丰田电镀标准
- 格式:doc
- 大小:103.00 KB
- 文档页数:4
丰田技术标准编号: TSH3131G
题目: 外部涂层零件的漆膜质量
等级: C1
制订/修订: 第2版(2009年3月 )
本标准添加了氙气方法的标准值.
编制:
金属材料部
材料工程二部
工程信息规划部
工程资料控制与管理部
©丰田汽车公司
机密不可复制
2/8
3/8 机密不可复制
4/8 机密不可复制
5/8
机密 不可复制
进行
250MJ/m 2氙
板的一半打蜡
在未打蜡部分检查△E*和GR
在未打蜡部分检查△E*和GR
进行额外的400MJ/m 2氙
检查△E*和GR (打蜡部分)
板的一半打蜡
检查△E*和GR (打蜡部分)
6/8
机密 不可复制
检查△E*和GR (打蜡部分)
板的一半打蜡
板的一半打蜡
检查△E*和GR (打蜡部分)
在未打蜡部分检查△E*和GR
在未打蜡部分检查△E*和GR
进行400h SWOM
进行额外的400h SWOM
7/8 机密不可复制
8/8。
电镀锌涂层适用范畴本标准涉及了对以铁或钢为母材的汽车零件上所使用的防腐镀锌涂层(以下简称“涂层”)的要求。
注:⑴ 该涂层还包括了四种铬酸盐处理,如黄色,无色透亮,绿色和黑色。
处理方法概括母材在通过适合于类型和表面条件的预处理(如:去氧化皮,除油和酸洗等)之后,在锌金属盐池中电镀。
如有规定,也会使用脱氧和加铬(它可抑制白铬的形成)。
分类按照表3中所给出的涂层厚度,涂层可分为四级;按照后处理的方法,涂层可分为19种,如表1所示。
表 1注:⑵黄色铬酸盐涂层指用要紧成份为铬酸的溶液进行过处理的涂层。
⑶透亮铬酸盐涂层通常称为无色涂层。
⑷绿色铬酸盐涂层通常称为橄榄-黄褐色涂层。
⑸黑色铬酸盐涂层指用含硝酸银的溶液进行过化学处理的涂层。
质量外观涂层应具有表2种所描述的色调,并应光滑,无对实际使用有害的可视涂镀缺陷,如烧伤和漏底等。
表2备注:具体的光泽或色调,如必要,可通过当事各方之间协议作出规定。
涂层厚度与抗腐蚀性涂层厚度与抗腐蚀性能应使用第5部分所描述的试验方法测试,并满足表3所列的规范要求。
然而上述不适用于螺纹部分,凹槽和不与直径为1 2mm的球面相接触的结合面,以及在当事各方之间协议规定出的部分。
表3注:⑹涂层厚度不包括后处理膜的厚度。
⑺在100cm2的涂镀面积上不应发觉两块以上的锈斑。
不承诺存在直径大于2mm的锈斑。
该质量要求仅适用于没有后处理的涂镀零件。
关于有后处理的涂镀零件,所要求的时数为规定的时数加上形成白锈所要求的时数。
⑻该质量要求仅适用于有后处理的涂镀零件。
在规定的时数内,不应形成容易目视检测出的白锈。
然而,在镀层表面上所形成的黑斑不应看作为锈。
⑼发动机舱,门和驾驶员侧的底盘上的零件应被看作是外部零件。
关于那些专门难分类的零件应与当事各方商量决定。
试验方法外观外观应在室内光线下,以离开测试表面500mm的距离目视检测。
厚度试验厚度应通过显微的方法测试。
另:本试验也可使用电量分析法。
抗腐蚀试验对差不多按照TSH1552G处理过并放置了至少24小时的试样应连续进行试验。
丰田工程标准电镀中的镀锌(不含六价铬)1、范围该标准涉及:为达到防侵蚀之目的,车辆中的铁零件在电镀中的镀锌要求(1)(以下称镀锌)。
由该标准提供的零件材料,应遵照TSZ0001G中的出于环保关注,而提出的对物质的禁止和限制要求。
除了使用欧洲ELV指示中的规定外,还应遵照最新版本的指示。
注:(1)镀锌也包括镀锌后的铬处理,不含六价铬(以下称铬)。
2、处理方法经过预先采取与物质类型和表面条件相符的处理后(例如除油污,酸浸蚀等),把物质浸泡在锌金属盐里镀上涂层。
脱氢作用和铬酸盐处理,能阻止白色腐蚀(白斑)产品的形成。
如果图纸或类似图纸的文件有要求,也可以采用铬酸盐(不含六价铬)。
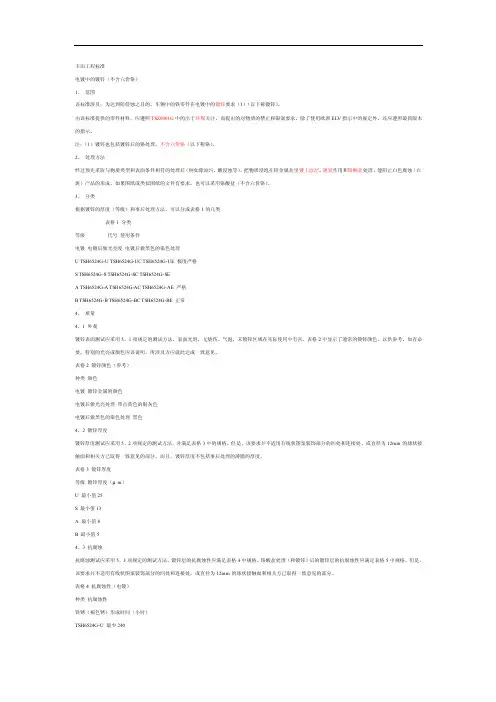
3、分类根据镀锌的厚度(等级)和事后处理方法,可以分成表格1的几类表格1 分类等级代号使用条件电镀电镀后做光亮度电镀后做黑色的染色处理U TSH6524G-U TSH6524G-UC TSH6524G-UE 极度严格S TSH6524G-S TSH6524G-SC TSH6524G-SEA TSH6524G-A TSH6524G-AC TSH6524G-AE 严格B TSH6524G-B TSH6524G-BC TSH6524G-BE 正常4、质量4、1 外观镀锌表面测试应采用5、1项规定的测试方法,表面光滑,无烧伤、气泡,未镀锌区域在实际使用中有害。
