技术文件编号方法
- 格式:doc
- 大小:146.50 KB
- 文档页数:4

技术文件编号规定
(JMDL-WG 001-2012)
1 范围
本规定规定了我公司所有技术文件(包括设计开发文件、技术规范文件、技术通知、工艺文件等)编号的基本原则和要求。
本规定只适用于本公司内部各部门。
2 引用标准
GB/T 5054.1-2000 产品图样及设计文件编号原则
3 总则
3.1 文件编号一般可采用下列字符:
——0~9阿拉伯数字;
——A~Z拉丁字母;
——短横线、·圆点、/斜线。
3.2同一层级代码的编写格式必须统一;
3.3凡是正式的文件都必须具有独立的编号,同一编号只能授予一份文件。
注:1 一份文件是指能单独使用的最小单位的技术文件。
2 一份工艺文件是指一个产品的同一类型的工艺文件。
3.4同一文件有数页时,每页标注同一编号。
4 技术文件编号
4.1 技术文件编码由制造厂识别代号、文件类型代号、文件顺序号及年代号四部分组成,见图1:
年代号
文件顺序号
文件类型代号
制造厂识别代号
图1
4.2 世界制造厂识别代号为:JMDL。
4.3 文件类型代号用四位字母表示,见表1。
4.4 文件顺序号采用三位阿拉伯数字表示文件的次序。
4.5 年代号是用当年年份的四位阿拉伯数字表示。
5 文件编号举例
5.1 试验总结的编号
技术文件编号规定:JMDL-SYZJ- 001-2012
表1。
技术文件编号方法(草案)1.总则1.1.凡正式技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
1.2.图纸的编号另有规定,不在本方法规定之内。
2.定义和概念2.1.产品本方法中的“产品”是指公司向客户提供的成品。
“产品”可能是一个部件也可能是单个的零件。
2.2.零件零件是指组成机械和机器的不可分拆的单个制件。
2.3.部件本方法中的“部件”是指公司向客户提供的产品的一个组成部分,由若干零件装配而成。
2.4.工艺工序一个或者几个工人对同一个(种)或几个(种)工件连续完成的工艺加工过程叫工艺工序。
工艺工序是使劳动对象发生物理或化学变化的工序。
2.5.检验工序检验工序是指对原材料、半成品、成品的质量进行检验的工序。
2.6.运输工序运输工序是指在工艺工序之间、工艺工序和检验工序之间运送劳动对象的工序。
2.7.在制品在企业的生产过程中,正在进行加工、装配或待进一步加工、装配或待检验验收的制品统称为在制品。
每一个工艺工序完成的在制品均必须有一个编号。
2.8.工艺装备工艺装备简称工装,是产品制造过程中所用的各种工具的总称,包括:刀具、夹具、模具、量具、检具、辅具、工位器具等,本文中“工装”专指夹具、量具、检具等不包含模具、刀具等。
2.9.专用工装专为某产品、工序所用的工装称为专用工装。
2.10.通用工装能为几种产品或工序所共用的工装称为通用工装。
2.11.报告本方法规定的“报告”是指主要以文字为主的各类冠以“报告”、“通知”、“申请”等名头的技术文件,例如:评审报告等。
2.12.报表本方法规定的“报表”是指主要以数字、表格为主的需要经常(周期性)上报的各类文件。
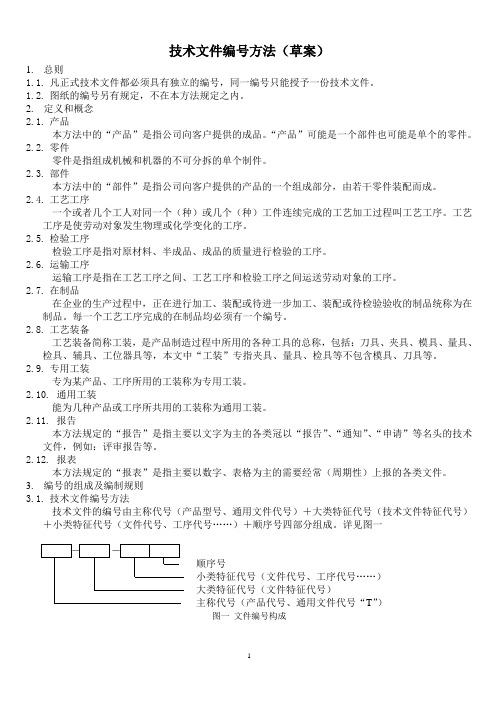
3.编号的组成及编制规则3.1.技术文件编号方法技术文件的编号由主称代号(产品型号、通用文件代号)+大类特征代号(技术文件特征代号)+小类特征代号(文件代号、工序代号……)+顺序号四部分组成。
