刀具材料与切削加工技术27~52W
- 格式:doc
- 大小:569.50 KB
- 文档页数:22
数控刀具基础知识本文介绍了数控刀具材料,数控刀具硬度,数控刀具材料特性等基础知识,数控刀具种类等基础知识,数控刀具切削速度基础知识,数控刀具振动知识等等。
数控机床对刀具材料的要求较高的硬度和耐磨性刀具切削部分的硬度必须高于工件材料的硬度,刀具材料的硬度越高,其耐磨性越好。
刀具材料在常温下的硬度应在HRC62以上。
足够的强度和韧性刀具在切削过度中承受很大的压力,有时在冲击和振动条件下工作,要使刀具不崩刃和折断,刀具材料必须具有足够的强度和韧性,一般用抗弯强度表示刀具材料的强度,用冲击值表示刀具材料的韧性。
较高的耐热性耐热性指刀具材料在高温下保持硬度、耐磨性、强度及韧性的性能,是衡量刀具材料切削性能的主要指标,这种性能也称刀具材料红硬性。
较好的导热性刀具材料的导热系数越大,刀具传出的热量越多,有利于降低刀具的切削温度和提高刀具的耐用度。
良好的工艺性为便于刀具的加工制造,要求刀具材料具有良好的工艺性能,如刀具材料的锻造、轧制、焊接、切削加工和可磨削性、热处理特性及高温塑性变形性能,对于硬质合金和陶瓷刀具材料还要求有良好的烧结与压力成形的性能。
刀具材料种类高速钢高速钢是由W、Cr、Mo等合金元素组成的合金工具钢,具有较高的热稳定性,较高的强度和韧性,并有一定的硬度和耐磨性,因而适合于加工有色金属和各种金属材料,又由于高速钢有很好的加工工艺性,适合制造复杂的成形刀具,特别是粉沬冶金高速钢,具有各向异性的机械性能,减少了淬火变形,适合于制造精密与复杂的成形刀具。
硬质合金硬质合金具有很高的硬度和耐磨性,切削性能比高速钢好,耐用度是高速钢的几倍至数十倍,但冲击韧性较差。
由于其切削性能优良,因此被广泛用作刀具材料。
切削刀具用硬质合金分类及标志涂层刀片1)CVD气相沉积法涂层涂层物质为TiC,使硬质合金刀具耐用度提高1-3倍。
涂层厚;刃口钝;利于提高速度寿命。
2)PVD物理气相沉积法涂层涂层物质为TiN、TiAlN和Ti(C,N),使硬质合金刀具耐用度提高2-10倍。
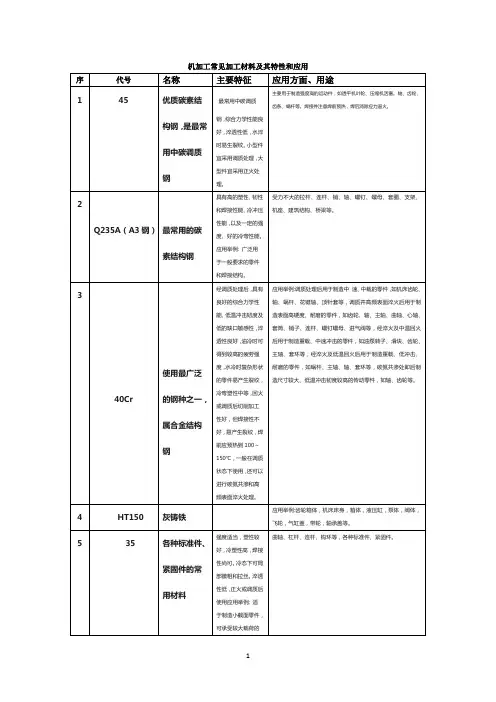
机加工常见加工材料及其特性和应用镜面抛光塑胶模具硬度HRC52。
21 H13 普通常用压铸模用于铝,锌,镁及合金压铸.热冲压模,铝挤压模,22 SKD61 高级压铸模日本日立株式产,经电碴重溶技术,在使用寿命上比H13有明显的提高. 热冲压模,铝挤压模, 23 8407 高级压铸模瑞典产. 热冲压模,铝挤压模。
24 FDAC 添加了硫加强其易削性出厂预硬硬度338-42HRC,可直接进行刻雕加工,无须淬火,回火处理用于小批量模,简易模,各种树脂制品,滑动零部件,交期短的模具零件.拉链模,眼镜框模。
25POM称赛钢,非标机械中最常用的材料该材料表面比较润滑,耐磨,使用温度在-40°至100℃中持续使用,加工尺寸较好,工精度在恒温下能保证在0.03mm以内,一般用于轻质化轴或齿轮等零件。
聚四氟乙烯是一种高分子材料。
很耐高低温,可达到-180℃至260℃,摩擦系数极低,与钢材料产生一般在机械设计中用于耐磨损零件,比如链条导轨,w型密封圈等。
26PTFE塑料王,特氟龙摩擦可达0.04,与滚动摩擦接近,也是世界上最耐腐蚀材料之一。
可以抵抗任何的有机溶物。
该材料较为软,不易加工易变形,无法加工高精度零件。
27尼龙尼龙用是非标机械中用的较为多的材料之一,该材料耐磨自润滑,可高温拍打润滑油,使其摩擦系数极低,该材料几何精度较高,可加工齿轮轴承等零件。
耐高温可达到160℃,持续使用,但在水中浸泡容易吸水膨胀导致精度影响。
28pvc聚乙烯该材料价格便宜使用特别广泛,也是非标机械常用的材料之一,PVC有防静电与不防静电的材料,在电子产品中,使用的皮如工装板等,该材料的熔点是75-90°在与食品接触时不能使用该产品,因为高温会释放致癌物质。
带就是防静电。
也有pvc 硬料与软料的区别,一般承受载荷的基本是硬料29 PU聚氨酯也称优力胶具有良好的耐油性、韧性、耐磨性、耐老化性和粘合性;具有塑料的刚性,又有橡胶的弹性。
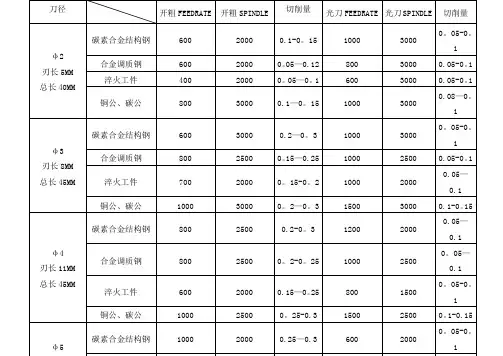
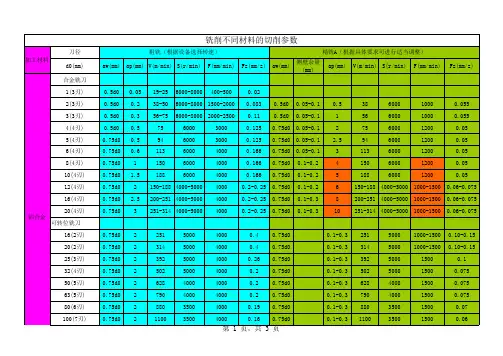
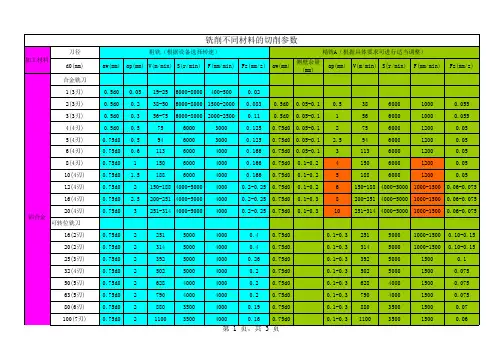
参数材料刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 1
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
刀具切削进给参数表:
碳素合金结构钢(HRC<20)合金调质钢(HRC30~40)淬火工件(HRC46~52) 5
刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 7
碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8 刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40)淬火工件(HRC46~52) 10。

