车间防错装置汇总
- 格式:xlsx
- 大小:14.88 KB
- 文档页数:2


生产车间的防呆防错的例子
生产车间是一个非常重要的环节,其中防呆防错是非常关键的。
下面就来讲一下一个生产车间的防呆防错的例子。
这个生产车间是一个汽车零部件生产车间,他们生产的是汽车发动机的一个重要零部件。
由于这个零部件的制造复杂度比较高,需要多道工序完成,因此防呆防错就显得尤为重要。
首先,他们采用了全程追踪系统。
在每一道工序完成后,都会有一个专门的质检员对产品进行检查,并且进行记录。
这样,当发现问题时,可以及时找到问题出现的环节,做出相应的调整和改进。
其次,他们还采用了人机交互系统。
在每一道工序的设备上,都会有一个专门的界面,让操作人员对工序进行设定和操作,并且对产品的质量进行检测。
如果出现异常情况,系统会及时报警,人员可以及时处理。
最后,他们还加强了员工培训。
每一个新员工都需要进行一段时间的培训,掌握产品的制造流程和质量要求,并且进行不断的培训和学习,提高自身的技能水平。
通过以上这些措施,这个生产车间成功地实现了防呆防错的目标。
除了减少了产品的不合格率,还提高了员工的工作效率,提升了整个车间的生产效益。
这个例子告诉我们,在生产车间中,防呆防错是非常重要的,并且需要从多个角度入手,才能实现最佳的效果。
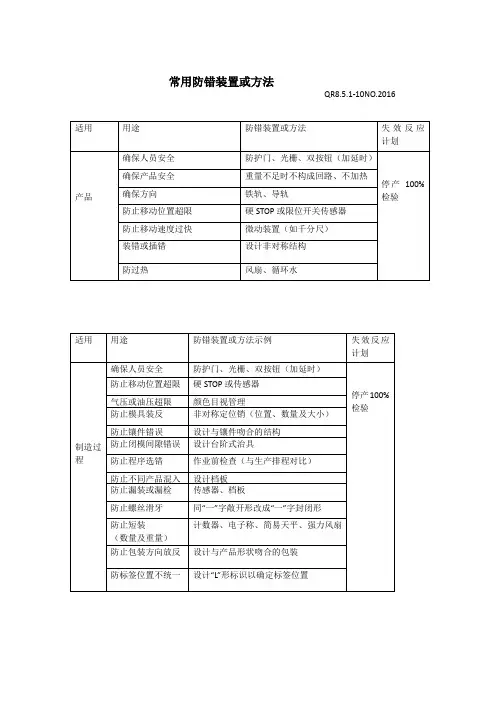
一、有5种类型的错误防止方法:——失效-安全装置(Fail-safe devices)——传感器放大(Magnification of senses)——冗余(Redundancy)——倒计数(Countdown)——特殊检验、控制装置(Special checking and control devices)1. 失效-安全装置(Fail-safe devices)互锁顺序(Interlooking sequences):保证在前一个操作顺利完成前,下一个操作不能开始;预警与中断(Alarm and cutoff):将在过程中出现法场情况时被激活;全部完成信号(All-clear signals):将在全部补救措施完成后被激活;防傻型工件夹紧装置(Foolproof):保证工作的一部分只能被固定在一个位置;限位机械装置(Limiting mechanisms):用来保证工具不能超过某一位置或数量。
2. 传感器放大(Magnification of senses)用来增强人的视觉、听觉、嗅觉、触觉、味觉和肌肉力量,如:光学放大、多重视觉和听觉信号、监控危险过程的遥控以及用图片代替文字等等。
3. 冗余(Redundancy):用作保证质量的附加措施。
多重确认码(Multiple-identify codes):例如防止产品混淆的条码和彩色码;冗余措施和批准(Redundant actions and approvals):需要两个人独立工作;审核评审和检查程序(Audit review and checking procedure):保证计划被跟踪;验证设计(Design for verification):利用特殊设计如:观察孔,来确定产品或过程是否在令人满意的执行;复合测试台(Multiple test stations):可检查很多特征,如出现在高速生产线上的特征。
4. 倒计数(Countdown)组织读出数据和信息过程来让错做程序保持并行,以便检查每一个步骤,如航天器发射,它还在手术操作和焊接中被有效应用。

有5种类型的错误防止方法:——失效-安全装置(Fail-safe devices)——传感器放大(Magnificationof senses)——冗余(Redundancy)——倒计数(Countdown)——特殊检验、控制装置(Special checking and control devices)失效-安全装置01互锁顺序(Interlooking sequences):保证在前一个操作顺利完成前,下一个操作不能开始;预警与中断(Alarm and cutoff):将在过程中出现法场情况时被激活;全部完成信号(All-clear signals):将在全部补救措施完成后被激活;防傻型工件夹紧装置(Foolproof):保证工作的一部分只能被固定在一个位置;限位机械装置(Limiting mechanisms):用来保证工具不能超过某一位置或数量。
