数控加工工艺课件2切削刀具及其选择
- 格式:ppt
- 大小:2.99 MB
- 文档页数:27

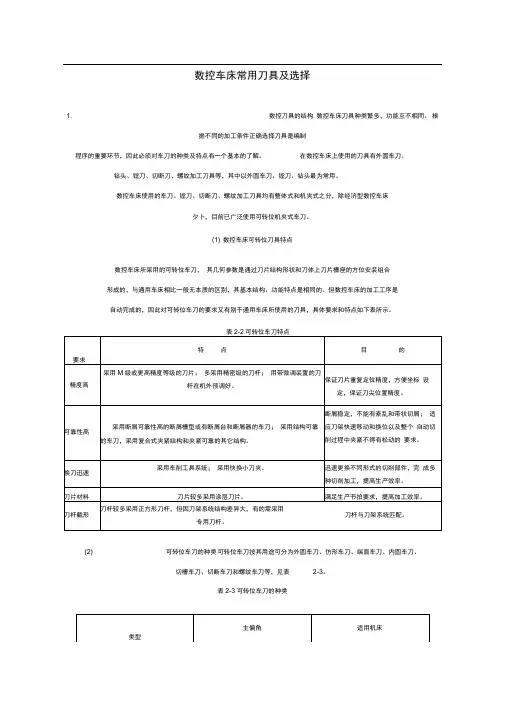
数控车床常用刀具及选择1. 数控刀具的结构数控车床刀具种类繁多,功能互不相同。
根据不同的加工条件正确选择刀具是编制程序的重要环节,因此必须对车刀的种类及特点有一个基本的了解。
在数控车床上使用的刀具有外圆车刀、钻头、镗刀、切断刀、螺纹加工刀具等,其中以外圆车刀、镗刀、钻头最为常用。
数控车床使用的车刀、镗刀、切断刀、螺纹加工刀具均有整体式和机夹式之分,除经济型数控车床夕卜,目前已广泛使用可转位机夹式车刀。
(1) 数控车床可转位刀具特点数控车床所采用的可转位车刀,其几何参数是通过刀片结构形状和刀体上刀片槽座的方位安装组合形成的,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。
但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如下表所示。
(2) 可转位车刀的种类可转位车刀按其用途可分为外圆车刀、仿形车刀、端面车刀、内圆车刀、切槽车刀、切断车刀和螺纹车刀等,见表2-3。
表2-3可转位车刀的种类刀具材料切削性能的优劣直接影响切削加工的生产率和加工表面的质量。
刀具新材料的岀现,往往 端面车刀900、 450、 750 普通车床和数控车床 内圆车刀450、600、750、900、910、930、 950、107.50 普通车床和数控车床 切断车刀普通车床和数控车床 螺纹车刀普通车床和数控车床切槽车刀普通车床和数控车床 (3) 可转位车刀的结构形式① 杠杆式:结构见图2-16,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。
这种方式依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片达到夹固的目的。
其特点适合各种正、负前角的刀片,有效的前角范围为 -60°〜 +180°;切屑可无阻碍地流过,切削热不影响螺孔和杠杆;两面槽壁给刀片有力的支撑,并确保转位精度。
② 楔块式:其结构见图2-17,由紧定螺钉、刀垫、销、楔块、刀片所组成。
这种方式依靠销与楔块的挤压力 将刀片紧固。
数控机床⼑具的选择第⼆章数控机床⼑具的选择机械加⼯⾃动化⽣产可分为以⾃动⽣产线为代表的刚性专⽤化⾃动⽣产和以数控机床为主的柔性通⽤化⾃动⽣产。
就⼑具⽽⾔,在刚性专⽤化⾃动⽣产中,是以提⾼⼑具专⽤复合化程度来获得最佳经济效益的。
⽽在柔性⾃动化⽣产中,为适应随机多变加⼯零件的需求,尽可能通过提⾼⼑具及其⼯具系统的标准化、系列化和模块化程度来获得最佳经济效益。
本章简述对数控⼑具的特殊要求:车削类、镗铣类数控⼑具系统;⼑具预调、磨损与破损的⾃动监测。
2.1 对数控⼑具的要求⼑具的选择是数控加⼯⼯艺中的重要内容之⼀,它不仅影响机床的加上效率,⽽是直接影响加上质量。
编程时,选择⼑具通常要考虑机床的加⼯能⼒、⼯序内容、⼯件材料等多⽅⾯的因素。
