S-SFC教材5X-OK
- 格式:pdf
- 大小:1.80 MB
- 文档页数:98


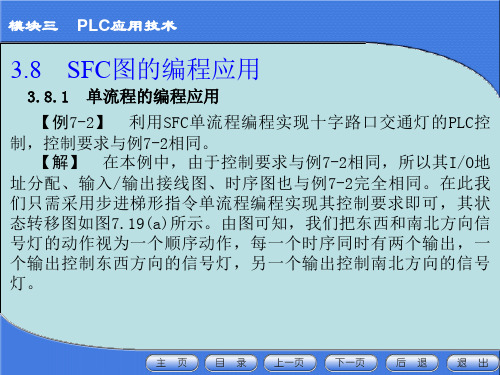
3.8SFC图的编程应用3.8.1单流程的编程应用【例7-2】利用SFC单流程编程实现十字路口交通灯的PLC控制,控制要求与例7-2相同。
【解】在本例中,由于控制要求与例7-2相同,所以其I/O地址分配、输入/输出接线图、时序图也与例7-2完全相同。
在此我们只需采用步进梯形指令单流程编程实现其控制要求即可,其状态转移图如图7.19(a)所示。
由图可知,我们把东西和南北方向信号灯的动作视为一个顺序动作,每一个时序同时有两个输出,一个输出控制东西方向的信号灯,另一个输出控制南北方向的信号灯。
3.8SFC图的编程应用3.8.1单流程的编程应用图7.19用SFC单流程编程实现十字路口交通灯的PLC控制程序3.8SFC图的编程应用3.8.1单流程的编程应用图7.19用SFC单流程编程实现十字路口交通灯的PLC控制程序(续)3.8SFC图的编程应用3.8.1单流程的编程应用状态转移图对应的步进梯形图如图7.19(b)所示,现简单分析一下工作原理。
当启动按钮SB1按下时,X0接通,S0置1,系统进入S0状态,驱动Y2、Y4,使南北红灯及东西绿灯同时亮,同时驱动定时器T0,定时器的设定时间为25s,25s后,状态转移到S20,在S20状态下,Y2继续保持,但Y4受控于M7013,即东西方向的绿灯闪亮。
在本状态下,同时也驱动定时器T1,定时时间为3s,3s时间到,状态转移到S21,在S21状态下,Y2仍然被驱动,南北方向红灯继续亮,同时驱动T2、Y5,东西方向的绿灯灭,Y5口驱动的是东西方向的黄灯,故东西方向的黄灯亮,绿灯灭。
T2的定时时间为2s,2s时间到,状态转移到S22,在S22状态下,同时驱动Y0、Y6及T3,南北方向的绿灯亮,东西方向的红灯亮,T3的定时时间为25s,25s时间到,状态转移到S23。
在S23状3.8SFC图的编程应用3.8.1单流程的编程应用态下,驱动T4、Y6,东西方向的红灯继续亮,而南北方向的绿灯驱动口Y0受控于M7013,故南北方向的绿灯闪亮。

PLC顺控指令SFC的编程方法顺序功能图(Sequeential Function Chart)是一种新颖的、按照工艺流程图进行编程的图形编程语言。
这是一种IEC标准推荐的首选编程语言,近年来在PLC编程中已经得到了普及和推广,SFC编程的优点:1、在程序中可以很直观地看到设备的动作顺序。
比较容易读懂程序,因为程序按照设备的动作顺序进行编写,规律性较强。
2、在设备故障时能够很容易的查找出故障所处在的位置.3、不需要复杂的互锁电路,更容易设计和维护系统.SFC的结构:步+转换条件+有向连接+机器工序的各个运行动作=SFC。
SFC程序的运行从初始步开始,每次转换条件成立时执行下一步、在遇到END步时结束向下运行.第一章单流程结构的编程方法本教程主要介绍在三菱PLC编程软件GX Developer中怎编制SFC顺序功能图。
下面以例题1介绍SFC程序的编制法。
例题1:自动闪烁信号生成,PLC上电后Y0、Y1以一秒钟为周期交替闪烁.本例的梯形图和指令表(如图1-1)。
(A) (B) 启动初始步初始状态符号转移条件符号方向线符号转移符号+目标号(C)图1-1 闪烁信号(A梯形图B指令表 C SFC程序)下面我们开始对图1-1(c)所示的SFC程序进行一下总体认识一个完整的SFC 程序包括初始状态、方向线、转移条件和转移方向组成(如图1-1(c))。