传感器放大02用来增强人的视觉、听觉、嗅觉、触觉、味觉和肌肉力量,如:光学放大、多重视觉和听觉信号、监控危险过程的遥控以及用图片代替文字等等。
冗余(Redundancy)03用作保证质量的附加措施。
多重确认码(Multiple-identify codes):例如防止产品混淆的条码和彩色码;冗余措施和批准(Redundant actions and approvals):需要两个人独立工作;审核评审和检查程序(Audit review and checking procedure):保证计划被跟踪;验证设计(Design for verification):利用特殊设计如:观察孔,来确定产品或过程是否在令人满意的执行;复合测试台(Multiple test stations):可检查很多特征,如出现在高速生产线上的特征。
倒计数(Countdown)04组织读出数据和信息过程来让错做程序保持并行,以便检查每一个步骤,如航天器发射,它还在手术操作和焊接中被有效应用。
常见设计防错装置示例设计防错装置是保证生产和生活安全的重要举措。
常见的设计防错装置示例包括以下几种:1.红外线避障装置:该装置通过发射红外线,当红外线遇到障碍物时将发出信号,触发机械设备停止运行,以避免发生碰撞事故。
这种装置广泛应用于自动门、电梯和机器人等设备中。
2.疲劳驾驶警示装置:疲劳驾驶是导致交通事故的主要原因之一、疲劳驾驶警示装置可以通过监测驾驶员的眼睛、头部姿势和车辆行驶情况等数据,自动判断是否存在疲劳驾驶的风险,并通过声音、振动或光线等方式提醒驾驶员注意休息。
3.气体泄漏监测装置:气体泄漏是工业生产中常见的安全隐患。
气体泄漏监测装置可以对环境中的气体浓度进行实时监测,并当浓度超过安全范围时发出警告信号,及时采取应急措施,避免事故发生。
4.电机过载保护装置:电机过载是导致电气设备损坏和火灾的主要原因。
电机过载保护装置可以通过监测电机的电流和温度等参数,当参数超出设定范围时自动切断电源,保护电机和设备的安全运行。
5.温度安全控制装置:高温是一些设备的安全运行的关键因素。
温度安全控制装置可以对设备的温度进行实时监测,并根据设定的温度范围进行控制。
当温度超过设定值时,装置会自动发出警告并采取措施,防止设备发生故障或火灾。
6.液位监测装置:液体溢出是化工、石油和食品生产等领域常见的安全隐患。
液位监测装置可以通过测量液体的液位,当液位超过设定值时发出警报,提示操作员及时采取控制措施,避免溢出事故发生。
7.振动监测装置:振动是机械设备故障的常见征兆之一、振动监测装置可以实时检测设备的振动状况,并及时发出警报,提醒操作员检修设备,避免设备故障导致生产事故。
8.启动条件监测装置:对于一些危险设备,必须满足特定条件才能启动,以确保操作员的安全。
启动条件监测装置可以监测这些条件,并在条件不满足时阻止设备启动,防止意外发生。
以上是常见的设计防错装置示例,这些装置可以提高生产和生活的安全性,降低事故风险,是现代社会中不可或缺的一部分。
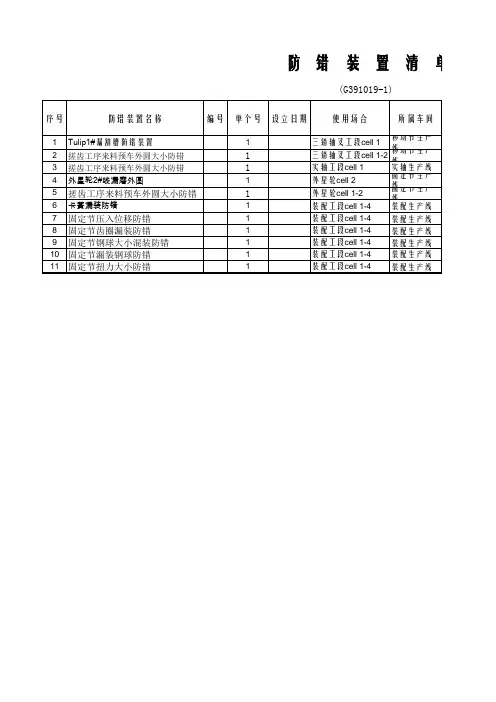
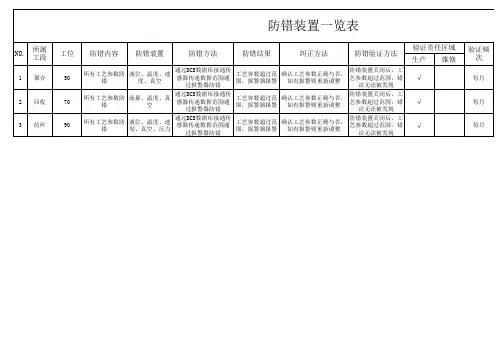
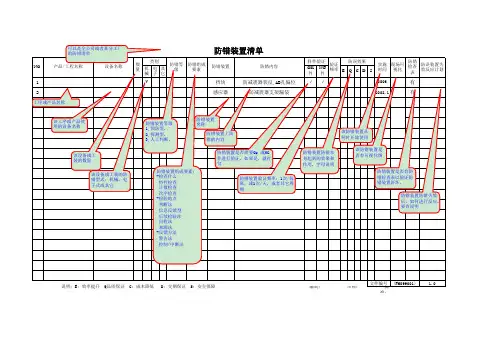
