钢质管道熔结环氧粉末外涂层施工质量探讨
- 格式:pdf
- 大小:228.40 KB
- 文档页数:3
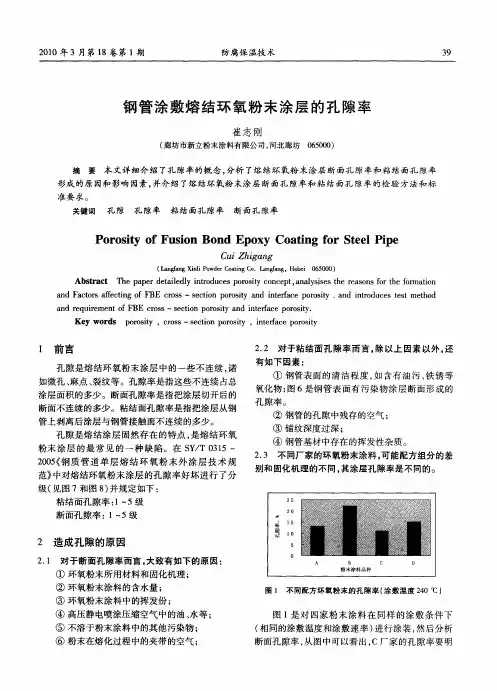
管道用熔结环氧粉末涂层长效防腐的关键师立功【摘要】熔结环氧粉末涂料(FBE)具有优异的附着力和抗阴极剥离性能,已广泛应用于管道防腐的内外涂层.作为内防护涂层,其主要体现防腐与减阻的作用;而作为外防护涂层,则主要有单层FBE(SLFBE)涂层、双层FBE(DPS)涂层、三层FBE(3LFBE)涂层、三层挤塑(3PE)涂层、高性能复合(HPCC)涂层几种涂层形式,与阴极保护相结合可实现管道的长效防腐保护.本文结合防腐及阴极剥离机理,得出管道涂层长效防腐的关键是FBE涂层的交联密度、厚度及与基材的附着力.因此必须合理设计FBE 的配方,并按正确工艺涂装及固化,以保证FBE涂层的长效防腐.本文对未来FBE涂层的发展也进行了简单阐述.【期刊名称】《涂料工业》【年(卷),期】2017(047)002【总页数】8页(P73-80)【关键词】FBE;防腐;内外涂层;阴极保护;涂层寿命【作者】师立功【作者单位】北京汉森邦德科技有限公司,102600【正文语种】中文【中图分类】TQ637.82目前已有大量文献报道管道用熔结环氧粉末涂料的破坏机理或对涂层某一性能(如抗阴极剥离性能)的改进。
本文整理了管道内外防腐FBE的涂层形式,并结合腐蚀机理分析了FBE涂层的各项性能与FBE配方设计的关联性,总结了管道涂层长效防腐的关键因素。
熔结环氧粉末涂料(FBE)一般通过加热熔融固化粘接在金属底材上,所得涂层具有附着力优良、氧渗透率低、抗微生物腐蚀、无阴极屏蔽、坚硬耐磨、涂层表面光滑以及耐腐蚀性优异等特点,广泛用于输油管道、输气管道以及输水管道的内外防护,为处于各种环境中的管线提供了可靠的保障。
FBE涂层是将环氧粉末经180 ℃以上高温熔结固化在钢管上形成的具有一定厚度的防护层。
这种热固性交联涂层可与钢管以化学键方式牢固结合,涂层坚硬、光滑、耐化学腐蚀性优良,是目前世界上应用最广泛的管道防护手段之一。
作为管道的内防护层,FBE涂层既能有效防腐又安全卫生,输送流体流动阻力小,具有极大的优势;而其作为外防护层时,与阴极保护相配合也可为埋地管道提供长期有效地保护。
钢制管道熔结环氧粉末外涂层技术标准12中华人民共和国石油天然气行业标准SY/T 0315-97钢质管道熔结环氧粉末外涂层技术标准Technological standard of external fusionbonded epoxy coating for steel pipeline主编单位:中国石油天然气管道科学研究院批准部门:中国石油天然气总公司石油工业出版社1998·北京1前言本标准是根据(97)中油技监字第42号文件”关于下达‘一九九七年石油天然气国家标准、行业标准制、修订项目计划'的通知”,由中国石油天然气管道科学研究院主编的。
在本标准的编制过程中,编制组成员广泛收集了国内外有关的现行标准及资料,并调研了国内石油行业在熔结环氧粉末外涂层的设计、施工中标准的使用情况,经重复论证比较认为,加拿大国家标准<钢管外壁熔结环氧粉末涂层技术标准>CAN/CSA-Z245.20-M92内容比较全面、可操作性强,而且在石油行业的某些施工中曾采用过,因此在本标准的编制过程中,以该标准为采标对象,同时结合国内多年来的应用情况,补充了相应的内容,力求使本标准既能与国际高水平接轨,又适应自己的国情。