详见图一顺序号小类特征代号(文件代号、工序代号……)大类特征代号(文件特征代号)主称代号(产品代号、通用文件代号“T”)图一文件编号构成3.1.1.主称代号的编号方法技术文件的主称代号一般用产品代号来表示,通用文件的主称代号用“T”表示。


技术文件编号规范(ISO9001:2015)1.目的规范和统一设计文件的编号,使设计文件便于生产组织及存档管理。
2.范围适用于公司内所有技术图纸及技术文件。
3.职责3.1 设计人员对各类图纸、表格、设计变更单,技术核定单要统一分类,随时记录,避免编号重复。
3.2 各设计小组主任负责各单项工程的编号登记工作。
4.程序4.1 工程设计文件中只有设计图纸、图表及材料表进行统一编号,设计说明、图纸目录、工程项目表、计算书不编制图号、分别编写页次、总页次。
4.2 工程设计图纸和图表必须标明工程名称,项目名称、图号或编号等。
4.3 工程设计图纸、图号编制方法。
4.3.1 结构图纸、图号编制。
分格图(或立面图)图号 A 例顺序号A01立剖图 B B05平剖图 C C04节点图 D D12立框图 A —K A05—K01分格编号图 A —BH A06—BH03 预埋件位置及剖面图MJ MJ03测量放线图CL CL04施工放线图SG SG05角片安装图 A —A08—J13 4.3.2设计变更的编号例:合同号——G 201507-G024.3.3 技术核定单编号例:合同号——J 201505-J064.3.4 构件组装图图号合同号——例:财务合同主管顺序号98012-PZ04 统一编制型材组框XZ构件类别铝板组装PZ钢件组装GZ玻璃组装BZ玻璃合片BH4.3.5 单件加工图号合同号——例:顺序号98012-JG30型材LJG类别代号钢材及附件JG玻璃BJG铝板PJG石材SJG4.3.6 设计图表类编号合同号——例顺序号98012-T04提料单T图纸类别代号细目表X定额表D综合细目定额表H楼层表L套裁图表细目编号TC4.3.7 所有顺序号是统一以两位数字表示,特殊情况(超过99号时)也可以三位表示。
5. 相关/支持性文件5.1 《文件控制程序》5.2 《技术文件管理办法》5.3 《设计控制程序》6. 质量记录无。

图样及技术文件编号管理规范1.目的规范产品图样和技术文件,包括图样和技术文件编号的要求,以便产品/项目的规范化管理。
2.适用范围适用于产品图样和技术文件的编号。
3.职责3.1 总工办负责产品/项目代号的统一规定,监督本规范的实施。
3.2 技术负责人、设计工程师负责按本规范的要求实施。
3.3 标准化工程师负责按本规范的要求进行标准化审查。
4.工作要求4.1 基本要求4.1.1 图样和技术文件编号采用下列字符:a)0~9阿拉伯数字;b)A~Z拉丁字母(O、I除外);c). 小圆点,- 短横线。
4.1.2 每份图样和技术文件均应有独立的代号及相应的版本号。
4.1.3 每份图样和技术文件均应有相应的名称。
4.1.4 同一产品、部件的图样用数张图纸绘制时,各张图样标注同一代号。
4.2 代号组成WL-002.E.1.1.1-1 ST4.3 编号方法电控设备图样及技术文件采用隶属编号法,编号由企业代号(WL-武汉连海、DL-道勒菲)、项目(或产品)代号、文件类别(E-电气、H-液压、M-机械)、一级部件序号、二级部件序号、三级部件序号、零件序号及尾注号组成,根据产品的复杂程度可选则包含不同的部件级别,尾注号表示隶属于部件或零件的图样、技术文件、表格。