组装车间防错清单一、防错装置序号产品零件名称零件编号报警装置检测容作用验证方法周期示例1F18 左前车门外3017301 F18左前车门外组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证2 右前车门外3017302 F18右前车门外组装工装左右混放组装与防止左右混淆100%验证3 左后车门外3017304 F18左后车门外组装工装左右混放组装与防止左右混淆100%验证4 右后车门外3017303 F18右后车门外组装工装左右混放组装与防止左右混淆100%验证5 左前车门框3017283 F18左前车门框组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证6 右前车门框3017281 F18右前车门框组卡子工装左右混放组卡子与防止左右混淆100%验证7 左后车门框3017286 F18左后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证8 右后车门框3017285 F18右后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证9 左顶盖7233895-04 F18左顶盖组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证10 右顶盖7233896-04 F18右顶盖组装工装左右混放组装与防止左右混淆100%验证11Y483 左前车门外31253378 F18左前车门外检具左右混放测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)首件验证12 右前车门外31253379 F18右前车门外检具左右混放测量与防止左右混淆首件验证13 左后车门外31250113 F18左后车门外检具左右混放测量与防止左右混淆首件验证14 右后车门外31250114 F18右后车门外检具左右混放测量与防止左右混淆首件验证15 左前车门框30784265 Y483左前车门框组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)100%验证16 右前车门框30784266 Y483右前车门框组卡子工装左右混放组卡子与防止左右混淆100%验证17 左后车门框31250107 Y483左后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证18 右后车门框31250108 Y483右后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证19W77 左前车门框8V5 837 643 W77左前车门框检具左右混放测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)抽检验证20 右前车门框8V5 837 644 W77右前车门框检具左右混放测量与防止左右混淆抽检验证21 左后车门框8V5 839 643 W77左后车门框检具左右混放测量与防止左右混淆抽检验证22 右后车门框8V5 839 644 W77右后车门框检具左右混放测量与防止左右混淆抽检验证23 左三角窗8V5 853 345 W77左三角窗冲爪/组卡子/组装工装左右混放冲爪.组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证24 右三角窗8V5 853 346 W77左三角窗冲爪/组卡子/左右混放冲爪.组装与防止左右混100%验证①F18车门外左右混淆后不能进行组装②F18侧框左右混淆后不能进行组卡子组装工装淆25W66 左三角窗8V4 853 345 W66左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证26 右三角窗8V4 853 346 W66右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证27 左侧梁8V4 853703AW66左侧梁组装工装左右混放组装与防止左右混淆100%验证28 右侧梁8V4 853704AW66右侧梁组装工装左右混放组装与防止左右混淆100%验证29X77 左三角窗8U0 853 3462ZZX77左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证30 右三角窗8U0 853 