在SFC程序中初始状态必须是有效的,所以要有启动初始状态的条件,本例中梯形图的第一行表示启动初始步,在SFC程序中启动初始步要用梯形图,现在开始具体的程序输入.启动GX Develop编程软件,单击“工程"菜单,点击创建新工程菜单项或点击新建工程按钮(如图1-2)。
单击工程菜单图1-2 GX Develop编程软件窗口弹出创建新工程对话框(如图1-3)。
我们主要是讲述三菱系列PLC,所以在PLC 系列下拉列表框中选择FXCPU,PLC类型下拉列表框中选择FX2N(C),在程序类型项中选择SFC,在工程设置项中设置好工程名和保存路径之后点击确定按钮。
SFC智能通讯器使用指南1.设置新的变送器标号(如设置为PT-0001):检查接线正确无误,变送器通电,打开S FC电源开关,显示:单位阻尼零点满点输入输出输出方式2. 选择工程单位:3.调整阻尼时间:4.设置量程下限:LIN DP XXXXREADY…LRVO%LRV 1 XXXX- 5.00 KPA数字0…9设置输入0%的量程输入数据有误重输LRV 1 XXXX CLR0.0000- KPAENTERLRV 1 XXXXSFC WORKING…LRV 1 XXXX0.0000 KPA输入数据需要存储吗?要不要ERTER CLR5.设置量程上限:6.输出特性选择(性线输出与开方根的设置):LIN DP XXXXREADY…按CONF 键返回主菜单SPT CONFIG CLRCONFORMITY?ENTER 查看书出形式CONFORMITY性线输出和开方根输出转换CONFORMITY LINER MENU SQUARE ROOTENTERCONFORMITYENTERED IN SFCCONFORMITYDOWNLOAD CHANGE?您选择的输出方式需要存储吗?要不要ENTER CLR7.显示变送器恒液源输出及解除:LIN DP XXXXREADY…OUTPUT退出输出OUTPUT 1 XXXX CLR50.00数字0…9. 设置人为设置输出100%比值显示输入0%的量程OUTPUT 1 XXXX100.00ENTEROUTPUT 1 XXXXSFC WORKING…OUTPUT 1 XXXX 此时变送器输出20MA100.00% # 依此类推退出设置输出CLR8.查看输出方式及其它:CONFORMITYSQURE开方根!!9.零点0%校验(通大气状态下):准备开始显示当前测量值SHIFT?10.零位和满量程的迁移:LIN DP XXXXREADY…按LRV 键0%按SET 键SET LRV?按ENTER 键SFC WORKINGURV100%SETSET URV?ENTERSFC WORKINGSHIFTENTERSFC WORKINGLIN DP XXXXREADY…11.非恒流源“#”的消除:按SHIFT 键CORRECTENTERLRVSETENTERLRVCORRECTENTERSHIFTENTER切段电源(拆一根变送器的电源)等几分钟后,再接上按ID 键ENTER12.将当前状态存储到变送器的不挥发存储器中:LIN DP XXXXREADY…按SHIFT 键按ENTER 键SFC WORKING…DA TA NONVOLA TILE大约20秒后数据存储完毕LIN DP XXXXREADY…变送器参数输入完毕,关机。
