计方案及流程,以帮助读者了解该工艺的基本原理和操作步骤。
一、设计方案1. 确定产品要求:首先,需要明确盒型件的尺寸、形状和材料要求,以及产品的使用环境和功能需求。
这些信息将对模具的设计和材料选择起到重要的指导作用。
2. 模具结构设计:根据产品要求,设计模具的结构。
模具通常由上模、下模和抽芯组成。
上模和下模负责形成产品的外形,而抽芯则用于形成产品的内部结构。
3. 材料选择:根据产品要求和模具结构设计,选择适合的模具材料。
常用的模具材料有工具钢、合金钢等。
材料的选择应考虑到模具的使用寿命、耐磨性和加工性能等因素。
4. 模具加工工艺:确定模具的加工工艺,包括模具的加工方法、加工顺序和加工设备的选择。
模具加工的质量和精度将直接影响到产品的质量和尺寸精度。
二、设计流程1. 模具设计:根据产品要求和模具结构设计,进行模具的详细设计。
设计过程中需要考虑模具的尺寸、结构、配合间隙等因素,并进行合理的优化设计。
2. 模具制造:根据模具设计图纸,进行模具的制造。
制造过程包括材料采购、加工、热处理和装配等环节。
制造过程中需要保证模具的精度和质量。
3. 模具调试:完成模具制造后,进行模具的调试。
调试过程中需要检查模具的各个部件是否正常运行,是否满足产品的要求。
如有问题,需要进行相应的调整和修正。
4. 试模生产:模具调试完成后,进行试模生产。
通过试模生产可以验证模具的性能和稳定性,同时也可以对产品进行初步的检验和评估。
5. 优化改进:根据试模生产的结果和产品的实际需求,对模具进行优化改进。
优化改进的目标是提高产品的质量和生产效率,降低生产成本。
结论:盒型件多次减薄拉伸模具设计是一项复杂而重要的工艺,它对产品的质量和生产效率有着直接的影响。
不锈钢盒形件与椭圆筒形件拉伸模设计
介绍了在单动液压机上拉伸椭圆筒形件与不锈钢盒形件的模具的结构,采用液压压边装置有效地解决了恒定压边力问题,保证了拉伸件的质量。
1 零件分析
椭圆筒形件如图1 所示, 不锈钢盒形件如图2所示。
图1 所示零件材料为08Al , 厚度为2mm ,尺寸精度和表面质量要求较高, 多台阶结构复杂, 冲压难度大,需经数次拉伸成形。
简要工艺分析如下:
(1) 下料尺寸为Ø221mm。
(2) 第1 次拉伸成圆筒形。
(3) 第2 次拉伸成椭圆形。
(4) 第3 次拉伸成Ø70mm ,并保持一定高度的
椭圆部分。
(5) 第4 次拉伸成Ø35mm。
(6) 第5 次拉伸成Ø32mm。
(7) 第6 次拉伸成Ø30. 5mm。
(8) 整形肩部。
(9) 整形凸缘部。
图2 所示盒形件材料为Cr18Ni9Ti , 厚度为1mm。
该零件为高档车排挡杆防尘罩, 由于处于显眼部位, 所以表面质量要求很高, 不允许有皱纹出现。
首先计算盒形件的表面积,画出展开尺寸图,然后计算盒形件的变形量, 确定能否一次拉伸成形。
通过计算可以一次拉伸成形, 下料尺寸为285mm ×285mm。
为增大角部的拉伸系数,采用了剪角处理。
2 模具设计
根据以上两个零件的特点, 不能选择大型双动机床进行拉伸,而我单位又没有小型双动机床,故只能在1 000kN 单动液压机上进行拉伸。
拉伸模具也只能按1 000kN 机床设计, 模具结构的选择是问题的关键,主要考虑压边问题,方案有两种:
(1) 橡胶压边和弹簧压边。
(2) 具有独特结构的恒压边力压边装置。
第1 种压边效果太差,在拉伸过程中,开始压边力最小, 拉伸过程中压边力呈线性上升, 冲压终了压边力最大(如图3 曲线1、2 所示) 。
(模具人才网网址:)这样对拉伸变形极为不利, 开始时易产生起皱, 最后又可能造成工件局部拉薄甚至开裂, 工件废品率高, 表面质量差,此种方案达不到客户要求。
压边力的大小对冲压质量极为重要, 根据变形要求, 在拉伸变形的开始阶段(即变形量15 %左右) , 压边力应达到最大值, 以后逐渐降低到最小值(如图3 曲线4 所示) 。
这是理论上的要求,在实际中很难达到这一要求, 而一般采用恒定的压边力效果较好(如图3 曲线3 所示) , 第2 种方案正是基于这一要求而设计。
此主题相关图片如下:
3 模具结构及工作过程
模具结构如图4 所示,由于两工件结构不同,因此凹模、凸模、压边圈的形状尺寸不同, 但它们可以使用同1 副模架,即除上述3 种零件不同外,其余零部件均相同, 当压制不同的工件时, 在原模架基础上更换上述3 种零件即可。
这样, 模具结构大大简化,成本降低。
拉伸工件时压力机滑块下移, 凹模随之向下运动, 当凹模与压边圈接触时, 压边圈迫于推杆和顶出缸活塞杆的作用产生压边力, 使凹模与压边圈紧紧压住板料。
当凹模继续向下运动, 一方面凸模使板料拉伸变形, 另一方面压边力始终以恒定的压力压住板料的凸缘处, 防止板料起皱, 控制流动阻力。
(模具人才网网址:)同时又使板料沿压紧面滑动, 使拉伸工作顺利进行。
压边力的大小由顶出缸回路的溢流阀控制回油压力, 通过试模调整好所需的压力, 在以后的工作中压边力始终会保持一定, 如此便达到压边力恒定的目的。
拉伸结束,滑块上移,凹模便与压边圈分开, 工件由卸料装置弹出, 一个拉伸工作循环即可完成。
此主题相关图片如下:
4 结束语
通过数千次的拉伸实践证明,模具结构紧凑,刚性好, 效率高, 操作方便, 拉伸件的质量完全符合要求,但应注意的是:
(1) 推杆与顶出缸活塞杆的接触面应以曲面接触( R 150mm) ,以保证中心自动对正,防止偏移载荷。
(2) 凸模支撑杆应有足够的强度和刚度,防止纵向变形影响压边圈的上、下滑动。
(模具人才网网址:)
(3) 凹模与压边圈的材料最好选用MoV 铸铁,这对拉伸不锈钢件尤为重要。
实践证明,该材料在防止拉伤,减小板料流动阻力等方面具有独特的效果。
(4) 压边面应有足够的接触面,通过研磨使其着色面积不小于80 %。