切削力与切削功率切削力与切削功率切削力与切削功率计算切削力及其分解、切削功率(1)切削力产生与切削力分解切削加工时,刀具作用下,被切削层金属、切屑和工件已加工表面金属都要产生弹性变形和塑性变形,这些变形所产生抗力分别作用前刀面和后刀面上:同时,切屑沿前刀面流出,刀具与工件之间有相对运动,还有摩擦力作用刀面和后刀面上。
这些作用刀具上合力就是总切削力F,简称切削力。
F受很多因素影响,,其大小和方向都是不固定。
便于分析切削力作用和测量切削力大小,常常将总切削力F分解为如图1-9所示三个互相垂直切削分力:1)切削力F c是总切削力主运动方向上分力。
,它垂直与基面,是切削力中最大一个切削分力。
其所消耗功率占总功率95%~99%。
它是计算机床动力,校核刀具、夹具强度与刚度主要依据之一。
2) 背向力F p是总切削力切削深度方向上分力。
它基面内,与进给运动方向垂直。
图1-9 切削力分解此力作用机床一夹具一工件一刀具系统刚度最弱方向上,容易引起振动与加工误差,它是设计和校验系统刚度和精度基本参数。
3) 进给力F f是总切削力进给运动方向上分力。
它基面内,与进给运动方向一致。
F f作用机床进给机构上,是计算和校验机床进给系统动力、强度及刚度主要依据之一。
由图1-9可知,总切削力F与三个切削分力之间关系为(1-1)(2)切削功率消耗切削过程中功率称为切削功率p m。
切削功率为切削力F c--和进给力F f所消耗功率之和,因背向力F p没有位移,不消耗功率。
切削功率(W)为(1-2)式中:F c—切削力(N)υc—切削速度(m/s)F f—进给力(N)υf—进给速度(mm/s)。
一般情况下,F f所消耗功率(约占p m1%~2%)远小于F c所消耗功率,,式(1-2)可简化为(1-3)按上式求P m后,如要计算机床电动机功率P E,还应将P m除以机床传动效率ηm(一般取ηm=0.75~0.85),即(1-4)2.切削分力经验公式目前,生产中计算切削分力经验公式可分为两类:一类是按单位切削力进行计算。

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
切削加工技术综述切削加工技术是一种通过物理力学原理和工具与工件之间的相对运动来改变工件形状和尺寸的方法。
它是制造业中最常用的一种加工方法,广泛应用于各个领域,如机械、汽车、航空航天等。
切削加工技术的基本原理是利用切削工具对工件进行削除材料的操作,以达到所需的形状和尺寸。
切削工具一般由硬质材料制成,如高速钢、硬质合金等,具有较高的硬度和耐磨性。
在切削加工过程中,切削工具与工件之间的相对运动产生剪切力,使工件表面的材料被削除,从而形成所需的形状。
切削加工技术包括多种方法,常见的有车削、铣削、钻削、刨削等。
车削是利用车床上的主轴和刀具对工件进行旋转切削的方法,常用于加工圆柱形工件。
铣削是通过铣床上的刀具进行旋转切削的方法,常用于加工平面和复杂曲面形状的工件。
钻削是利用钻床上的钻头对工件进行旋转切削的方法,常用于加工孔洞。
刨削是利用刨床上的刀具对工件进行直线切削的方法,常用于加工平面和棱角。
切削加工技术的优点是加工精度高、表面质量好、适用于各种材料和形状的工件。
然而,切削加工也存在一些限制和挑战。
首先,切削加工需要专业的设备和工具,成本较高。
其次,切削加工过程中产生的切屑和废料需要处理和清理,对环境造成一定影响。
此外,切削加工对工件的形状和尺寸有一定限制,无法加工过于复杂和小尺寸的工件。
随着科技的不断进步,切削加工技术也在不断发展。
近年来,随着数控技术的应用,切削加工实现了自动化和智能化,提高了加工效率和精度。
同时,切削工具的材料和结构也得到了改进和创新,提高了切削效果和工具寿命。
切削加工技术的发展为制造业的进步和发展提供了坚实的基础。
切削加工技术是一种重要的制造工艺,具有广泛的应用前景和发展空间。
随着科技的不断进步,切削加工技术将会更加高效、精确和智能化,为制造业的发展做出更大贡献。
同时,我们也需要不断学习和掌握新的切削加工技术,以适应市场需求和技术发展的变化。
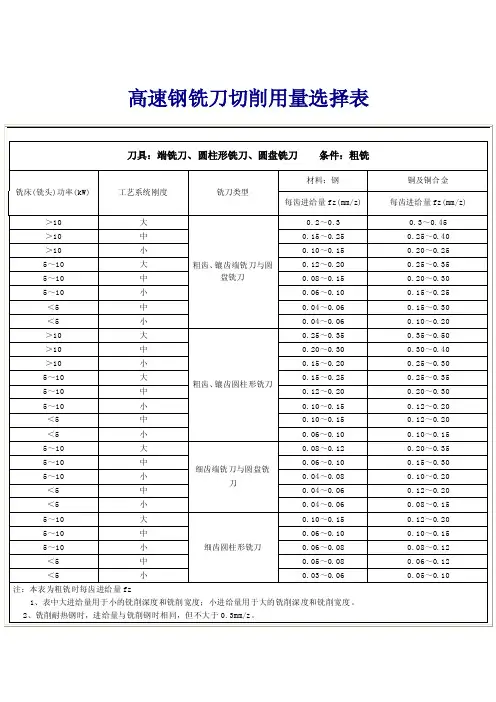
高速钢铣刀切削用量选择表刀具:端铣刀、圆柱形铣刀、圆盘铣刀条件:半精铣要求表面粗糙度Ra(μm)铣刀类型铣刀直径do(mm)加工材料进给量f(mm/r)6.3圆盘和镶齿端铣刀 1.2~2.73.2圆盘和镶齿端铣刀0.5~1.21.6圆盘和镶齿端铣刀0.23~0.53.2圆柱形铣刀40~80 1.0~2.71.6圆柱形铣刀40~80钢及铸铁0.6~1.53.2圆柱形铣刀100~125钢及铸铁 1.7~3.81.6圆柱形铣刀100~125钢及铸铁 1.0~2.13.2圆柱形铣刀160~250钢及铸铁 2.3~5.01.6圆柱形铣刀160~250钢及铸铁 1.3~2.83.2圆柱形铣刀40~80铸铁、铜及铝合金 1.0~2.31.6圆柱形铣刀40~80铸铁、铜及铝合金0.6~1.33.2圆柱形铣刀100~125铸铁、铜及铝合金 1.4~3.01.6圆柱形铣刀100~125铸铁、铜及铝合金0.8~1.73.2圆柱形铣刀160~250铸铁、铜及铝合金 1.9~3.71.6圆柱形铣刀160~250铸铁、铜及铝合金 1.1~2.1注:本表为半精铣时每转进给量f,使用圆柱形铣刀1、表中大进给量用于小的铣削深度和铣削宽度;小进给量用于大的铣削深度和铣削宽度。