壹、前言 (3)一、課程大綱 (4)二、系統目的 (5)三、系統特色 (6)貳、系統架構 (7)一、系統主流程 (8)二、系統功能圖 (9)三、製程系統與其他系統關連 (10)參、基本資料建立 (11)一、基本資料管理系統之關聯作業 (12)二、本系統的基本資料 (26)肆、日常異動作業 (33)一、製令製程派工流程 (34)二、製造命令建立作業【製令管理系統】 (36)三、製令製程建立作業 (37)四、製令製程投料流程 (42)五、投料移轉單建立作業 (44)六、移轉單產生領料單作業 (47)七、製令製程移轉流程 (50)八、移轉單建立作業 (52)九、製令製程入庫流程 (62)十、入庫移轉單建立作業 (64)伍、批次作業 (66)一、製令製程自動產生作業 (67)二、製令製程重計作業 (69)三、製程單據清除作業 (70)陸、查詢作業 (71)一、線別/廠商生產狀況查詢 (71)柒、管理報表 (75)一、製令生產分析表 (75)二、製令製程生產狀況表 (77)三、線別/廠商生產狀況表 (80)四、廠商託工預計進貨明細表 (82)五、線別/廠商在製明細帳 (84)捌、期初開帳與資料蒐集 (86)玖、上機實習 (87)一、製令製程開立 (88)二、投料 (91)三、廠內移轉 (93)四、託工移轉 (96)五、廠內移轉入庫 (98)壹、前言一、課程大綱二、系統目的三、系統特色一、課程大綱1.前言2.系統架構3.基本資料建立4.日常異動5.批次作業6.期初開帳與資料蒐集 7.報表與查詢8.上機實習二、系統目的製程管理系統亦可稱為現場管制系統(Shop Floor Control),主要是負責執行與監督現場中,由LRP系統所產生規劃出為符合客戶交期要求的生產製令(MO)而發放到現場的工作指示單(WO)。
乃屬SMART ERP中生產單元之一,即生產計劃系統(LRP)、製令/託外管理系統(MO)、製程管理系統(WO)。
一張製令的投入,現場由原料的準備、機器設備的加工作業,經由半成品到成品的產出,整個生產過程中必須要所有相關的原料、設備、資源、人員等的緊密配合才能完成;而製程管理系統的工作即在將加工現場的原物料、半成品、成品、機器、工時、成本等資訊、紀錄、蒐集、彙整、並追蹤與管制正在進行中的各項製造作業,以配合生產計劃所規劃的時程,充份有效的協調與控制現場相關資源,達到最短時間、最低成本、完成最佳品質的產品。
除上述目的之外,製程管理系統主要工作並包括即時監控與追蹤在製品(WIP) 、生產現場的庫存、機台稼動率、人員效率等資料,並進行各種製程統計分析,產生相關管理控制報表,以回饋給生產規劃人員及現場控制人員。
三、系統特色針對每道製造程序提供在製量、完成量、報廢量、回修量、待轉量、調整等數量的控制。
產品標準製程中提供每道製程的標準操作說明,且可以多項產品對應同樣產品製程,減少產品製程建立的時間,增加其彈性。
提供製令製程自動產生及建立作業,以做為生產進度管制之依據及生產效率、損壞率之評估依據。
製令製程在輸入時,提供由產品標準製程檔複製之功能,以節省資料輸入之時間。
提供各生產線之移轉單建立作業,並自動更新反映製令製程之進度、在製、重修與耗用工時狀況。
若製程的移轉依現場的狀況,可以不需要按照製令製程的標準順序來移轉,隨時依實際需求增加,具備移轉的彈性,充分發揮中小企業對於生產的彈性運作。
移轉單除記載各製程之完工數量外亦記載損壞、退回及重修數量資料。
另外對於製程之實際耗用工時資料亦做完整記錄。
提供『製令製程生產狀況表』,以供瞭解各製程之生產進度狀況。