3462ZZX77右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证31 左侧梁8U0 853 703A 2ZZX77左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证32 右侧梁8U0 853 704A 2ZZX77右侧梁组装工装左右混放组装与防止左右混淆100%验证33B8 左三角窗8KD 853 3452ZZB8左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证34 右三角窗8KD 853 3462ZZB8右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证35 左侧梁8KD 853 7032ZZB8左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证36 右侧梁8KD 8537042ZZB8右侧梁组装工装左右混放组装与防止左右混淆100%验证37C7 左三角窗4G5 853 345B 2ZZC7左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证38 右三角窗4G5 853 346B 2ZZC7右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证39 左侧梁4GD 853 7032ZZC7左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证40 右侧梁4GD 853 7042ZZC7右侧梁组装工装左右混放组装与防止左右混淆100%验证③Y483车门框左右混淆后不能放入组卡子工装槽内41 M-Z 左三角窗56D 853 345 M-Z左三角窗冲爪/组装工装与检具左右混放冲爪、组装、测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证42 M-Z 右三角窗56D 853 346 M-Z右三角窗冲爪/组装工装与检具左右混放冲爪、组装、测量与防止左右混淆100%验证43DⅡSC 左前车门框13369396 DⅡSC左前车门框检具左右混放测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)100%验证44 右前车门框13369397 DⅡSC右前车门框检具左右混放测量与防止左右混淆100%验证45 左后车门框13369398 DⅡSC左后车门框检具左右混放测量与防止左右混淆100%验证46 右后车门框13369399 DⅡSC右后车门框检具左右混放测量与防止左右混淆100%验证47新明锐左三角窗11.11209-1 新明锐左三角窗冲爪工装左右混放冲爪与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证48 右三角窗11.11209-2 新明锐右三角窗冲爪工装左右混放冲爪与防止左右混淆100%验证49Q5 左侧梁8R0 853 7032ZZQ5左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证50 右侧梁8R0 853 7042ZZQ5右侧梁组装工装左右混放组装与防止左右混淆100%验证51迈腾CC 左侧梁35D 854 7013Q7迈腾CC左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证52 右侧梁35D 854 7023Q7迈腾CC右侧梁组装工装左右混放组装与防止左右混淆100%验证53V212 左侧梁A 212 69013 80V212左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证54 右侧梁A 212 69014 80V212右侧梁组装工装左右混放组装与防止左右混淆100%验证55M-K 左行架5ND 860 043ZAQM-K左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证56 右行架5ND 860044ZAQM-K右行架组装工装与检具左右混放组装.