2、铣削耐热钢时,进给量与铣削钢时相同,但不大于0.3mm/z。
刀具:立铣刀 条件:粗铣材料铣削平面及凸台铣削槽铣削深度(mm ) 铣削速度 v(m/min)铣刀直径d0 mm 每齿进给量af(mm/z) 铣削深度(mm ) 铣削速度 v(m/min)槽宽d0(mm) 每齿进给量fz(mm/z) 低碳钢HB:125~2250.5 52-64 10 0.025 0.75 30~34 10 0.025 1.5 38-49 10 0.05 3 29~32 10 0.038 d0/4 34-43 10 0.025 d0/2 26~29 10 0.018~0.025d0/2 20-37 10 0.018 d0 21~24 10 0.013 0.5 52-64 12 0.05 0.75 30~34 12 0.038 1.5 38-49 12 0.075 3 29~32 12 0.063 d0/4 34-43 12 0.05 d0/2 26~29 12 0.038 d0/2 20-37 12 0.025 d0 21~24 12 0.025 0.5 52-64 18 0.075-0.102 0.75 30~34 18 0.075 1.5 38-49 18 0.102-0.13 3 29~32 18 0.102 d0/4 34-43 18 0.075-0.102 d0/2 26~29 18 0.063 d0/2 20-37 18 0.05-0.075 d0 21~24 18 0.05 0.5 52-64 25~50 0.102-0.13 0.75 30~34 25~50 0.102 1.5 38-49 25~50 0.13-0.15 3 29~32 25~50 0.13 d0/4 34-43 25~50 0.102-0.13 d0/2 26~29 25~50 0.089 d0/2 20-37 25~50 0.075-0.102d0 21~24 25~50 0.075 中碳钢175~275 0.5 34-49 10 0.025 0.75 26~29 10 0.018 1.5 26-37 10 0.05 3 24~27 10 0.025 d0/4 23-32 10 0.025 d0/2 21~24 10 0.013 d0/2 20-27 10 0.018 d0 18~20 10 0.5 34-49 12 0.05 0.75 26~29 12 0.025-0.038 1.526-37 12 0.075 3 24~27 12 0.05-0.063 d0/4 23-32 12 0.05 d0/2 21~24 12 0.025 d0/2 20-27 12 0.025 d0 18~20 12 0.018 0.5 34-49 18 0.075 0.75 26~29 18 0.05-0.075 1.5 26-37 18 0.102 3 24~27 18 0.075-0.102d0/4 23-32 18 0.075 d0/2 21~24 18 0.05 d0/2 20-27 18 0.05 d0 18~20 18 0.038 0.5 34-49 25~50 0.102 0.75 26~29 25~50 0.075-0.102 1.5 26-37 25~50 0.13 3 24~27 25~50 0.102-0.13 d0/4 23-32 25~50 0.102 d0/2 21~24 25~50 0.075 d0/220-27 25~50 0.075 d0 18~20 25~50 0.063 高碳钢175~2750.5 32-46 10 0.025 0.75 24~27 10 0.018 1.524-34100.05323~26100.025d0/218-24100.018d017~18100.532-46120.050.7524~27120.0251.524-34120.075323~26120.05 d0/421-29120.05d0/220~23120.025 d0/218-24120.025d017~18120.0180.532-46180.0750.7524~27180.0631.524-34180.102323~26180.089 d0/421-29180.075d0/220~23180.05 d0/218-24180.05d017~18180.0380.532-4625~500.1020.7524~2725~500.0891.524-3425~500.13323~2625~500.102 d0/421-2925~500.102d0/220~2325~500.075 d0/218-2425~500.075d017~1825~500.063合金钢(低碳)125~2250.537-38100.0250.7527~30100.0251.527-29100.05326~29100.025 d0/424-26100.038d0/223~26100.018 d0/221-23100.025d018~21100.0130.537-38120.050.7527~30120.0381.527-29120.075326~29120.063 