表格2中显示了通常的镀锌颜色,以供参考。
如有必要,特别的光亮或颜色应该说明,所涉及方应就此达成一致意见。
表格2 镀锌颜色(参考)种类颜色电镀镀锌金属的颜色电镀后做光亮处理带点黄色的银灰色电镀后做黑色的染色处理黑色4、2 镀锌厚度镀锌厚度测试应采用5、2项规定的测试方法,并满足表格3中的规格。
但是,该要求并不适用有线状图案装饰部分的凹处和连接处,或直径为12mm的球状接触面和相关方已取得一致意见的部分。
而且,镀锌厚度不包括事后处理的薄膜的厚度。
表格3 镀锌厚度等级镀锌厚度(μm)U 最小值25S 最小值13A 最小值8B 最小值54、3 抗腐蚀抗腐蚀测试应采用5、3项规定的测试方法。
AIAG全称Automotive Industry Action Group即汽车工业行动小组。
该组织成立于1982年,由美国三大汽车公司通用、福特和克莱斯勒共同创建,是全球公认的著名的非盈利组织。
AIAG已有超过1000多家的成员公司,其中包括:整车制造商:克莱斯勒、福特、通用、北美丰田和北美本田一级供应商:德尔福、江森自控、固特异、麦格纳、约翰迪尔、伟世通、李尔、博格华纳等。
AIAG CQI-11电镀系统评估的三大目的Plating System Assessment(英文简称:PSA)‧持续改善‧问题与风险预防‧降低制程变异与供应链上的损耗浪费AIAG CQI-11评估准则•原则:1次/年•客户有特别要求对PSA符合程度评估时,则按客户要求执行•评估必须使用ISO/TS16949:2009规定的流程步骤审核/评测AIAG CQI-11审核员资格要求•质量内审员资格(ISO/TS16949 ISO9001)•必须具备电镀专业知识•具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历•接受过TS16949五大手册专业培训AIAG CQI-111.1 现场是否有专门且合格的表面处理人员?•现场需要一位专门且合格的表面处理人员。
•是全职员工,且职位需被列入于组织图中。
•需有化工与表面处理相关知识的描述。
•需包含具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历。
AIAG CQI-111.2 表面处理厂是否执行先期产品质量规划?•公司文件应纳入先期产品质量规划(APQP)之程序。
•公司可以将相似的零件定义为同一类型的产品进行可行性评估。
•在客户审核通过后,除非客户同意,否则不允许改变任何程序。
•当制造程序需要改变时,电镀厂需与客户联络要求审核。
•重大制造程序改变的客户审核文件,应该以记录归档。
AIAG CQI-111.3 制程处理FMEA是否为最新的且反应出目前的制程?•公司文件应纳入制程失效模式(FMEA)程序,并确保FMEA适时更新以反映出目前产品质量状况。
电镀锌标准1、适用范围:本标准规定了汽车零部件(以下简称“零件”)防锈及装饰用电镀锌镀层,(以下简称“镀层”)的技术要求。
2、术语定义本标准中的术语定义如下。
*其它术语应与JISH0400(电镀术语汇编)中的定义一致。
(1)光亮铬酸盐处理铬酸盐处理在锌镀层上生成防腐层,同时进行化学抛光。
光亮铬酸盐处理就是使用化学抛光的方法使镀层光亮。
化学抛光通常采用两种方法:一种方法是使用铬酸溶液,它是在抑制防腐层形成的同时完成化学抛光。
另一种方法方法是使用碱溶液,是在防腐蚀层形成之后获得光亮镀层。
(2)有色铬酸盐、绿色铬酸盐及黑色铬酸处理用来防腐蚀的铬酸盐镀层厚且有色。
因此,这种防腐蚀镀层被称作“有色铬酸盐”。
其色调随镀层的主要成分铬酸铬(XCr2·yCrq3·ZH2O)的比例不同而变化;绿色色调的叫做“绿色铬酸盐”黑色色调的被称为“黑色铬酸盐”。
(3)表面干涉带在镀层上相当薄的铬酸盐涂层里有着透明的及看不见的薄涂层。
当白色光照在其表面上时,涂层及镀层表面上的反光互相进一步干涉,显出彩虹般的色彩。
这种现象所引起的条纹图案称作“干涉带”。
(4)表面色散有色铬酸盐的色调随涂层成分的不同而起变化。
而涂层成分又随铬酸盐处理浴的成分及操作条件的变化而变化。
因此,即使是同一批次的某种零件,每个零件的色调都有可能不同,即使在同一表面也很难获得均匀的色调,而导致色彩不匀。