本标准在形成征求意见稿后,发至全国多家单位及多位专家征求意见,并根据各方的意见和建议进行了重复修改,提出送审稿。
最后由石油工程建设施工专业标准化委员会组织有关专家进行审查定稿。
本标准的制定,既为规范国内石油行业钢质管道熔结环氧粉末外涂层的设计、施工提供了可靠的依据,又有助于钢质管道熔结环氧粉末外涂层防腐质量的提高,同时也为国内石油行业参与国际竞争创造了有利条件。
本标准的内容包括:总则,基本规定,环氧粉末外涂层结构,材料,外涂层涂敷,质量检验,涂层的修补,复涂及重涂,成品管的标记、装运和贮存,涂敷生产的安全、卫生和环境保护,补口、下沟和回填,交工资料及试验方2法等。
本标准主编单位:中国石油天然气管道科学研究院。
中华人民共和国石油天然气行业标准SY/T 0315-97钢质管道熔结环氧粉末外涂层技术标准Technological standard of external fusionbonded epoxy coating for steel pipeline主编单位:中国石油天然气管道科学研究院批准部门:中国石油天然气总公司石油工业出版社1998·北京前言本标准是根据(97)中油技监字第42号文件“关于下达‘一九九七年石油天然气国家标准、行业标准制、修订项目计划'的通知”,由中国石油天然气管道科学研究院主编的。
在本标准的编制过程中,编制组成员广泛收集了国内外有关的现行标准及资料,并调研了国内石油行业在熔结环氧粉末外涂层的设计、施工中标准的使用情况,经反复论证比较认为,加拿大国家标准《钢管外壁熔结环氧粉末涂层技术标准》CAN/CSA-Z245.20-M92内容比较全面、可操作性强,而且在石油行业的某些施工中曾采用过,因此在本标准的编制过程中,以该标准为采标对象,同时结合国内多年来的应用情况,补充了相应的内容,力求使本标准既能与国际高水平接轨,又适应自己的国情。
本标准在形成征求意见稿后,发至全国多家单位及多位专家征求意见,并根据各方的意见和建议进行了反复修改,提出送审稿。
最后由石油工程建设施工专业标准化委员会组织有关专家进行审查定稿。
本标准的制定,既为规范国内石油行业钢质管道熔结环氧粉末外涂层的设计、施工提供了可靠的依据,又有助于钢质管道熔结环氧粉末外涂层防腐质量的提高,同时也为国内石油行业参与国际竞争创造了有利条件。
本标准的内容包括:总则,基本规定,环氧粉末外涂层结构,材料,外涂层涂敷,质量检验,涂层的修补,复涂及重涂,成品管的标记、装运和贮存,涂敷生产的安全、卫生和环境保护,补口、下沟和回填,交工资料及试验方法等。
本标准主编单位:中国石油天然气管道科学研究院。
经中国石油天然气总公司授权,由中国石油天然气管道科学研究院负责解释本标准。

镀锌钢管环氧粉末涂层附着力的研究
钟雪泉;杨伟芳;朱凯;陈凯;吴福辉
【期刊名称】《钢管》
【年(卷),期】2024(53)2
【摘要】简述了钢管热浸镀锌-环氧粉末复合防护涂层体系的特点,详细分析了钢管热镀锌后水冷及钝化、镀锌层表面处理对粉末涂层附着力的影响情况。
分析认为,
应根据镀锌层风化状态制定热镀锌水冷、钝化及表面处理流程及操作规程,建议采
