注塑件外观缺陷图片及原因分析与影响
- 格式:ppt
- 大小:18.07 MB
- 文档页数:34


注塑件常见缺陷分析1.毛边:项目原因分析及解决方式1)射出机合模力不足,或单向受力填充时射出压力大于合模力,造成溢胶调整射出条件2)射出压力,射出量太大过分饱和填充调整射出条件3)模具合模不紧密,或有杂物模具制造偏差间隙太大重新合模4)模具分模面有下陷或塌角异物压制或磨损补焊或降面5)滑块或斜梢未完全回位顶出系统卡死,回不到底,压异物实配活动部位,清除异物,更换弹簧6)塑胶温度过高调机不当降低加热温度至合适温度7)模板变形弯曲模具强度不够;超过使用寿命校正,研磨,更换模板2.缩水:项目原因分析及解决方式1)射出压力不足,产品填充不足调机不当调整射出条件2)产品肉厚不均设计不当,内应力产生尽量按设计原则更改设计3)产品肉太厚设计不当,难于泠却,则更改设计,辅助射出成型4)模具泠却不均,模具水路分布不均,水路调节不均或接错,则更改设计,按水路图运水3.气泡项目原因分析及解决方式1)原料含水份,溶剂或易挥发物塑胶未充分干燥烘干充分2)塑料温度太高或变热时间太长,已降聚或分解调机不当降温,保温3)注射压力太小调机不当适当加压4)注射柱塞退回太早调机不当保压5)模具温度太低塑胶温度降太快模具加到合适温度6)注射速度太快调机不当温度,速度,压力三要素调整7)在料筒加料端混入空气熔胶中混入空气余料射空,下料均匀4.凹痕项目原因分析及解决方式1)流道浇口太小料流速度太快浇口适当加大2)塑件太厚或厚薄县殊收缩后产品产生内应力更改设计3)浇口位置不适当料流不顺畅移到肉厚适当处4)注射及保压时间太短调机不当调整射出条件5)加料量不够调机不当调整射出条件6)料筒温度太高调机不当调整射出条件7)注射压力太小调机不当调整射出条件8)注射速度太慢调机不当调整射出条件9)模面受损外力受伤修模整理5.溶接痕项目原因分析及解决方式1)塑料温度太低调机不当调整射出条件2)浇口太多模具设计不当取消部分浇口,或移位3)脱模剂过量作业不当加强模具抛光,尽量不用脱模剂4)注射速度太慢调机不当调整射出条件5)模具温度太低调机不当模具加温至适当温度6)注射压力太小调机不当适当加压7)模具排气不良模具加工不良在适当位置加开排气槽6.脱皮分层项目原因分析及解决方式1)不同塑料混杂来料不良用料纯正2)同一塑料不同级别查相混来料不良杜绝混料3)塑化不均调机不当螺竿转速,温度调整4)混入异物来料不良用料纯正7.表面波绞项目原因分析及解决方式1)料筒温度太低。
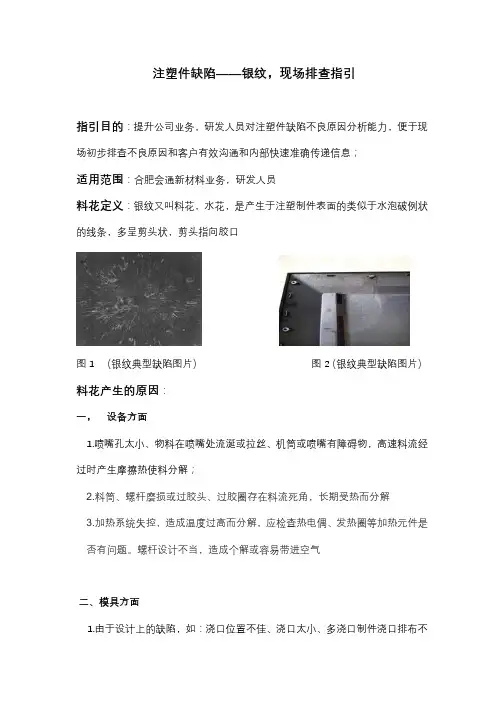
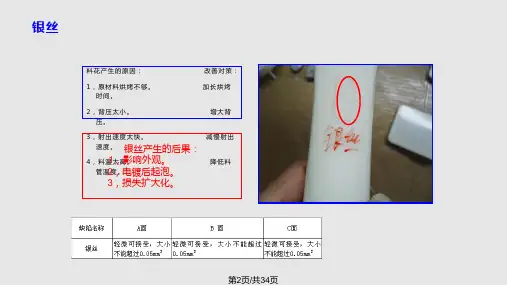
注塑件缺陷——银纹,现场排查指引指引目的:提升公司业务,研发人员对注塑件缺陷不良原因分析能力,便于现场初步排查不良原因和客户有效沟通和内部快速准确传递信息;适用范围:合肥会通新材料业务,研发人员料花定义:银纹又叫料花,水花,是产生于注塑制件表面的类似于水泡破例状的线条,多呈剪头状,剪头指向胶口图1 (银纹典型缺陷图片)图2(银纹典型缺陷图片)料花产生的原因:一,设备方面1.喷嘴孔太小、物料在喷嘴处流涎或拉丝、机筒或喷嘴有障碍物,高速料流经过时产生摩擦热使料分解;2.料筒、螺杆磨损或过胶头、过胶圈存在料流死角,长期受热而分解3.加热系统失控,造成温度过高而分解,应检查热电偶、发热圈等加热元件是否有问题。