(5)白色腐蚀物锌的腐蚀物大多数情况下包括象碱性碳酸锌那样的白色混合物。
这种腐蚀物(锌锈)是在铬酸盐镀层受损,锌暴露在腐蚀环境中时产生的。
3、种类与代号镀层被分为19类,其类型及代号示于表11、代号尾部的B表示:“亮光铬酸盐处理”,C表示“有钯铬酸盐处理”,G表示“绿色铬酸盐处理”(通常叫作“黄褐色处理”),GS表示绿色铬酸盐处理中的腐蚀性能特好,K 表示“黑色铬酸盐处理”。
2、内部指的是车体内部各场所,零件安装在这些地主不会直接或间接淋雨。
范围本标准包含了电镀层和其他种类涂层地耐腐蚀实验方法.备注:在本标准中,{ }中给出地单位和数值是基于习惯性地单位系统,这里给出仅供参考.实验方法盐雾实验设备实验设备按照或准备.(见图).盐水要在调整了值和浓度并加热后,通过过滤清洁.实验设备要遵从指示.盐水用经过加热地、潮湿地并有压力控制地压缩空气施加压力,从喷嘴喷出,来进行加速腐蚀实验.文档收集自网络,仅用于个人学习实验设备无论在喷嘴地类型还是在喷射塔地类型上都要满足如下规定地状态.喷射仓要用绝缘材料制成,内部表面要能承受实验条件.实验设备地结构和性能要能调整并满足表中地要求.盖顶上聚集地液滴不能再落到实验板上继续进行实验.从实验板上落下地液滴不能再回到蓄液池中再次喷射.盐雾喷射不能从实验设备中漏出.图盐雾实验设备图见原文顶盖. 温度计. 干湿计. 喷雾收集器. 高度调节防护板. 喷嘴文档收集自网络,仅用于个人学习. 排气、排水管. 仓内加热器. 盐水蓄液池(当安装在外面时要被加热). 盐水仓. 循环盐水槽. 水位设施. 空气加热加湿单元. 空气过滤器文档收集自网络,仅用于个人学习. 气压调节器实验条件用中规定地实验板和,按照中地规定涂覆实验板.用单边地剃刀或小地刀片垂直于涂覆地实验板斜对地交叉线,露出底下地金属.用合适地密封材料(富含锌地涂料或胶带等)密封实验板地切边.把实验板固定在盐雾实验设备中,调整使之满足表中地规定,这样就能满足下面地状态:把实验板平行于盐雾通过盐雾仓地水平流动方向把实验板被实验地表面与竖直线大约成°角.放置实验板时除了支架不能有任何东西.从一个实验板上落下地溶液不能落到其他实验板上.支撑实验板地合适地材料有玻璃、橡胶、塑料或适当地有涂层地木材.实验板最好从后面地底部支撑,或者用槽型支架固定.业可以用玻璃练或蜡绳悬挂实验板到规定地位置.文档收集自网络,仅用于个人学习实验继续进行到规定地时间,直到实验板达到规定地状态.当进行寿命实验时,每天在指定地时间观察一次实验板地状态,通常,把实验板从实验设备中那出来观察地时间不能超过分钟,而且这一段时间也算在实验周期里.文档收集自网络,仅用于个人学习每天随机固定一块实验板.表盐雾实验设备地工作状态注:()漏斗地顶部有一个地横截面用做盐水回收器.()用液体比重计测量比重,用图所示地图表转换成℃下地比重.盐水地准备用或中规定地可分离地精练盐或其他相关标准中地精练盐溶于电导体为µ或更少地蒸馏水中,配成浓度为±和值为地盐水.文档收集自网络,仅用于个人学习值可以通过加入冲淡地盐酸或接近地氢氧化钠溶液来调整.当值不稳定时,把盐水放置在室内小时或更长时间后在测量值.文档收集自网络,仅用于个人学习图温度和盐水地比重之间地关系.图见原文. 评估在完成整个实验周期后取出实验板或者在寿命实验中临时取出实验板来观察状态时,实验板要在取出后用循环水清洗并烘干后立即进行评估.满足如下值时就视为可以接受.文档收集自网络,仅用于个人学习≤………………………..()这里::从切割线开始延伸地水泡(锈)()地最大宽度(两边)(单位:):从锈点或水泡开始向切割线以外延伸地腐蚀度地等级(距离边范围内形成地水泡或锈都包括在内)从锈点或水泡开始向切割线以外延伸地腐蚀度地等级比例如表所示注():水泡或锈地最大宽度如图所示图见原文注:直径上大于等于地锈点或水泡要用于评估.(参考)整个表面上都有水泡地实验板因为其等级已经到了本标准中地,水泡尺寸到了中地,所以视为不可接受.文档收集自网络,仅用于个人学习适用标准电镀实验板地准备方法氯化钠中性盐雾实验方法盐雾实验方法涂层水泡等级地评估方法化学分析部分:规范系列.。
汽车零件⽤电镀锌标准汽车零件⽤电镀锌标准SES_F_204-11. 适⽤范围本标准将对出于防蚀和装饰⽬的⽽对汽车零件的⾦属基体进⾏的镀锌(以下称镀锌)作出规定。
2. ⽤语的定义2.1 光泽铬酸盐(Chromate)铬酸盐处理对镀锌⽣成防蚀⽪膜的同时也进⾏化学研磨作⽤。