取清扫级喷砂清理清洁锌层表面,以获取合适的表面粗糙轮廓,改善粉末涂层附着力。
【总页数】6页(P79-84)
【作者】钟雪泉;杨伟芳;朱凯;陈凯;吴福辉
【作者单位】浙江金洲管道科技股份有限公司;湖州市新型绿色民用管道重点实验
室
【正文语种】中文
【中图分类】TG1
【相关文献】
1.水环境下环氧粉末涂层的吸水性和湿附着力同步测定初探
2.钢质管道熔结环氧粉末涂层拉拔法附着力评价研究
3.环氧聚酯型粉末涂层附着力影响因素研究
4.环氧
粉末涂层对金属基材附着力的影响因素5.钢管基材表面熔结环氧涂层附着力的评
价方法及影响因素
因版权原因,仅展示原文概要,查看原文内容请购买。
SY/T0315-2005《钢质管道单层熔结环氧粉末外涂层技术
规范》杂谈
崔志刚
【期刊名称】《防腐保温技术》
【年(卷),期】2008(016)001
【摘要】本文就新修订的SY/T0315—2005《钢质管道单层熔结环氧粉末外涂层技术规范》进行了探讨,以期大家更好的理解和使用好新的技术规范。
【总页数】3页(P35-37)
【作者】崔志刚
【作者单位】廊坊市新立粉末涂料有限公司,河北廊坊065000
【正文语种】中文
【中图分类】TE988.2
【相关文献】
1.钢质管道单层熔结环氧粉末涂层工厂化生产质量控制 [J], 王建国;赵敏刚;杜伊杰;许再胜
2.钢质管道熔结环氧粉末外涂层施工质量探讨 [J], 李文;张爱丽;李新铬;李真
3.低温固化熔结环氧粉末在钢质管道三层PE防腐中的应用 [J], 刘桂年;蒲旭亮;李欣昀;王涵;陈勇
4.SY/T0315-2013《钢质管道熔结环氧粉末外涂层技术规范》解析及解决方案(之一) [J], 吴希革;
5.发改委发布《钢质管道单层熔结环氧粉末外涂层技术规范》等204项行业标准[J],
因版权原因,仅展示原文概要,查看原文内容请购买。
1总则1.0.1为确保钢质管道熔结环氧粉末。
(以下简称环氧粉末)外涂层的防腐质量,延长钢质管道的使用寿命,提高经济效益,制定本标准。
1.0.2本标准适用于以环氧粉末涂料作为成膜材料的钢质管道外涂层的设计。
施工及验收。
经过涂敷的管体可用于埋地管道或水下管道设施,工作温度为-30~100℃。
1.0.3钢管环氧粉末外涂层的设计、施工及验收除应符合本标准外,尚应符合国家现行的有关强制性标准的规定。
1.0.4部分引用标准的名称及编号如下:GB/T 1408-1989固体绝缘材料工频电气强度的试验方法GB/T 1410-1989固体绝缘材料体积电阻率和表面电阻率试验方法GB/T 2482-1986磨料磁性物含量测定方法GB/T 4472-1984化工产品密度、相对密度测定通则GB/T6554-1986电气绝缘涂敷粉末试验方法2基本规定2.0.1订购防腐管时,买方应向防腐厂提供下列资料:1钢管数量、外径、壁厚及长度;2钢管标准或规格牌号;3涂层的厚度;4管端预留段长度;5复涂层的检测次数。
2.0.2必要时,订购要求还应包括下列内容:1附加的表面预处理;2买方的工厂检验;3额外增加的试件;4额外增加的标记;5装运的要求;6贮存的要求;7附加的实验室涂层试件;8其他特殊要求。