螺杆设计不当,造成个解或容易带进空气二、模具方面1.由于设计上的缺陷,如:浇口位置不佳、浇口太小、多浇口制件浇口排布不对称、流道细小、模具冷却系统不合理使模温差异太大等造成熔料在模腔内流动不连续,堵塞了空气的通道。
2.转角位过于尖锐,料流经过时剪切过大造成银纹出现;3.模具分型面缺少必要的排气孔道或排气孔道不足、堵塞、位置不佳,又没有嵌件、顶针之类的加工缝隙排气,造成型腔中的空气不能在塑料进入时同时离去。
4.模具表面粗糙度差,摩擦阻力大,造成局部过热点,使通过的塑料分解。
5.模具漏油,漏水,漏气进入模具型腔易造成制件表明银纹。
三、工艺方面1.料温太高,造成分解。
机筒温度过高或加热失调,应逐段减低机筒温度。
加料段温度过高,使一部分塑料过早熔融充满螺槽,空气无法从加料口排出。
2.注射速度太快,使熔融塑料受大剪切作用而分解,产生分解气;注射速度太慢,不能及时充满型腔造成制品表面密度不足产生银纹。
3.料量不足、加料缓冲垫过大、料温太低或模温太低都会影响熔料的流动和成型压力,产生气泡。
4.螺杆预塑时背压太低、转速太高,使螺杆退回太快,空气容易随料一起推向机筒前端。
四、原料方面1.原料中混入杂料或粒料中掺入大量粉尘,熔融时容易夹带空气,有时会出现银纹。

注塑品外观缺陷原因分析及方案1.模具问题模具是注塑过程中非常重要的一环,模具设计、制造或使用不当都可能引起产品外观缺陷。
解决方案:-检查模具的设计,确保与产品要求相符,并进行必要的改进。
-对模具进行定期维护和保养,及时修复磨损或损坏的部件。
-提高模具的制造质量,确保其精度和稳定性。
-合理选择合金材料,以提高模具的使用寿命。
2.注塑材料问题材料质量直接影响产品的外观质量,材料不合格或使用不当都可能导致外观缺陷。
解决方案:-严格控制材料的采购渠道,选择可靠的供应商,确保材料的质量稳定性。
-对材料进行必要的测试和检验,确保其符合产品要求。
-在注塑过程中,完全遵循材料的使用说明和要求,确保注塑温度、压力和速度等参数的正确设置。
-如有必要,可以考虑对材料进行改性或添加助剂,以提高产品的外观质量。
3.工艺参数问题注塑过程中,工艺参数的设置不合理也是导致外观缺陷的常见原因之一解决方案:-根据产品要求和材料特性,合理设置注射压力、注射速度、冷却时间等工艺参数。
-在注塑过程中,定期检查和调整工艺参数,保持其稳定性。
-使用先进的注塑设备和控制系统,提高注塑过程的自动化程度,降低人为因素对工艺参数的影响。
-针对不同的产品和外观缺陷,分析和优化工艺参数,以改善产品的外观质量。
4.操作人员问题操作人员的技术水平和经验不足,也是导致外观缺陷的一个重要原因。
解决方案:-对操作人员进行必要的培训和培养,提高其技术水平和专业知识。
-强调操作的规范性和标准化,遵守操作规程和要求。
-加强团队合作,实施相互监督和互助,减少人为失误的发生。
注塑品外观缺陷的原因分析及解决方案很多,上述只是一部分常见的原因和解决方法。
在实际应用中,还需根据具体情况来综合分析和解决问题。
同时,通过不断的优化和改进,提高注塑过程的质量和效率,减少外观缺陷的发生。
缺陷名称变形缺陷等级C缺陷释义由于制件内部分子排列取向及冷却收缩不均匀,导致制件形状、尺寸发生改变,称为变形。