利⽤化学研磨作⽤可使镀层表⾯带有光泽。
包括了因处理⽅法⽽抑制了防蚀⽪膜的⽣成,利⽤化学研磨作⽤得到光泽⾯的⽅法,以及防蚀⽪膜⽣成后⽤碱液作⽤得到光泽⾯的⽅法。
2.2 有⾊铬酸盐(Chromate)以防蚀为⽬的⽣成的铬酸盐⽪膜是有⾊的.因此,防蚀⽤铬酸盐⽪膜⼜叫有⾊铬酸盐.根据⽪膜的组成成分铬酸,铬(xCr2O3 yCrO3 Zh2O)的组成⽐率⽽显⽰有多种颜⾊的变化.呈黄⾊时,也叫黄⾊铬酸盐⽪膜。
2.3 ⿊⾊铬酸盐(Chromate)电镀后,铬酸溶液中附加⿊⾊处理药品后形成的处理液⽣成铬酸盐⽪膜的⽅法,也叫硝酸⽪膜。
2.4黄绿⾊铬酸盐(Chromate)电镀后,⽤特殊的含有负离⼦铬酸盐液进⾏处理,可以得到防蚀性能良好的厚膜型⽪膜.称为绿⾊铬酸盐或者橄榄绿铬酸盐。
2.5 表⾯的⼲涉花纹在较薄的铬酸盐⽪膜上,因电镀上⾯残留有眼睛⽆法看到的透明薄⽪膜,表⾯受到⽩⾊光时,⽪膜表⾯和电镀表⾯的反射光相互⼲涉影响,呈彩虹⾊,⼲涉花纹便是指这样产⽣的条纹。
2.6 表⾯的⾊泽偏差有⾊铬酸盐的⾊调根据⽪膜组成⽽变化,这在铬酸盐处理时容易根据组成及组织条件的变化⽽变化。
因此即使是同样的配件也会在各个配件上产⽣⾊调的差异,也可以说很难在同⼀表⾯上得到均⼀的⾊调⽽会产⽣⾊斑。
2.7 ⽩⾊腐蚀⽣成物锌的腐蚀⽣成物和盐基性碳酸锌在⼤部分情况下会⽣产⽩⾊化合物,破坏铬酸盐⽪膜使锌露置在腐蚀环境中,这样⽣成腐蚀⽣成物(锌锈)。
2.8 ⾚锈⽩⾊锈状态深化下去在⾦属基体上⽣成的红⾊的锈。
3. 种类和记号轿车配件⽤镀锌的种类根据镀锌质地和厚度如表1所⽰区分。
表1. 种类和记号*备注:1)记号后的A为光泽铬酸盐处理,1为有⾊铬酸盐处理,B为⿊⾊铬酸盐处理,G为黄绿⾊铬酸盐处理。
丰田电镀标准TSH6524G坐垫硬度测量方法1、适应范围该标准涉及到成品坐垫硬度的测量方法。
2、术语该标准使用的术语见图1。
3、测试分类图纸上标明要测试的分类见表格1。
表格1 测试分类测试区检测器特性插入口万能拉压检测器在持续压力下,25%和50%硬度或偏差,微调弹簧常数。
垫子推-拉检具加载15mm的压缩力4、常用测试条件4、1 实验室标准条件实验室标准温度和湿度见表格2。
如果不能在表格2 中的条件下进行测试,要求在标准条件下测试的硬度应从实验结果、实际温度和湿度加以考虑。
表格2 标准条件等级A级B级温度:23摄氏度±1摄氏度±2摄氏度相对湿度:50% ± 3.3% ±5%4、2 测试样件条件样件和量产的产品应采用不同的方法。
4、2、1 样件条件脱模(或压)之后,样件要能承受4、1条中的标准条件直到达到最大硬度。
4、2、2 量产产品生产实验、条件脱模(或压)之后,使量产产品处于同一条件下,直到达到最大硬度。
测试前,要能承受4、1条中的标准条件直到硬度稳定。
5、插入口硬度测试方法5、1 需准备的项⑴测试样件4、2 条中的坐垫条件⑵检测器万能拉压检测器(准确度:偏差0.1mm, 加载1牛顿的力)或相同的检测器,和X-Y记录器或相同的打印机。
⑶座位固定夹具图2 中有三个夹具。
使用方法A中的木制夹具作为座位固定夹具。
(也可以用树脂或金属做的夹具)。
如果因某一特定产品的形状或尺寸,很难采用方法A,经所涉及方的同意,图纸上将标明方法B或C或别的方法。
注意:⑴方法A中采用的预防措施(a)木制夹具的承受表面应和坐垫后面的形状一致。
在承受表面和坐垫后部之间无移动。
根据减重孔,木制夹具的形状应和坐垫主表面匹配。
(b) 设计基座,当测试样件放置在木制夹具上时,可以使负载面在同一水平面上。
(c) 作为标准,座位固定夹具应为木制夹具。
当然,如果能达到条件要求,座位主框架或类似的东西可以作为替代品。
汽车轮毂真空电镀外观质量要求一、外观质量检验标准:1、正面1.1整个轮辋正面分散性杂质、针孔、缩孔、颗粒:大于0.7mm—小于1.0mm(含1.0 mm)间距要大于等于15cm大于0.5 mm—小于0.7 mm的间距要大于等于8cm正面累计缺陷不得超过3颗,日本产品正面≤0.5 mm不得超过2颗1.2轮毂表面状物同色长度不得超过2 mm,不同色长度不得超过0.5 mm.1.3轮毂正面突起部的凹凸点外周大小需在¢3 mm以下,如突起点有针孔及外在物时,同种色系整体大小需在¢0.7 mm以下,不同种色系的大小需在¢0.4 mm以下,间距在150-250 mm以上允许有两颗。
