第2章 锻造用材料准备
- 格式:ppt
- 大小:727.00 KB
- 文档页数:15



锻造件课程设计一、课程目标知识目标:1. 学生能够理解锻造件的基本概念,掌握其分类和特点;2. 学生能够掌握锻造工艺的基本流程,了解不同锻造方法的应用;3. 学生能够了解锻造件在工程领域的应用,认识到其在制造业中的重要性。
技能目标:1. 学生能够运用所学知识,分析并解决锻造件加工过程中的实际问题;2. 学生能够运用绘图工具,绘制简单的锻造工艺图;3. 学生能够运用计算工具,进行锻造工艺参数的简单计算。
情感态度价值观目标:1. 学生通过学习锻造件知识,培养对我国制造业的热爱,增强民族自豪感;2. 学生在学习过程中,培养团队协作意识,提高沟通与交流能力;3. 学生能够关注锻造件行业的发展动态,树立创新意识和绿色制造观念。
课程性质:本课程为技术学科,旨在让学生了解锻造件知识,培养实践操作能力和创新意识。
学生特点:学生处于八年级阶段,具有一定的认知能力和动手实践能力,对新鲜事物充满好奇心。
教学要求:结合学生特点,注重理论与实践相结合,提高学生的实际操作能力和解决问题的能力。
通过分解课程目标,为后续教学设计和评估提供明确的方向。
二、教学内容1. 锻造件基本概念:介绍锻造件定义、分类及特点,对应教材第2章;2. 锻造工艺流程:讲解锻造工艺的基本步骤,包括原材料准备、加热、锻造、冷却和后续处理,对应教材第3章;3. 锻造方法:分析不同锻造方法(如模锻、自由锻、热锻、冷锻等)及其应用,对应教材第4章;4. 锻造件应用案例:介绍锻造件在汽车、航空、轨道交通等领域的实际应用,对应教材第5章;5. 锻造工艺图绘制:教授如何运用绘图工具绘制简单的锻造工艺图,对应教材第6章;6. 锻造工艺参数计算:讲解并练习锻造工艺参数的简单计算,如锻造力、加热温度等,对应教材第7章;7. 锻造件行业发展:分析锻造件行业的发展趋势,探讨绿色制造和创新技术在行业中的应用,对应教材第8章。
教学进度安排:本教学内容共安排8课时,每课时45分钟。
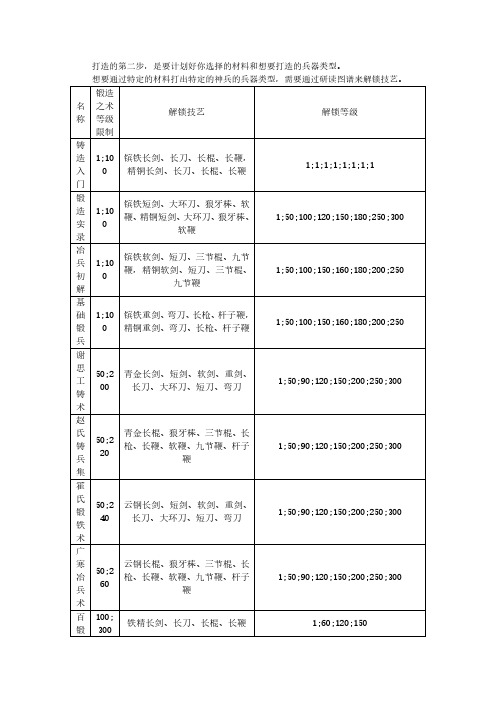
第一章,锻造用材料准备1`锻造是金属塑性成形工艺的一种,属于体积成形技术. 锻造就是要使金属由一种形态在无切削的情况下变形为另一种形态的过程,通常需要大型设备。
2`为什么要锻造改善组织性能;提高材料利用率。
3`模锻根据使用的设备:锤上模锻——模锻锤./螺旋压力机上模锻——螺旋压力机./锻压机上模锻——模锻压力机、平锻机、模锻液压机等4`锻造生产流程:备料—加热—锻造—热处理—清理—校正—质检5`优势:锻件的力学性能高/ 模锻具有较高的生产效率/可提高材料利用率不足:工艺难度大/工作条件差/对环境有一定的影响6锻造用原材料从材质上分黑色金属/有色金属有色金属:铝合金镁合金铜及其合金钛合金镍合金等..从形态上分:钢锭(大型锻件)/轧材、挤压棒材和锻坯(中小型锻件).7锻造用钢锭8钢锭的内部缺陷(1)偏析:各处的成分、杂质分布不均匀(2)夹杂:冶炼中氧化物、硫化物、硅酸盐等非金属夹杂外来夹杂物(3)气体:钢锭中的有害气体(氢、氧等)(4)气泡:主要分布在钢锭的冒口、底部及中心部位(5)缩孔:在最后凝固的冒口区,由于冷凝结晶时没有钢液补充而形成孔洞性缺陷组织,同时含有大量杂质。
(6)疏松:主要集中在钢锭中心部位,产生的原因与缩孔相同,它使钢锭组织致密度降低。
9晶粒度:用于描述晶粒大小的参数,常用的是1~8级。
常用的表示方法:8级的晶粒实际平均长度0.0196mm。
1级的晶粒实际平均长度0.222mm。
单位体积的晶粒数目(ZV)单位面积内的晶粒数目(ZS)晶粒的平均线长度(或直径)10下料方法剪切下料是一种普遍采用的方法(专用剪床、曲柄压力机、液压机、锻锤)优点:(a)效率高、操作简单(b)断口无金属损耗、模具费用低(c)对设备要求低缺点:(a)坯料局部被压扁(b)端面不平整(c)剪断面常有毛刺和裂缝(d)下料不准确锯切法(圆盘锯、弓形据、带锯)优点:(a)下料长度准确(b)端面平整缺点:(a)生产效率低(b)锯口有材料损耗切割法(利用气割器或普通焊枪,把坯料局部加热至熔化温度,逐步使之熔断。