缺陷图片模具类型产生原因解决方法塑料模2、制件形状设计不合理,薄厚不均情况允许的情况下,修改制件,使之符合成型工艺3、进料口位置不合理,熔料直接冲击型芯,两侧受力不均更改进料口位置4、注射工艺不合理(料温、模温低,注射压力小,注射速度快,保压时间不足)调整注射工艺5、型腔不同部位温差大,冷却不均合理控制模温,保证模具型腔整体温度趋于平衡6、供料不足或过量定量供料1、冷却时间不足,模温高增加冷却时间,降低模温7、模具顶出设置位置不合理调整顶出机构位置缺陷名称困气缺陷等级B缺陷释义模具注塑时,制件成型的尽头位置出现的因气蚀而发亮的现象。
缺陷图片模具类型塑料模产生原因1、模具排气不良2、原料内含水分或挥发物过多3、浇口设置不合理(流动存在死角)4、注射压力大/注射速度快解决方法增加排气或合理安排顶杆.镶块,利用间隙充分排烘干原料更改浇口位置调整注射压力/注射速度5、制件结构原因(壁厚落差大)调整制件结构缺陷名称银丝缺陷等级A缺陷释义制件表面沿熔料流动方向产生的银白色纹理(针状条纹或片状云母纹),称为银丝。
缺陷图片模具类型产生原因解决方法1、原料内含水分或挥发物过多烘干原料2、模具型腔内有水清除模具型腔内水分3>模具型腔内润滑油.脱模剂用量使用过多合理使用润滑剂及脱模剂塑料模4、制件壁厚不均,融料从薄壁流入厚壁时膨胀、挥发物气化与模具表面接触液化成银丝改善塑件设计,使厚薄壁均匀过渡,符合工艺性5.配料不当,混有异物或不熔料,发生分层脱离配料时注意纯度6、模温低,注射压力小,注射速度低。
使融料填充慢,冷却快,易形成银白色或白色反射光的薄层提高模温,加大注射压力和加快注射速度缺陷名称流痕模具类型产生原因解决方法塑料模1、浇口尺寸小增大浇口尺寸2、注射速度过快适当降低注射速度3、模温低提高模温4、注射压力过大合理控制注射压力5、浇口位置不当更改浇口位置缺陷名称冲射纹缺陷等级产品一级面:A类; 产品二级面:B类; 产品三级面:C类;缺陷释义当高速熔料经过喷嘴、流道、浇口等狭窄区域后,进入相对开放的型腔,接触型腔表面而固化,接着被随后的熔料推挤,从而残留蛇形痕迹。
注塑成型问题-烧焦一、问题描述烧焦是指注塑件的一种外观缺陷,通常出现在成型零件的端填充位置的角落或深筋处,塑料件局部出现灰色、棕色或黑色、焦油状变色的现象,如图1所示。
烧焦看起来像是塑料件末端被打火机烧了几秒钟然后熄灭后留下的残余痕迹。
图1: 塑料件上潜在的烧焦位置二、根本原因分析注塑零件上为什么会出现烧焦,因为在模具合模后被困在型腔内的空气。
在进一步讨论之前,需要更多地了解理想气体的一种物理现象。
图2显示,在恒温过程中,理想气体的压力-体积-温度关系。
首先,在等温线(T1)上,气体温度不变,随着气体体积的减小(压缩,V1到V2),气体压力增大(P1到P2);相反,随着气体体积的增大(膨胀,从V2到V1),气体压力减小(从P2到P1)。
其次,在气体体积保持不变(V1)的情况下,随着气体温度的升高(加热,T1到T2),气体压力同时升高(P1到P2);相反,随着气体温度的降低(从T2冷却到T1),气体压力也会降低。
第三,在气体压力相同(P2)的情况下,随着气体温度的升高(加热,T1到T2),气体体积增大(膨胀,V2到V1);另一方面,随着气体温度的降低(冷却,T2到T1),气体体积减小(收缩,V1到V2)。