d0/424-26120.05d0/223~26120.038 d0/221-23120.038d018~21120.0250.537-38180.075-0.1020.7527~30180.0751.527-29180.102-0.13326~29180.102 d0/424-26180.075-0.102d0/223~26180.063 d0/221-23180.05-0.075d018~21180.050.537-3825~500.102-0.130.7527~3025~500.1021.527-2925~500.13-0.15326~2925~500.13 d0/424-2625~500.102-0.13d0/223~2625~500.089 d0/221-2325~500.075-0.102d018~2125~500.075合金钢(中碳)175~2750.530-37100.0250.7520~23100.0181.523-27100.05318~21100.025d0/420-24100.038d0/215~18100.013d0/218-21100.025d012~14100.530-37120.050.7520~23120.0381.523-27120.075318~21120.05d0/420-24120.05d0/215~18120.025d0/218-21120.038d012~14120.013-0.0180.530-37180.0750.7520~23180.05-0.0751.523-27180.102318~21180.075-0.102d0/2 18-21 18 0.05 d0 12~14 18 0.038 0.5 30-37 25~50 0.102 0.75 20~23 25~50 0.075-0.102 1.5 23-27 25~50 0.13 3 18~21 25~50 0.102-0.13 d0/4 20-24 25~50 0.102 d0/2 15~18 25~50 0.075 d0/2 18-21 25~50 0.075 d0 12~14 25~50 0.063 合金钢(高碳)175~275 0.5 30-34 10 0.025 0.75 18~20 10 0.018 1.5 23-26 10 0.05 3 17~18 10 0.025 d0/4 20-21 10 0.025 d0/2 14~15 10 0.013 d0/2 18 10 0.018 d0 12 10 0.5 30-34 12 0.05 0.75 18~20 12 0.038 1.5 23-26 12 0.075 3 17~18 12 0.05 d0/4 20-21 12 0.05 d0/2 14~15 12 0.025 d0/2 18 12 0.025 d0 12 12 0.018 0.5 30-34 18 0.075 0.75 18~20 18 0.05-0.075 1.5 23-26 18 0.102 3 17~18 18 0.075-0.102d0/4 20-21 18 0.075 d0/2 14~15 18 0.05 d0/2 18 18 0.05 d0 12 18 0.038 0.5 30-34 25~50 0.102 0.75 18~20 25~50 0.075-0.102 1.5 23-26 25~50 0.13 3 17~18 25~50 0.102-0.13 d0/4 20-21 25~50 0.102 d0/2 14~15 25~50 0.075 d0/2 18 25~50 0.075 d0 12 25~50 0.063 高强度钢225~350 0.5 18-26 10 0.018 0.75 15~18 10 0.013-0.018 1.5 14-20 10 0.025 3 14~17 10 0.018-0.025 d0/4 12--17 10 0.018 d0/2 12~14 10 0.013 d0/2 11--15 10 0.013 d0 11~12 10 0.5 18-26 12 0.038-0.05 0.75 15~18 12 0.025 1.5 14-20 12 0.05-0.075 3 14~17 12 0.038-0.05 d0/4 12--17 12 0.038-0.05 d0/2 12~14 12 0.025 d0/2 11--15 12 0.025-0.038 d0 11~12 12 0.013 0.5 18-26 18 0.075 0.75 15~18 18 0.05 1.5 14-20 18 0.102 3 14~17 18 0.075 d0/4 12--17 18 0.075 d0/2 12~14 18 0.038 d0/2 11--15 18 0.05 d0 11~12 18 0.025 0.5 18-26 25~50 0.102 0.75 15~18 25~50 0.075 1.5 14-20 25~50 0.13 3 14~17 25~50 0.102 d0/4 12--17 25~50 0.102 d0/2 12~14 25~50 0.063 d0/211--15 