测量与防止左右混淆100%验证57 新朗逸左行架18D 860 025ZAQ新朗逸左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证58 右行架18D 860 026 新朗逸右行架组装工装与检左右混放组装.测量与防止左右混100%验证④W77三角窗左右混淆后不能放入组装工装型腔内⑤侧框左右混淆后不能放入检具型腔内ZAQ 具淆59途安左行架1TD 860033A途安左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证60 右行架1TD 860034A途安右行架组装工装与检具左右混放组装.测量与防止左右混淆100%验证61Yeti 左行架5LD 860 025 Yeti左行架组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证62 右行架5LD 860 026 Yeti右行架组装工装左右混放组装与防止左右混淆100%验证63CrossPolo 左行架6R0 860043A V7R左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证64 右行架6R0 860044A V7R左行架组装工装与检具左右混放组装.测量与防止左右混淆100%验证二、防错方法1.车间左右撇产品的操作工位分列摆放,并挂有标识,如图1所示;图12.车间左右撇产品使用的跟踪卡颜色不同,左撇白色,右撇蓝色,如图2所示;图23.操作员操作动作与工件摆放规化,出现混撇能够很快辨认。
生产现场的“防错改善”一览表事前防错是质量管理的重要环节,今天小编为您整理了一些实际工作中常用的防错技术。
一、设备上的防错装置技术应用在汽车配件的制造过程中,设备上的防错装置技术应用主要有以下几类:(1)定性的防错通过图像识别技术,光电、限位、接近开关的逻辑控制技术等来完成防错,比如:即时摄片比较:区分装配零件的方向是否正确;传感器感应检测:机加工自动线根据不同产品型号的外形变化,传感器将感应到的信息反馈给后面的加工工序,使后面的工序调用对应的加工程序,实施相应的加工内容;加工孔探测:在机加工线中的钻孔或攻丝后的工位,对加工孔的断刀检测及切屑冲洗;硬靠山:认准工件的前后流向,如在缸体加工自动线的进料口,利用缸体前后端面的宽度差异,设定硬靠山,保证缸体进入机加工线时前端面流向在前;硬探头:检测零件的不同型号,实施不同的装配或加工工艺,如用探头探测零件的外形,实施不同的装配,如硬探头探测缸孔,区分3.0L或3.4L缸体;导向挡块:区分零件的输送导向;光栅防错:通过光栅的检测控制,达到工件是否摆放到位;夹具防错:控制装配零件在夹具上的摆放是否到位来防错。
(2)定量的防错通过测量探头感应或经过气电转换的测量技术(气体流量转换成电量)来达到防错的目的,如:红宝石探头探测数据反馈:通过红宝石探头探测已压装气门座圈的内径来区别零件是3.0L还是3.1L汽车配件的缸盖;BTS刀具长度检测:CNC加工中心刀具检测可防止错误长度的刀具安装在刀库中,防止加工过程中的断刀现象,减少加工首件或加工过程中的废品出现;定位面气孔压力检测:确认工件正确到位的防错措施;泄漏测试:汽车配件如缸盖、缸体的油道以及水道的在线测试等,控制泄漏件流入下道工序;随线检具直径测量:这在机加工自动线中镗孔及铰孔后的工位应用较广,达到100%控制不合格产品的出现;扭矩控制:汽车配件如很多螺栓固定的拧紧程度均通过扭矩枪来控制。
(3)颤动功能的防错通过颤动机的颤动,使零件随着不断的颤动并输送至判别零件的方向正确与否处,只有零件处于正确的位置方向时,才能进入送料轨道;位置方向错误的零件则掉入零件颤动料箱里,从而达到预防零件的进给方向错误,避免工件报废的目的,如:缸体凸轮轴衬套的方向验证,防止衬套压反;缸体水道闷盖的压装方向防错等。