电子课件-《数控加工工艺学》-B01-9549 表3—41 数控加工刀具卡
- 格式:doc
- 大小:45.00 KB
- 文档页数:1
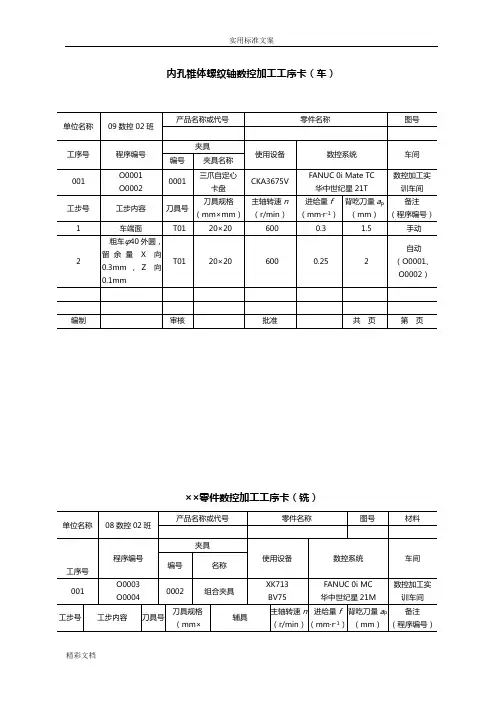
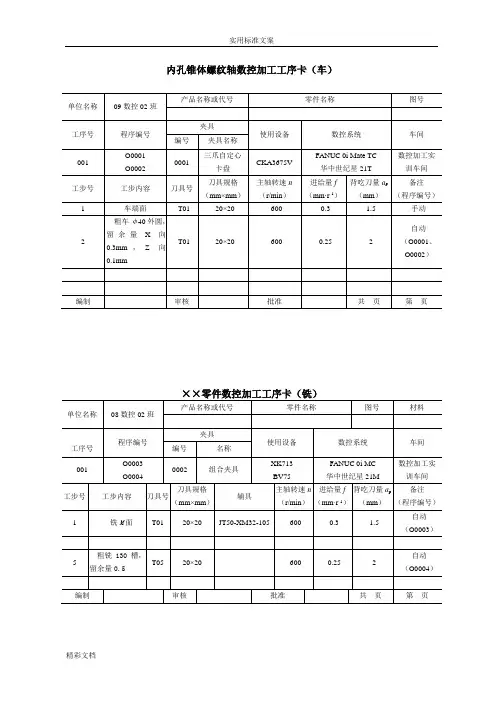
实训项目一任务书编写加工下图零件工艺文件及数控加工程序。
(工艺文件含工艺过程卡、工序卡、刀具调整卡)。
工件材料为45#钢,数量200件。
机械加工工艺过程卡产品名称零件名称零件图号A塞A-1材料45钢毛坯Φ25×45总工时工序号工序名称工序简要内容设备名称夹具量具工时1车外轮廓1.车端面平数控车床CK6132三爪卡盘2.粗车及半精车外圆柱面Φ24-0.03,留精加工余量0.3;游标卡尺0~1253.粗车及半精车圆柱面Φ18-0.03×25,留精加工余量0.3;4.粗车及半精车圆锥面30°,留精加工余量0.3;5. 精车外圆柱面为Φ24-0.03,Ra1.6;千分尺0~256.精车车圆柱面Φ18-0.03×25,Ra1.6;7.精车圆锥面30°Ra1.6;万能角度尺8.倒角C2;9.切槽4×Φ13, Ra3.2游标卡尺0~12510.取合30总长切断2去毛刺锉刀3检验4入库设计审核共页第页数控车刀具调整卡零件名称塞零件图号A-1 设备名称数控车床设备型号CK6132程序号O1001 材料45#硬度HB225工序名称车工序号 1序号刀具编号刀具名称刀片材料牌号刀具参数刀补地址刀尖半径刀杆规格半径形状1T195°外圆车刀YT150.420×200101 2T24×18槽刀YT150.120×200202设计审核共页第页数控加工工序卡零件名称螺塞零件图号A-1夹具名称三爪卡盘设备名称及型号数控车床CK6132材料45#硬度HB225工序名称车工序号 1。