25~50 0.075 d0 11~12 25~50 0.05 高速钢200~2750.5 18-26 10 0.013-0.018 0.75 9~15 10 0.013 1.514-20100.018-0.02538~14100.018d0/211--15100.013d05~11100.518-26120.0250.759~15120.0381.514-20120.025-0.0538~14120.05d0/412--17120.013-0.025d0/26~12120.018-0.025 d0/211--15120.013d05~11120.0130.518-26180.038-0.050.759~15180.051.514-20180.038-0.07538~14180.075d0/412--17180.025-0.05d0/26~12180.038-0.05 d0/211--15180.013-0.025d05~11180.0250.518-2625~500.05-0.0750.759~1525~500.0751.514-2025~500.063-0.10238~1425~500.102d0/412--1725~500.05-0.075d0/26~1225~500.075d0/211--1525~500.025-0.05d05~1125~500.05工具钢150~2500.520-30100.013-0.0180.7512~17100.013-0.0181.515-23100.025311~15100.018d0/412--20100.013-0.018d0/29~12100.013d0/211--18100.013d08~9100.520-30120.0250.7512~17120.0381.515-23120.038-0.05311~15120.05d0/412--20120.025d0/29~12120.025-0.038 d0/211--18120.013d08~9120.013-0.0250.520-30180.038-0.050.7512~17180.051.515-23180.05-0.075311~15180.075d0/412--20180.038-0.05d0/29~12180.038-0.05 d0/211--18180.025d08~9180.025-0.050.520-3025~500.05-0.0750.7512~1725~500.075-0.1021.515-2325~500.075-0.102311~1525~500.102-0.13 d0/412--2025~500.05-0.075d0/29~1225~500.075-0.102 d0/211--1825~500.038-0.05d08~925~500.05-0.075不锈钢(奥氏体)135~2750.527-34100.0250.7512~18100.013-0.0181.520-24100.05311~17100.018-0.025 d0/417-21100.025d0/29~15100.013d0/215-18100.025d08~12100.527-34120.050.7512~18120.0251.520-24120.075311~17120.038-0.05 d0/417-21120.05d0/29~15120.025d0/215-18120.025-0.038d08~12120.0130.527-34180.1020.7512~18180.051.520-24180.13311~17180.063-0.075d0/2 15-18 18 0.075 d0 8~12 18 0.025 0.5 27-34 25~50 0.13 0.75 12~18 25~50 0.075 1.5 20-24 25~50 0.15 3 11~17 25~50 0.102 d0/4 17-21 25~50 0.13 d0/2 9~15 25~50 0.063-0.075 d0/2 15-18 25~50 0.102 d0 8~12 25~50 0.038-0.05 不锈钢(马氏体175~325 0.5 21-40 10 0.018-0.025 0.75 12~20 10 0.013 1.5 17-30 10 0.025-0.05 3 11~18 10 0.018 d0/4 14-27 10 0.018-0.025 d0/2 9~15 10 0.013 d0/2 12--23 10 0.013-0.025 d0 8~12 10 0.5 21-40 12 0.025-0.05 0.75 12~20 12 0.025-0.038 1.5 17-30 12 0.05-0.075 3 11~18 12 0.038-0.05 d0/4 14-27 12 0.025-0.05 d0/2 9~15 12 0.025-0.038 d0/2 12--23 12 0.018-0.025 d0 8~12 12 0.013 0.5 21-40 18 0.05-0.075 0.75 12~20 18 0.05 1.5 17-30 18 0.075-0.102 3 11~18 18 0.063-0.075 d0/4 14-27 18 