图2:理想气体的压力-体积-温度图如果气体的体积受到外力的瞬间作用急剧压缩,就像发动机的工作原理一样。
这个过程气体压缩的速度非常快,以至于从外部能量转化到系统的能量没有时间转移到系统的周围环境。
相反,所有转化的能量只用于加热气体,使其温度在瞬间呈指数级增长。
发动机的工作原理,通过压缩气体在绝热过程引起的高温而点燃燃料。
图3通过将热力学绝热过程映射到理想气体的恒温压力-体积-温度图上,说明了热力学绝热过程是如何工作的。
图 3: 理想气体的压力-体积-温度图-绝热过程现在回到烧焦这个话题。
在模具闭合后,型腔内的空气是否有类似于发动机气缸内气体的绝热过程?答案是肯定的,被困住的空气被快速推进的熔体迅速压缩,就像发动机活塞压缩气体一样,压缩到成型零件的末端填充或深筋角(如图4所示),这里的气体的体积,压力和温度都比压缩前高得多。
常见产品缺陷分析1.毛边:项目原因原因分析解决方式1射出机合模力不足,或单向受力填充时射出压力大于合模力,造成溢胶调整射出条件2射出压力,射出量太大过分饱和填充调整射出条件3模具合模不紧密,或有杂物模具制造偏差间隙太大重新合模4模具分模面有下陷或塌角异物压制或磨损补焊或降面5滑块或斜梢未完全回位顶出系统卡死,回不到底,压异物实配活动部位,清除异物,更换弹簧6塑胶温度过高调机不当降低加热温度至合适温度7模板变形弯曲模具强度不够;超过使用寿命校正,研磨,更换模板8流动性大的塑胶1.小间隙下易溢胶2.排气槽溢胶1.改用正确的塑胶料2.根据不同塑胶设定不同深度的排气槽10产品投影面积超过注塑机所允许的塑制面积机台按排不当调换吨数大的机台2.缩水:项目原因原因分析解决方式1射出压力不足,产品填充不足调机不当调整射出条件2产品肉厚不均设计不当,内应力产生尽量按设计原则更改设计3产品肉太厚设计不当,难于泠却1.更改设计2.辅助射出成型4模具泠却不均1.模具水路分布不均2.水路调节不均或接错1.更改设计2.按水路图运水53.气泡项目原因原因分析解决方式1原料含水份,溶剂或易挥发物塑胶未充分干燥烘干充分2塑料温度太高或变热时间太长,已降聚或分解调机不当降温,保温3注射压力太小调机不当适当加压4注射柱塞退回太早调机不当保压5模具温度太低塑胶温度降太快模具加到合适温度6注射速度太快调机不当温度,速度,压力三要素调整7在料筒加料端混入空气熔胶中混入空气余料射空,下料均匀4.凹痕项目原因原因分析解决方式1流道浇口太小料流速度太快浇口适当加大2塑件太厚或厚薄县殊收缩后产品产生内应力更改设计3浇口位置不适当料流不顺畅移到肉厚适当处4注射及保压时间太短调机不当调整射出条件5加料量不够调机不当调整射出条件6料筒温度太高调机不当调整射出条件7注射压力太小调机不当调整射出条件8注射速度太慢调机不当调整射出条件9模面受损外力受伤修模整理5.溶接痕项目原因原因分析解决方式1塑料温度太低调机不当调整射出条件2浇口太多模具设计不当取消部分浇口,或移位3脱模剂过量作业不当加强模具抛光,尽量不用脱模剂4注射速度太慢调机不当调整射出条件5模具温度太低调机不当模具加温至适当温度6注射压力太小调机不当适当加压7模具排气不良模具加工不良在适当位置加开排气槽6.脱皮分层项目原因原因分析解决方式1不同塑料混杂来料不良用料纯正2同一塑料不同级别查相混来料不良杜绝混料3塑化不均调机不当螺竿转速,温度调整4混入异物来料不良用料纯正7.表面波绞项目原因原因分析解决方式1料筒温度太低。