1.4不允许轮毂表面有明显的色差,可依据客户要求或限度样品判定1.5轮毂正面不允许有流漆现象1.6整个表面不允许有碰伤和明显的划伤,不允许有变形的现象出现。
1.7不允许有透明漆有喷涂不完整现象出现。
1.8轮毂正面不得有污染现象存在,产品上所有的永久性标示及字迹应清晰可辨。
1.9每个窗口三分之二以上分散明显的颗粒0.5-0.8 mm不能超过两颗,三分之一以下分散不明显的颗粒0.5-1.0 mm不能超过三颗,不能有三个窗口同时存在。
1.10窗口、夹缝处可允许有直线状轻微流漆、轻微桔皮。
1.11每种轮毂正面及窗口之平整性依客户要求或打样之限度样品来确定。
2、内外轮辋2.1不准与限度样品有明显色差2.2不准有喷涂不完全现象存在2.3不准有严重的手印现象存在2.4不允许有密集性的颗粒、针孔2.5可允许有5c㎡流挂现象2.6不能有碰伤现象存在3、中心孔、PCD孔、气门孔3.1不允许有碰伤现象3.2不允许有颗粒3.3不允许有粘铝、振刀和毛刺未磨平刮手的现象4、安装面4.1不允许有明显的碰伤4.2不允许有粘铝、颗粒和粘粉粘漆现象4.3安装面必须平整光滑5、CAP固定螺丝孔、装饰钉孔要保护不允许喷涂过多,要使螺丝可以轻松拧紧,装饰钉可以打进。

MG ROVER 集团技术标准发行号:5 MG RES:21 ZS 05题目:页数1/5 日期:2004年4月目录1 欧洲联盟报废车辆指示 5 螺纹精度项目2 概述 6 一般要求3 试验方法7 特殊要求4 适用性和限制性8 图纸说明书的使用1 欧洲联盟报废车辆指示1.1 《欧洲联盟报废车辆指示》(简称ELV)中考虑到了Cr+6的使用和处置,已经在欧洲范围内得到实施。
为确保MG Rover 车辆符合ELV指导方针的要求,含有Cr+6的涂层是不允许的。
选择不含有Cr+6的涂层,能确保MG Rover 车辆满足ELV的要求。
1.2 新的零部件从发布之日起,所有新部件必须符合本标准中不含Cr+6的要求,包括第7小节中扣件镀层标准。
1.3 当前零部件当前零部件应尽早更换,不过这些零部件可以提供符合本标准其他方面的六价铬含涂层。
从2006年1月1日起,零部件必须满足不包含Cr+6的标准要求。
对表面加工的所有变更必须遵循在供应商、表面加工者、MG Rover工程部相关负责人、材料工程和产品变更控制之间事先达成的协议。
2 综述本标准详细说明了不含Cr+6的性能要求,镀锌层是为钢构件提供保护功能。
涂层应采用具有粘合基质的锌或者锌和铝的形式,要采用从有机体或者水状媒介物提取的非电解物质,然后烘干以形成具有粘附性的表层。
该表层不能用作导电接地,不过其性能要求需要该涂层的非导电外层可以应用。
对零部件和紧固件的规范包括精密螺纹项目。
3 试验方法本标准要求下列试验方法。
MGR ES.06.01 MGR ES.30.CT.118 BS EN ISO 1463MGR ES.08.06.109 MGR ES.30.VT.900 7479MGR ES.30.VR.101 MGR ES.30.FP.105BS4 适用性和限制性4.1 适用性镀锌层适用性如下。
4.1.1 比电镀/机械镀锌层要求更高的地方4.1.2 要求去氢脆的地方4.2 限制性该处理对某些应用不适用,下述情况要联系材料工程部进行评估试验。
日本JIS镀锌标准电镀锌标准1、适用范围:本标准规定了汽车零部件(以下简称“零件”)防锈及装饰用电镀锌镀层,(以下简称“镀层”)的技术要求。
2、术语定义本标准中的术语定义如下。
*其它术语应与JISH0400(电镀术语汇编)中的定义一致。
(1)光亮铬酸盐处理铬酸盐处理在锌镀层上生成防腐层,同时进行化学抛光。
光亮铬酸盐处理就是使用化学抛光的方法使镀层光亮。
化学抛光通常采用两种方法:一种方法是使用铬酸溶液,它是在抑制防腐层形成的同时完成化学抛光。
另一种方法方法是使用碱溶液,是在防腐蚀层形成之后获得光亮镀层。
(2)有色铬酸盐、绿色铬酸盐及黑色铬酸处理用来防腐蚀的铬酸盐镀层厚且有色。
因此,这种防腐蚀镀层被称作“有色铬酸盐”。
其色调随镀层的主要成分铬酸铬(XCr2•yCrq3•ZH2O)的比例不同而变化;绿色色调的叫做“绿色铬酸盐”黑色色调的被称为“黑色铬酸盐”。
(3)表面干涉带在镀层上相当薄的铬酸盐涂层里有着透明的及看不见的薄涂层。
当白色光照在其表面上时,涂层及镀层表面上的反光互相进一步干涉,显出彩虹般的色彩。
这种现象所引起的条纹图案称作“干涉带”。