0.05-0.075 d0/2 9~15 18 0.038-0.05 d0/2 12--23 18 0.038-0.05 d0 8~12 18 0.018-0.025 0.5 21-40 25~50 0.075-0.102 0.75 12~20 25~50 0.075 1.5 17-30 25~50 0.102-0.13 3 11~18 25~50 0.102 d0/4 14-27 25~50 0.075-0.102 d0/2 9~15 25~50 0.05-0.075 d0/2 12--23 25~50 0.063-0.075 d0 8~12 25~50 0.025-0.05 灰铸铁160~260 0.5 27-43 10 0.025 0.75 14~23 10 0.038 1.5 21-35 10 0.05 3 12~21 10 0.05 d0/4 18-29 10 0.038 d0/2 11~18 10 0.025-0.038 d0/2 15-24 10 0.025 d0 9~14 10 0.013-0.018 0.5 27-43 12 0.038-0.05 0.75 14~23 12 0.038-0.05 1.521-35 12 0.063-0.0753 12~21 12 0.05-0.075 d0/4 18-29 12 0.05 d0/2 11~18 12 0.038-0.05 d0/2 15-24 12 0.038 d0 9~14 12 0.025 0.5 27-43 18 0.05-0.102 0.75 14~23 18 0.05-0.102 1.5 21-35 18 0.075-0.13 3 12~21 18 0.075-0.13 d0/4 18-29 18 0.063-0.102 d0/2 11~18 18 0.05-0.075 d0/2 15-24 18 0.05-0.075 d0 9~14 18 0.036-0.05 0.5 27-43 25~50 0.075-0.15 0.75 14~23 25~50 0.075-0.13 1.5 21-35 25~50 0.102-0.18 3 12~21 25~50 0.102-0.15 d0/4 18-29 25~50 0.089-0.13 d0/2 11~18 25~50 0.075-0.13 d0/215-24 25~50 0.075-0.102 d0 9~14 25~50 0.05-0.102 可锻铸铁160~0.5 34-43 10 0.025 0.75 18~21 10 0.018 1.527-34100.05317~20100.025d0/218-24100.018d011~14100.0130.534-43120.050.7518~21120.0251.527-34120.075317~20120.038-0.05 d0/421-23120.05d0/214~17120.025d0/218-24120.025d011~14120.0180.534-43180.075-0.1020.7518~21180.05-0.0631.527-34180.102-0.13317~20180.063-0.075 d0/421-23180.075-0.102d0/214~17180.05d0/218-24180.05-0.075d011~14180.025-0.0380.534-4325~500.102-0.150.7518~2125~500.063-0.0751.527-3425~500.13-0.18317~2025~500.075-0.102 d0/421-2325~500.102-0.13d0/214~1725~500.063-0.075 d0/218-2425~500.075-0.102d011~1425~500.038-0.05铝合金30~1500.5245-305100.0750.75115~150100.0751.5185-245100.1023100~135100.102 d0/4150-185100.075d0/284~120100.075 d0/2120-150100.05d069~105100.050.5245-305120.1020.75115~150120.131.5185-245120.153100~135120.15 d0/4150-185120.102d0/284~120120.13 d0/2120-150120.075d069~105120.0750.5245-305180.130.75115~150180.151.5185-245180.23100~135180.2 d0/4150-185180.15d0/284~120180.15 d0/2120-150180.13d069~105180.130.5245-30525~500.180.75115~15025~500.251.5185-24525~500.253100~13525~500.3 d0/4150-18525~500.2d0/284~12025~500.2 d0/2120-15025~500.15d069~10525~500.15铜合金0.546-150100.025-0.050.7530~87100.025-0.051.538-120100.038-0.075326~79100.05-0.075 