其中除反映一製程之已完工、損壞數量外,亦可反映退回待修之數量。
提供『線別/廠商生產狀況表』,以供瞭解各生產線或廠商之生產排程與工作進度狀況。
提供『製令生產分析表』,以供瞭解一張製令各道製程之生產效率與損壞率情形。
在本系統中各項處理作業、作業憑證或明細表、管理報表或統計表作業處理上;可以結合最新技術之線上傳呼(DS pager)、結合非結構化資料附件檔(Attach File),達到快速回應(Quick Response)的即時資訊整合系統的需求。
貳、系統架構一、系統主流程二、系統功能圖三、製程系統與其他系統的關聯一、系統主流程二、系統功能圖製令生產分析表 製令製程生產狀況表 線別/廠商生產狀況表 廠商託工預計進貨明細表 線別/廠商在製明細帳 製程管理系統日常異動處理異動單據憑證管理報表管理維護作業 清單與明細表線別/廠商生產狀況查詢單據性質設定作業製令製程建立作業 移轉單建立作業製令製程憑證 製程派工憑證 移轉單憑證 產品途程明細表 單據性質清單 製令製程明細表 移轉單明細表製令製程自動產生 移轉單產生領料單作業 製令製程重計作業 製程單據清除作業查詢作業三、製程系統與其他系統關連製程管理系統1﹒與基本資料管理系統之關連z製程代號建立2﹒製令/託外管理系統之關連z開立製令製程時,需先開立製造命令。
z製令系統之加工計價資料為託工製程加工價格抓取之優先來源。
z移出類別為託工廠商之移轉單,可同步產生託外進貨單。
z入庫性質的移轉單,可同步產生生產入庫單或託外進貨單。
z性質為投料之移轉單,可批次產生領料單。
3﹒與成本計算管理系統之關連z移轉單上的生產工時,為成本計算之製令工時產生之資料來源。
※ 製令管理與製程管理有何不同1.製令:乃用料生產入庫之觀念製程:乃途程加工之觀念2.在製進度之深度不同製令: 領料未入庫即”在製材料”製程: 深入每一製程了解製程進度及在製狀況3.編號方式不同製程管理者產品進度之管理乃由「品號」加「製程順序」,可提高物料編號及管理之效率。
參、基本資料建立一、基本資料管理系統之關連作業二、製程管理系統之基本資料一、基本資料管理系統之關聯作業1、共用參數設定作業█ 程式代號:CMSI01█ 作業目的:系統上線前基本參數設定,未設定者無法輸入異動資料。
█ 輸入畫面:█ 欄位說明:<<第二頁:進銷存參數設定>>1.庫存現行年月* 欄位不可空白。
(1).指庫存的作帳年月,庫存系統期初開帳時,需手動輸入開帳年月,例如:預定於93/01月開始由本系統管制庫存帳,那必須將92/12/31的庫存餘額輸入到系統,我們稱此餘額為期初開帳餘額,那麼庫存現行年月應設定為92/12。
(2).資料設定後,無須由人工來維護,系統會透過「月底存貨結轉作業」來自動累計。
(3).本資料請勿自行修改,資料修改均影響「月底存貨結轉作業」及「現有庫存重計作業」執行結果之正確性。
※月結後不得再進行庫存現行年月以前的庫存相關異動單據(入出庫)的異動。
2.庫存關帳年月(1).由使用者(會計人員)自行調整,不可大於庫存現行年月。
(2).指當存貨報表確定,會計人員查完帳務後,經會計師審查異動憑證確定後,表示當年度所有的憑證皆不可修改;若發生異常需調整時,必須調整於次年度,則我們會將『關帳年月』設定為不可修改的年度之年底。
(3).關於現行年月/庫存關帳年月/帳務凍結年月三者之關連請詳庫存系統作業說明。
3.帳務凍結日期(1).本日期以前(含本日)不得再進行庫存相關異動單據(入出庫)的輸入。