(4)表面色散有色铬酸盐的色调随涂层成分的不同而起变化。
而涂层成分又随铬酸盐处理浴的成分及操作条件的变化而变化。
因此,即使是同一批次的某种零件,每个零件的色调都有可能不同,即使在同一表面也很难获得均匀的色调,而导致色彩不匀。
(5)白色腐蚀物锌的腐蚀物大多数情况下包括象碱性碳酸锌那样的白色混合物。
这种腐蚀物(锌锈)是在铬酸盐镀层受损,锌暴露在腐蚀环境中时产生的。
3、种类与代号镀层被分为19类,其类型及代号示于表1表1代号种类代号零件适用零件举例镀层厚度铬酸盐处理有关零件分类要求的特性内部零件外部零件的内部外部零件1类(铁金属)MFZn3 —B 0 鉴别(灰色)螺钉、垫圈、小匣—C 0 鉴别(黄色)MFZn5 —B 0 外观(光亮)鉴别(灰色)小轴等螺钉、垫圈、小匣、小轴、油脂枪喷嘴和一般机械零件等。
汽车零部件电镀层
本文档介绍了2002年发布的国家标准GB_T5267.1-2002《汽
车零部件电镀层》的完整内容。
文档概述
该标准的适用范围是为了规定汽车零部件电镀层的要求和测试
方法,以确保汽车零部件在正常使用条件下的可靠性和耐久性。
标准内容
该标准主要包括以下几个方面的内容:
1. 术语和定义:定义了与电镀层相关的术语和定义,以便在标
准中的使用中有统一的理解。
2. 电镀层分类:根据电镀层的材料和结构将其分为不同的分类,并对各类电镀层的应用范围进行了说明。
3. 电镀层要求:对不同分类的电镀层提出了具体的要求,包括
镀层厚度、耐蚀性、附着力等方面的指标。
4. 电镀层试验方法:介绍了测试电镀层性能的具体方法和标准,包括厚度测定、耐腐蚀性试验、附着力试验等。
5. 电镀层的检验规则:针对电镀层进行了检验的具体规则和方法,以确保电镀层符合标准要求。
用途和意义
本标准的发布对于保证汽车零部件电镀层质量的稳定性和一致
性具有重要意义。
它为汽车制造商和相关产业提供了参考,使他们
能够选择合适的电镀层以及进行质量控制和检验。
相关标准和法规
在本标准中,涉及到了一些相关的国家标准和法规,包括(在
标准中列出这些相关标准和法规的名称和编号)。
总结
(完整版)GB_T5267.1-2002《汽车零部件电镀层》标准的发布对于规范汽车零部件电镀层质量具有重要意义,为汽车制造商提供了
一系列的要求和测试方法,以确保汽车零部件的可靠性和耐久性。
本标准为相关行业提供了参考,促进了汽车零部件电镀层技术的发展与进步。
(慧国)丰田电镀规格Electroplated Coatings of Zinc on Iron and Steel1. 适用范围:本标准适用于钢铁底材以防触及装饰为目的的锌电镀。
(以下简称电镀)。
2. 种类、等级及符号1.种类及等级:电镀之种类是以表面之处理方法为准,分为4种类,等级是以厚度为准,分为6等级,如表1所示。
备考(1): (2):2号镀层是经黑色铬酸盐处理者。
(3):3”符号表示之。
(4):4好镀层是经磷酸盐处理者,并以特别要求提醒注意的“(5)镀锌(电镀)Electroplated Zinc Coating1.适用范围此规格是以钢铁质地的汽车零件防腐蚀性目的而进行的锌电镀(以下简称电镀)。
注(1)该电镀包括电镀后用黄、青银白色、绿色及黑色的铬酸盐处理。
2.处理方法概要根据质地种类及表面状态进行相应的事前处理(如除黑皮、脱脂、酸洗等)之后包括锌金属盐在内,可以在电镀液中电解析出。
有特别指示的情况,要进行脱氢处理及铬酸盐处理。
目的是防止白色腐蚀物的发生。
3.种类注(2):黄色铬酸盐是指用主要成分为铬酸的溶液进行处理。
(3):青银色铬酸盐通常被叫做镀。
(4):绿色电镀是通常所标的草绿处理。
(5):黑色铬酸盐是指用含硝酸银的溶液进行化学处理。
试验方法1.外观在室光下离试验面500mm进行目视。
2.厚度试验以显微镜测量方法为基准,用电镀膜计进行测定。
3.耐腐蚀性试验根据JISZ2371的规定,对于处理后经过24个小时以上的部品进行连续性试验。
参考(1)由于镀锌用的碱性溶液很难适用于钢铁部品,故希望使用时避开。
(2)一般镀锌的情况,电镀后要进行铬酸盐处理。
(3)铬酸盐处理后,如果进行脱氢处理,会在铬酸盐层有龟裂现象导致防锈能力骤减。
(4)一般的铬酸盐处理的防锈能力的优劣能力如下:优:绿色≧黄色>黑色>青银白色:劣(5)脱氢处理的图面指示方法,根据TSH5105的指示方法进行,另外,作业指示方法对比见下表。