d0/430-105100.025-0.05d0/223~72100.025-0.05 d0/223-90100.018-0.038d020~64100.025-0.0380.546-150120.025-0.0750.7530~87120.051.538-120120.038-0.13326~79120.063-0.075 d0/430-105120.025-0.075d0/223~72120.038-0.05 d0/223-90120.018-0.075d020~64120.025-0.038 0.546-150180.102-0.130.7530~87180.0751.538-120180.13-0.2326~79180.102-0.13 d0/430-105180.075-0.103d0/223~72180.063-0.075 d0/223-90180.05-0.102d020~64180.050.546-15025~500.13-0.180.7530~8725~500.102-0.131.538-12025~500.18-0.25326~7925~500.13-0.18 d0/430-10525~500.102-0.15d0/223~7225~500.089-0.102 d0/223-9025~500.075-0.13d020~6425~500.063-0.075钛合金300~3500.515-34100.0250.7511~20100.018-0.0251.514-30100.035-0.0539~18100.018-0.025 d0/48--17100.025d0/28~15100.013-0.018d0/26--12100.018-0.025d06~12100.0130.515-34120.050.7511~20120.025-0.051.514-30120.07539~18120.025-0.05 d0/48--17120.038-0.05d0/28~15120.018-0.038 d0/26--12120.025-0.038d06~12120.013-0.0250.515-34180.1020.7511~20180.05-0.0751.514-30180.1339~18180.05-0.075 d0/48--17180.05-0.075d0/28~15180.05d0/26--12180.038-0.05d06~12180.0380.515-3425~500.102-0.130.7511~2025~500.075-0.1021.514-3025~500.13-0.1539~1825~500.075-0.102 d0/48--1725~500.075-0.13d0/28~1525~500.063-0.075 d0/26--1225~500.05-0.075d06~1225~500.05-0.075高温合金200~4750.53--12100.0250.75 2.1~1.6100.013-0.0181.52.4-9100.038-0.053 1.8~1.55100.013-0.025 d0/4 2.1-8100.025-0.038d0/2 1.5~510d0/22--6100.013-0.025d0100.53--12120.0250.75 2.1~1.6120.013-0.051.52.4-9120.038-0.053 1.8~1.55120.018-0.038 d0/4 2.1-8120.025-0.038d0/2 1.5~5120.018-0.025 d0/22--6120.018-0.025d0120.53--12180.038-0.050.75 2.1~1.6180.018-0.051.52.4-9180.05-0.0753 1.8~1.55180.025-0.075。
金属切削原理和刀具教学大纲一、引言金属切削是制造业中常见的一种加工方式,通过使用刀具对金属材料进行切削,实现对工件形状和尺寸的精确加工。
本教学大纲旨在介绍金属切削的基本原理和常用刀具的分类、特点及应用,以帮助学生全面理解金属切削加工的基本知识和技术。
二、金属切削原理1. 金属切削的定义和作用金属切削是指通过刀具对金属材料进行切削,以改变工件的形状和尺寸,达到加工要求的一种加工方法。
金属切削可以实现高效、精确和重复性加工,广泛应用于制造业各个领域。
2. 金属切削的基本原理金属切削的基本原理是通过刀具对金属材料施加切削力,使切削刃与工件接触并产生相对运动,从而移除工件上的金属层,实现加工目标。
切削过程中,刀具的切削刃与工件之间形成一定的切削角度,刀具在切削过程中产生切削力和切削热,同时也会产生切削振动和切削噪声。
3. 金属切削的影响因素金属切削的质量和效率受到多个因素的影响,包括切削速度、进给速度、切削深度、刀具材料和刀具几何形状等。
合理选择这些参数,可以提高切削效率和加工质量,减少切削力和切削热。
三、刀具分类及特点1. 刀具分类根据刀具的用途和结构特点,刀具可以分为以下几类:- 轴向刀具:如平面铣刀、立铣刀,用于平面加工和开槽加工。
- 径向刀具:如钻头、铰刀,用于孔加工和外圆加工。
- 侧面刀具:如刀片、车刀,用于车削加工和切槽加工。