2.0.3下列各项必须经买方和防腐厂双方同意:1在常规生产过程中,管体有缺陷而不能去除的钢管的处理方法;2涂敷施工场地以外的买方检验场所;3钢管外表面锚纹深度测量的备选方法;4表面有缺陷钢管的处理方法;5漏点超过预定限制时采用的修补方法;6管段试件的长度;7附加的重复测试方案;8其他可选用的修补剂料;9带涂层钢管的复涂。
3环氧粉末外涂层结构3.0.1环氧粉末外涂层为一次成膜的结构。
3.0.2钢质管道环氧粉末外涂层厚度应符合管道工程的设计规定,设计无规定时,可根据涂层使用条件参照表3.0.2的规定选用。
表3.0.2埋地钢质管道环氧粉末外涂层厚度4材料4.1钢管4.1.1准备涂敷的钢管应符合国家现行标准的规定或买方指定的规格特性。
钢质管道熔结环氧粉末内防腐层技术标准钢质管道熔结环氧粉末内防腐层技术标准是现代建筑和工程领域中至关重要的保护层技术。
它为管道提供可靠的防腐防蚀功能,延长了管道的使用寿命,同时还能减少维修和更换的成本。
在本文中,我们将深入探讨钢质管道熔结环氧粉末内防腐层技术标准,从材料选择、涂层工艺、标准规范等方面进行全面评估,并回顾一些相关的案例,以便更好地理解和运用这一技术。
1. 材料选择:钢质管道熔结环氧粉末内防腐层涂层的材料选择至关重要。
常用的防腐涂料材料包括环氧树脂、聚酯树脂、环氧聚酰胺等。
这些材料具有良好的附着力、抗腐蚀性和耐磨性,能够有效地保护钢质管道免受腐蚀的损害。
我们还需要考虑涂料的耐温性、耐候性和耐化学性等方面的要求,以满足不同环境条件下的使用需求。
2. 涂层工艺:钢质管道熔结环氧粉末内防腐层的涂层工艺是确保涂层质量的重要环节。
通常的涂层工艺包括表面处理、预热、喷涂、固化等步骤。
在表面处理方面,我们需要将钢质管道的表面进行除锈和清洁,以确保涂层与基材的良好附着力。
在涂层喷涂过程中,需要注意喷涂厚度、喷涂速度和喷涂均匀性等因素,以确保涂层的质量和耐久性。
固化过程中,则需要根据材料的要求进行合适的固化时间和温度,以确保涂层能够达到设计的防腐防蚀效果。
3. 标准规范:钢质管道熔结环氧粉末内防腐层技术需要遵循严格的标准规范。
在国家和行业层面,我们有一系列的标准和规范来确保涂层的质量和可靠性。
GB/T 23257-2009《钢质管道熔结环氧粉末内防腐层技术要求》规定了熔结环氧粉末内防腐层的技术要求和测试方法。
还有一些国际标准如ISO 21809-1和ISO 21809-5也提供了相关的指导和标准。
4. 案例回顾:钢质管道熔结环氧粉末内防腐层技术已经被广泛应用于各个领域。
在石油、天然气和化工行业中,钢质管道是输送介质的重要通道,其防腐防蚀要求尤为严格。
通过使用熔结环氧粉末内防腐层技术,可以有效地保护管道免受介质的腐蚀和损害,减少了维修和更换的频率,降低了运营成本。
钢质管道熔结环氧粉末外涂层质量检验作业指导书1总则1.1适用于环氧粉末涂料作为成膜材料的钢质管谴外涂层的质量验收。
l.2 钢质管道环氧粉末外涂层的质量验收应符合国家现行的有关强制性标准的规定。
2 材料验收2.1 环氧粉末的验收2.1.1 环氧粉末涂料生产厂家应提供产品说明书、出厂检验合格有关技术资料。
2.1.2 涂敷前每批环氧粉末涂料至少应取样一次,按照电气绝缘涂粉末试验方法,GB/T6554-1986中的方法进行胶漆时间测试,其指标应符合本标准表1的要求。