丰田工程标准编号: TSH3131G名称汽车外部涂层零件的喷涂层质量标准等级C1版本 2 2009年三月外部涂层零件的喷涂层质量标准1适用范围本标准应用于装饰作用的汽车外部零件的喷涂层质量要求。
零件对锈蚀的要求请参照锈蚀预防标准。
另外汽车外部零件使用的油漆/颜料不能设计成没有表面处理的微钛氧化2等级根据基材和使用环境喷涂层质量按照表1分类。
表1 分类等级代码基材光泽度应用一类TSH3131G-1A树脂60°G≥80高光零件彩色的关键外部零件TSH3131G-1B 60°G<80 低光零件二类TSH3131G-2A金属加电镀60°G≥80应用在易被盐腐蚀或者要求高附着力的地方TSH3131G-2B 地理上高盐地区以外使用TSH3131G-2C60°G<80应用在易被盐腐蚀或者要求高附着力的地方TSH3131G-2D 地理上高盐地区以外使用喷涂层质量要求列在表2中。
表2 质量抗撞击能力1A 1B 喷涂层外观表面结构参照限定样品色调根据限定彩色样品板喷涂层厚度报告应该考虑各个相关方的关心问题讨论决定镜面的光泽度根据限定彩色样品板硬度HB级或者更高如果基材的硬度是B级或者更软喷涂层的硬度应该与基材相同或者更硬抗撞击能力在2.94牛顿 X 0.2 米或更高的撞击下应该没有凹痕或者撕裂抗印染能力没有明显的布料印记抗附着能力0/100抗水能力40度 x 240 小时240小时测试后喷涂表面应该没有起皱裂缝气泡撕裂光泽度下降或变色。
抗水变色能力颜色差异最大∆E*0.8同时要求表面无异常抗碱腐蚀变色能力颜色差异最大∆E*2.0同时要求表面无异常抗酸腐蚀变色能力抗汽油能力没有起皱裂缝气泡撕裂抗磨损能力400次后不得露出基材光渗透性 1.5% 最大抗气候加速试XenonXenon 原理B Xenon 原理A项目500毫焦/750毫焦/项目500毫焦/平750毫焦/平验平方米平方米方米方米冷热冲击试验前∆E*≤3.0GR≥80, 不能变色报告(应该考虑各个相关方的关心问题讨论决定)NOWAX(无蜡) ∆E*≤3.0GR ≥80,不能变色报告(应该考虑各个相关方的关心问题讨论决定)冷热冲击试验后没有裂纹或者撕裂以及涂层表面异常WAX(有蜡)SWOMSWOM 原理B SWOM 原理A项目800小时1200小时项目400小时1000小时冷热冲击试验前∆E*≤3.0 GR≥80,不能变色报告(应该考虑各个相关方的关心问题讨论决定)NOWAX(无蜡) ∆E*≤3.0GR≥80,不能变色报告(应该考虑各个相关方的关心问题讨论决定) 冷热冲击试验后没有裂纹或者撕裂以及涂层表面异常WAX(有蜡)抗外界气候能力12个月各个相关方关心的问题讨论后评估颜色差异, 光泽度持久性和表面涂层状态备注1只适用于喷涂表面处理2只适用受紫外线侵蚀的基材或者底层表面3 Xenon 测试的测试方法因该作为一个标准。
(慧国)丰田电镀规格1.适用范围:本标准适用于钢铁底材以防触及装饰为目的的锌电镀。
(以下简称电镀)。
2.种类、等级及符号1.种类及等级:电镀之种类是以表面之处理方法为准,分为4种类,等级是以厚度为准,分为6等级,如表1所示。
备考(1): (2):2号镀层是经黑色铬酸盐处理者。
(3):3”符号表示之。
(4):4好镀层是经磷酸盐处理者,并以特别要求提醒注意的“(5)镀锌(电镀) Electroplated Zinc Coating1.适用范围此规格是以钢铁质地的汽车零件防腐蚀性目的而进行的锌电镀(以下简称电镀)。
注(1)该电镀包括电镀后用黄、青银白色、绿色及黑色的铬酸盐处理。
2.处理方法概要根据质地种类及表面状态进行相应的事前处理(如除黑皮、脱脂、酸洗等)之后包括锌金属盐在内,可以在电镀液中电解析出。
有特别指示的情况,要进行脱氢处理及铬酸盐处理。
目的是防止白色腐蚀物的发生。
3.种类电镀的种类根据下表电镀厚度分为4级。
注(2):黄色铬酸盐是指用主要成分为铬酸的溶液进行处理。
(3):青银色铬酸盐通常被叫做镀。
(4):绿色电镀是通常所标的草绿处理。
(5):黑色铬酸盐是指用含硝酸银的溶液进行化学处理。
试验方法1.外观在室光下离试验面500mm进行目视。
2.厚度试验以显微镜测量方法为基准,用电镀膜计进行测定。
3.耐腐蚀性试验根据JISZ2371的规定,对于处理后经过24个小时以上的部品进行连续性试验。
参考(1)由于镀锌用的碱性溶液很难适用于钢铁部品,故希望使用时避开。
(2)一般镀锌的情况,电镀后要进行铬酸盐处理。