- 特殊刀具:如刃磨刀具、切槽刀具,用于特殊形状的加工。
2. 刀具特点不同类型的刀具具有不同的特点和适用范围,主要包括以下几个方面:- 刀具材料:刀具材料应具有较高的硬度、耐磨性和热稳定性,常用材料有高速钢、硬质合金和陶瓷等。
- 刀具几何形状:刀具的几何形状包括刀片的前角、后角、刃倾角、切削角等参数,不同的形状适用于不同的切削任务。
- 刀具涂层:刀具涂层可以提高刀具的耐磨性和切削性能,常用涂层有涂层碳化物、涂层氮化物和涂层氧化物等。
四、刀具教学内容安排1. 金属切削原理的介绍- 金属切削的定义和作用- 金属切削的基本原理- 金属切削的影响因素2. 刀具分类及特点的讲解- 轴向刀具的分类和特点- 径向刀具的分类和特点- 侧面刀具的分类和特点- 特殊刀具的分类和特点3. 刀具选择和使用的技巧- 刀具选择的原则和方法- 刀具使用的注意事项- 刀具的保养和维护4. 刀具故障分析和排除- 常见刀具故障的原因和表现- 刀具故障的排查和排除方法- 刀具寿命的评估和提高方法五、教学方法和评价方式1. 教学方法本教学大纲推荐采用多种教学方法,包括理论讲解、实例演示、实验操作和案例分析等。
各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数的选择对于加工质量、效率和刀具寿命都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要相应的不同刀具转速和进给参数来实现最佳的加工效果。
下面我们将为您详细介绍一些常见材料的刀具转速进给参数对照。
一、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等。
对于低碳钢,如 A3 钢,在使用硬质合金刀具进行粗加工时,转速一般可设置在 800 1200 转/分钟,进给速度为 02 03 毫米/转;而在进行精加工时,转速可提高到 1200 1800 转/分钟,进给速度则降低至 01 015 毫米/转。
中碳钢,例如 45 号钢,粗加工时转速通常在 600 1000 转/分钟,进给速度 015 025 毫米/转;精加工时,转速调整为 1000 1500 转/分钟,进给速度 008 012 毫米/转。
高碳钢由于硬度较高,加工时转速相对较低。
粗加工时转速约为400 800 转/分钟,进给速度 01 02 毫米/转;精加工时转速提升到 800 1200 转/分钟,进给速度为 005 01 毫米/转。
二、铝材铝材具有良好的导电性和导热性,相对较软,加工难度较低。
在使用高速钢刀具加工铝材时,粗加工转速可达到 1500 2000 转/分钟,进给速度 03 05 毫米/转;精加工时,转速进一步提高到 2000 3000 转/分钟,进给速度则减小至 01 02 毫米/转。
如果采用硬质合金刀具,粗加工转速能达到 2000 3000 转/分钟,进给速度 04 06 毫米/转;精加工时转速可高达 3000 5000 转/分钟,进给速度 01 02 毫米/转。
三、铜材铜材包括黄铜和紫铜等。
对于黄铜,在粗加工时,使用硬质合金刀具,转速可设定在 800 1500 转/分钟,进给速度 02 03 毫米/转;精加工时,转速提高到 1500 2500 转/分钟,进给速度降至 008 015 毫米/转。
各材料常用刀具转速进给参数对照表一、铝合金铝合金是一种轻质、高强度且具有良好导热性的材料,常用于航空航天、汽车制造和电子设备等领域。
对于普通铝合金(如 6061、6063),在使用硬质合金刀具进行粗加工时,转速一般可设置在 1500 2500 转/分钟,进给速度约为 015 03 毫米/转。
而在进行精加工时,转速可提高到 3000 5000 转/分钟,进给速度降低至 005 015 毫米/转。
当使用涂层刀具时,由于其耐磨性更好,转速和进给速度可以适当提高。
粗加工时,转速可达 2000 3000 转/分钟,进给速度 02 04 毫米/转;精加工时,转速 4000 6000 转/分钟,进给速度 008 012 毫米/转。
二、铜合金铜合金具有良好的导电性、导热性和延展性,常见于电气、电子和模具制造等行业。
对于黄铜(如 H62),粗加工时,使用硬质合金刀具,转速约为800 1500 转/分钟,进给速度 01 02 毫米/转。
精加工时,转速提升到1500 2500 转/分钟,进给速度降至 005 01 毫米/转。
对于青铜(如 QSn65-01),由于其硬度相对较高,粗加工时,转速在 600 1200 转/分钟,进给速度 008 015 毫米/转;精加工时,转速1000 2000 转/分钟,进给速度 003 008 毫米/转。
三、碳钢碳钢是机械制造中应用最广泛的材料之一,其强度和硬度因含碳量的不同而有所差异。
对于低碳钢(如 A3 钢),使用硬质合金刀具进行粗加工,转速可设定在 800 1500 转/分钟,进给速度 015 03 毫米/转。
精加工时,转速提高到 1500 2500 转/分钟,进给速度减小为 008 015 毫米/转。
中碳钢(如 45 钢)在粗加工时,转速一般为 600 1200 转/分钟,进给速度 01 02 毫米/转;精加工时,转速 1000 1800 转/分钟,进给速度005 01 毫米/转。