(2).主要是替會計人員者在核對存貨管理報表期間,避免其他使用者,再進行異動資料的增修,造成查帳的困擾,所以將查帳期間的帳務凍結。
2.庫別資料建立作業█ 程式代號:CMSI03█ 作業目的:商品存貨儲存倉庫,期初上線時請將庫別資料先行建立,再進行庫存系統的「品號資料建立」。
█ 輸入畫面:█ 欄位說明:1.庫別性質(1).分存貨倉及非存貨倉二種。
若有一品號採標準成本制,標準成本為@5元在存貨倉有 100PC,在非存貨倉有5PCS,則本品號的存貨價值為500元,您可於「品號資料建立作業」單身看到二筆資料,但是在單頭的數量為100成本為500元。
(2).以製造業來說:非存貨倉指本倉庫的商品計不計入庫存成本,如:有些製程不良的料件或商品,這些商品已經記入當期的製造成本,所以這些商品縱有庫存數量,都不應再計入存貨成本重複計算,所以這種報廢倉稱為非存貨倉。
(3).如一些製造工具(手動起子、板手),納入本系統進行存貨管制,而這些商品只管制數量不管制商品價值,則可以另設一種倉庫可稱為工具倉,則此倉應設為非存貨倉。
(4).本系統亦提供服務性商品的銷售管理,比如說提供顧問諮詢、維修、設備拆解的服務,使用者可記錄服務的次數及價值,但對於總金額部份納入存貨是沒有意義的,所以這種倉庫亦為一種非存貨倉。
2.納入可用量計算*此倉庫的數量是否可納入可用量來累加。
本系統在訂單系統之「客戶訂單資料建立作業」及「銷貨單建立作業」中,均可查詢品號的【可用庫存量】,當庫存餘額顯示『100PC』時,這100PC到底可不可以銷貨呢?如果良品當然就應該可以,但是若其中有20PC不良品,哪就應該只有80PCS 可用,我們稱存放20 PC的存貨倉庫為不納入可用量計算。
3.庫存量不足准許出庫(可管制於「存檔」或「確認」單據時) *定義:設定當庫存數量為0時,可不可以執行出庫相關單據的核准呢?如果存貨為零,銷貨100 pcs,如果設為【庫存量不足准許出貨】,表示允許庫存為【-100】pcs,造成庫存餘額為「負」值。
當然這是一種不合理的現象,但是對一些製造業而言,銷貨單在商品生產入庫前,是必須先行備單核准,如果將單據設為庫存量不足准許出貨,則表示銷貨單核准時允許庫存量小於銷貨數量,流程如後:生產入庫或採購進貨庫存管理(庫存增加)出庫單據輸入(銷貨單/領料單/其他出庫單…)庫存量不足出貨N可輸入出庫單Y據但不可確認輸入出庫單據且可即時確認庫存>出庫量庫存可能會有小單據可確認於0的情況發生庫存永遠會大於0*一般來說只有製造業的成品倉庫才有設定允許庫存數量不足可以出貨的考量,一般的倉庫尤其是買賣行為的行業,他的倉庫管理主要是針對存貨者,均應設為庫存不足不可出貨。
█ 作業重點 1.組織關連2..關於製造業的庫別編碼請注意:公司別成 原 半 不 報 品 物 成 良 廢 倉 料 品 品 倉倉 倉編號:130 110 120 170 180(1).在庫別編號時將編號進行區隔,指良品倉、不良品倉、存貨倉、非存貨倉在編號時應進行區隔,進行編號區隔的主要目的是在庫存相關報表列印時,資料區間的篩選。
(2).若有加工管理者,且於加工廠倉處成立原物料倉庫進行存貨管制,則加工廠商應設庫別管理。
公司別員工代號職務分類單據性質部門代號共用參數幣別匯率庫庫庫 別別別1 2 3 生生生產產產線線線1 2 33、生產線資料建立作業█ 程式代號:CMSI04█ 作業目的:生產線乃定義廠內生產排程或製造成本計算時商品製造費用分攤基礎的單元,有關成本資料應於「成本計算系統」上線時將資料準備完成並輸入。