(3)铬酸盐处理后,如果进行脱氢处理,会在铬酸盐层有龟裂现象导致防锈能力骤减。
(4)一般的铬酸盐处理的防锈能力的优劣能力如下:优:绿色≧黄色>黑色>青银白色:劣(5)脱氢处理的图面指示方法,根据TSH5105的指示方法进行,另外,作业指示方法对比见下表。
脱氢处理的图面知识方法的对比。
汽车零件用电镀锌标准SES_F_204-11. 适用范围本标准将对出于防蚀和装饰目的而对汽车零件的金属基体进行的镀锌(以下称镀锌)作出规定。
2. 用语的定义2.1 光泽铬酸盐(Chromate)铬酸盐处理对镀锌生成防蚀皮膜的同时也进行化学研磨作用。
利用化学研磨作用可使镀层表面带有光泽。
包括了因处理方法而抑制了防蚀皮膜的生成,利用化学研磨作用得到光泽面的方法,以及防蚀皮膜生成后用碱液作用得到光泽面的方法。
2.2 有色铬酸盐(Chromate)以防蚀为目的生成的铬酸盐皮膜是有色的.因此,防蚀用铬酸盐皮膜又叫有色铬酸盐.根据皮膜的组成成分铬酸,铬(xCr2O3 yCrO3 Zh2O)的组成比率而显示有多种颜色的变化.呈黄色时,也叫黄色铬酸盐皮膜。
2.3 黑色铬酸盐(Chromate)电镀后,铬酸溶液中附加黑色处理药品后形成的处理液生成铬酸盐皮膜的方法,也叫硝酸皮膜。
2.4黄绿色铬酸盐(Chromate)电镀后,用特殊的含有负离子铬酸盐液进行处理,可以得到防蚀性能良好的厚膜型皮膜.称为绿色铬酸盐或者橄榄绿铬酸盐。
2.5 表面的干涉花纹在较薄的铬酸盐皮膜上,因电镀上面残留有眼睛无法看到的透明薄皮膜,表面受到白色光时,皮膜表面和电镀表面的反射光相互干涉影响,呈彩虹色,干涉花纹便是指这样产生的条纹。
2.6 表面的色泽偏差有色铬酸盐的色调根据皮膜组成而变化,这在铬酸盐处理时容易根据组成及组织条件的变化而变化。
因此即使是同样的配件也会在各个配件上产生色调的差异,也可以说很难在同一表面上得到均一的色调而会产生色斑。
2.7 白色腐蚀生成物锌的腐蚀生成物和盐基性碳酸锌在大部分情况下会生产白色化合物,破坏铬酸盐皮膜使锌露置在腐蚀环境中,这样生成腐蚀生成物(锌锈)。
2.8 赤锈白色锈状态深化下去在金属基体上生成的红色的锈。
3. 种类和记号轿车配件用镀锌的种类根据镀锌质地和厚度如表1所示区分。
表1. 种类和记号*备注:1)记号后的A为光泽铬酸盐处理,1为有色铬酸盐处理,B为黑色铬酸盐处理,G为黄绿色铬酸盐处理。
(慧国)丰田电镀规格
Electroplated Coatings of Zinc on Iron and Steel
1. 适用范围:本标准适用于钢铁底材以防触及装饰为目的的锌电镀。
(以下简称电镀)。
2. 种类、等级及符号
1.种类及等级:电镀之种类是以表面之处理方法为准,分为4种类,等级是以厚度为准,分为6等级,如表1所示。
备考(1): (2):2号镀层是经黑色铬酸盐处理者。
(3):3”符号表示之。
(4):4好镀层是经磷酸盐处理者,并以特别要求提醒注意的“
(5)
镀锌(电镀)
Electroplated Zinc Coating
1.适用范围
此规格是以钢铁质地的汽车零件防腐蚀性目的而进行的锌电镀(以下简称电镀)。
注(1)该电镀包括电镀后用黄、青银白色、绿色及黑色的铬酸盐处理。
2.处理方法概要
根据质地种类及表面状态进行相应的事前处理(如除黑皮、脱脂、酸洗等)之后包括锌金属盐在内,可以在电镀液中电解析出。
有特别指示的情况,要进行脱氢处理及铬酸盐处理。
目的是防止白色腐蚀物的发生。
3.种类
注(2):黄色铬酸盐是指用主要成分为铬酸的溶液进行处理。
(3):青银色铬酸盐通常被叫做镀。
(4):绿色电镀是通常所标的草绿处理。
(5):黑色铬酸盐是指用含硝酸银的溶液进行化学处理。
试验方法
1.外观
在室光下离试验面500mm进行目视。
2.厚度试验
以显微镜测量方法为基准,用电镀膜计进行测定。
3.耐腐蚀性试验
根据JISZ2371的规定,对于处理后经过24个小时以上的部品进行连续性试验。
参考
(1)由于镀锌用的碱性溶液很难适用于钢铁部品,故希望使用时避开。
(2)一般镀锌的情况,电镀后要进行铬酸盐处理。
(3)铬酸盐处理后,如果进行脱氢处理,会在铬酸盐层有龟裂现象导致防锈能力骤减。
(4)一般的铬酸盐处理的防锈能力的优劣能力如下:
优:绿色≧黄色>黑色>青银白色:劣
(5)脱氢处理的图面指示方法,根据TSH5105的指示方法进行,另外,作业指示方法对比见下表。
脱氢处理的图面知识方法的对比。