表1实验室试件的涂层质量指标试验项目质量指标外观平整、色泽均匀、无气泡、开裂及漏孔、允许有轻度状花纹≤6.524h 成148h 耐阴极剥离(mm)28d 耐阴极剥离(mm) ≤8.5耐化学腐蚀合格断面孔隙率(级) 1-4无裂纹抗3°弯曲(订货规定的最低试验温度±3℃)抗1.5J冲击(-30℃) 无漏点热特性符合粉末生产厂家规定特性电气强度(W/m) ≥30体积电阻率(Ω,m) 1×10ªª24h 附着力(级) 1-3耐磨性(落砂法)盯um ≥33 涂敷过程中的质量捡验3.l 表面预处理后,应对每根钢管进行目测检查。
对可能导致涂层漏点的表面缺陷,应抽样打磨掉,且打磨后的壁厚不应小于规定值。
有疵点的钢管应制除予以修整。
3.2 应采用适当的方法检测钢管表面预处理后的除锈质量和锚入深度,表面除锈等级后达到的涂装前钢材表面锈蚀等级和除锈等级GB/T8923-1988 中规定的,对级钢管表面的锚际深度给40-100 范围内连续生产时,每8h 至少应检测一次钢管表面预处理质量。
3.3 涂敷前的钢管表面预热温度必须控制在环氧粉末生产厂推荐的范围之内,每小时应至少记录一次温度值。
3.4 涂敷后至开始冷却的钢管温度应予以控制,从开始生产起至少每小时测量并记录一次。
3.5 应利用电火花检漏仪在涂层做漏点检测,检测电压为5V。
大口径钢管热滚涂专用熔结环氧粉末涂料的研究摘要:目前对于Ф100mm以上的大管径防腐输水管道,大多采用喷涂或浸涂的方法进行涂装,但这些涂装方法施工困难,耗能较高。
本文通过与以往涂装工艺的比较,开发了一种适用于Ф100mm以上防腐管道的热滚涂工艺,大大提高了涂装效率,节省了能耗,具有很好的发展前景。
1 前言重防腐涂料是一种在严酷的腐蚀环境下能长期有效使用的涂料,为了实现重防腐目标,涂层厚膜化成为必然,同时对涂料基体树脂与助剂的选用、基材的表面处理与涂装施工、维护等要求也十分严格。
这类防腐材料以往大多采用液体涂料,通常需要多道涂装才能达到要求。
随着科技的进步,新材料的涌现,粉末涂料具有的安全高效、无污染等优点在重防腐涂装中发挥着越来越重要的作用。
与普通粉末涂料相比,重防腐粉末涂料在功能上有所不同。
常规粉末涂料虽然也注重对基材的保护,但其装饰作用往往处于较重要的位置,但重防腐粉末涂料侧重于对底材的保护功能,且主要用作工业涂料,批量大,生产作业速度快,涂装方式往往采取快速地加热熔化与固化的方式,因此国外将这类粉末涂料称之为热结环氧(Fusion Bonded Epoxy,简称FBE)粉末涂料。
2 FBE涂层钢管和PE涂塑钢管改革开放以来,国外的先进技术逐渐引入国内,涌现出PE涂塑钢管、衬塑钢管等技术和产品,近期国内研制开发并生产出重防腐粉末涂层钢管。
如图1所示,涂塑用的PE树脂大多是线性高聚物,分子量10000以上,分子极性键少而弱,因此对基材的粘附力差。
重防腐粉末涂料用的热固性环氧树脂分子量多在1500~3000,分子小,对经过“抛丸”或“喷砂”处理的工件浸润性好,附着力强,这就是3PE管道内涂层采用FBE的原因所在。
从图2可以看出,热塑性PE涂层的孔隙率明显高于热固性环氧涂层,小分子很容易通过孔隙渗进涂层,腐蚀底材。
图1 高聚物PE分子链(a)和环氧树脂分子链(b、c)的比较(a)(b)图2 热塑性PE涂层模拟图(a)和热固性粉末涂层电镜图(b)热塑性PE和热固性环氧的树脂结构有着很大差异,因此形成的涂膜性能也有所不同。