以数控机床为主的柔性⾃动化加⼯是按预先编好的程序指令⾃动地进⾏加⼯。
应适应加⼯品种多、批量⼩的要求,⼑具除应具备普通机床⽤⼑具应有的性能外,还应满⾜下列要求:1)⼑具切削性能应稳定可靠,避免⼑具过早地损坏,⽽造成频繁地停机。
由于⼑具和⼯件材料性能的分散性,以及⼑具制造⼯艺和⼯作条件控制不⾔,有相当⼀部分⼑具的切削性能远低于平均性能,使⼑具切削性能稳定可靠性差。
因此必须严格控制⼑具材料的质量,严格贯彻⼑具制造⼯艺,特别是热处理和刃磨⼯序。
严格检查⼑具质量,确保⼑具切削性能稳定可靠。
2)⼑具寿命应有较⾼的寿命。
应选⽤切削性能好、耐磨性⾼的涂层⼑⽚以及合理地选择切削⽤量。
3)保证可靠地断屑、卷屑和排屑。
加⼯时,应不产⽣紊乱的带状切屑,缠绕在⼑具、⼯件上;不易断屑的⼑具应保证切屑顺利的卷曲和排出;避免形成细碎的切屑;精加⼯是切屑不划伤已加⼯表⾯;切屑流出时不妨碍切削液浇注。
为了确保可靠地断屑、卷屑和排屑,可采取⼀下措施:合理选⽤可转位⼑⽚的断屑槽槽形;合理地调整切削⽤量;在⼑体中设置切削液通道,将切削液直接输送⾄切削区,有助于清除切屑;利⽤⾼压切削液强迫断屑。
4)能快速地换⼑或⾃动换⼑。
第二章数控机床刀具的选择机械加工自动化生产可分为以自动生产线为代表的刚性专用化自动生产和以数控机床为主的柔性通用化自动生产。
就刀具而言,在刚性专用化自动生产中,是以提高刀具专用复合化程度来获得最佳经济效益的。
而在柔性自动化生产中,为适应随机多变加工零件的需求,尽可能通过提高刀具及其工具系统的标准化、系列化和模块化程度来获得最佳经济效益。
本章简述对数控刀具的特殊要求:车削类、镗铣类数控刀具系统;刀具预调、磨损与破损的自动监测。
2.1 对数控刀具的要求刀具的选择是数控加工工艺中的重要内容之一,它不仅影响机床的加上效率,而是直接影响加上质量。
编程时,选择刀具通常要考虑机床的加工能力、工序内容、工件材料等多方面的因素。
以数控机床为主的柔性自动化加工是按预先编好的程序指令自动地进行加工。
应适应加工品种多、批量小的要求,刀具除应具备普通机床用刀具应有的性能外,还应满足下列要求:1)刀具切削性能应稳定可靠,避免刀具过早地损坏,而造成频繁地停机。
由于刀具和工件材料性能的分散性,以及刀具制造工艺和工作条件控制不言,有相当一部分刀具的切削性能远低于平均性能,使刀具切削性能稳定可靠性差。
因此必须严格控制刀具材料的质量,严格贯彻刀具制造工艺,特别是热处理和刃磨工序。
严格检查刀具质量,确保刀具切削性能稳定可靠。
2)刀具寿命应有较高的寿命。
应选用切削性能好、耐磨性高的涂层刀片以及合理地选择切削用量。
3)保证可靠地断屑、卷屑和排屑。
加工时,应不产生紊乱的带状切屑,缠绕在刀具、工件上;不易断屑的刀具应保证切屑顺利的卷曲和排出;避免形成细碎的切屑;精加工是切屑不划伤已加工表面;切屑流出时不妨碍切削液浇注。
为了确保可靠地断屑、卷屑和排屑,可采取一下措施:合理选用可转位刀片的断屑槽槽形;合理地调整切削用量;在刀体中设置切削液通道,将切削液直接输送至切削区,有助于清除切屑;利用高压切削液强迫断屑。
4)能快速地换刀或自动换刀。
5)能迅速、精确地调整刀具尺寸。