4.3.1 产品代号由总工办下达任务单时确定,部件序号由二位阿拉伯数字组成,零件号由二位阿拉伯数字组成,尾注号见附录A。
4.3.2图样的阶段号以大写字母P、S、A、B区别,分别表示设计的预研阶段、样机阶段、产品化阶段、正式生产阶段。
图样的版本号位于阶段号后,以两位表示,第一位以大写英文字母顺序表示整套图纸的版本,第二位以阿拉伯数字表示本套图纸某一版本内的单页图纸更换版本。
示例:SA0表示本页图纸为样机阶段第一版图纸;SB1表示本页图纸为样机阶段第二版图纸的第一次更改。
4.3.3 示例:WL-002.M.1.2.3-1(武汉连海公司,002项目的第1号一级部件的第2号二级部件的第3号三级部件的第1号零件机械图纸);WL-020.1 SA(武汉连海公司,020项目的第1号一级部件的总体设计方案)4.4 设计图纸见图样模板;设计文件见相关文件模板。

质量体系文件和技术文件编号规定
1. 管理体系以文件编号作为唯一性标识,文件编号按文件代号、文件类别、文件顺序、年代号顺序排列:
FGHFDGSJC / ×× / ×× — ××××
年代号
文件顺序号
文件类别号 文件代号 文件类别号:SC ——质量手册
CX ——程序文件 ZD ——作业指导书 JL ——质量活动记录
文件代号:以“ ”拼音缩写代表—— JC
2. 外来文件沿用原编号,如有多本,可按照顺序编号
3. 样品记录、原始记录编号规定:
记录顺序号(三位数) 年代号(两位数) 试验样品代号
4.
记录顺序(三位数) 年代号(两位数)
试验项目代号
5.检测报告编号规定:
顺序号。
(电脑管理系统
中的检测报告,其编号由
电脑按顺序自动给出)
月份(两位数)
年代(四位数)。
技术文件编号规则
1.四大文件编号方法
四大文件指 ISO/TS16949相关的控制计划(Control Plans),失效模式和后果分析(Failure Mode and Effects Analysis),过程流程图(Process Flow diagram)和作业指导书(Work Instructions)四类文件,其编号方法如下:
产品代号
文件代号顺序号
说明:文件代号是指上述文件的代号。
控制计划用CP表示。
失效模式和后果分析用SFM、DFM和PFM三种形式表示,分别代表系统、设计和过程。
过程流程图用PFD表示。
作业指导书用WI表示。
同一个零件的顺序号必须相同。
2.APQP文件编号方法
功能代号
说明:其中100X/200X/300X/400X/500X为APQP 5个阶段的输出文件。
3.第三层次文件
第三层文件顺序号
表示只与一个过程相关
过程代号
(01---99)
例:QMS—C1—P01—01
4.第四层次文件
第四层文件顺序号
表示只与一个过程相关
过程代号
(001--999)
例:QMS—C1—P01—01—001
注:PFD/FMEA/CP/WI 格式参考现有格式.
5.返工作业指导书编号方法:
RWI—TD—产品代号。
部门技术文件的编号规定1、目的:使我公司各部门技术文件的编号统一、规范并处于受控状态。
2、适用范围:适用于我公司各部门技术文件等。
3、编号原则:本编号方法是借鉴国家有关标准,结合我公司实际情况,力求简明扼要,通俗易懂,使用方便。
4、编号方法:4.1各部门技术文件的编号a、各部门技术文件的编号由汉语拼音字母和数字编号方法。
共有五部分组成:即公司简称、部门名称简称、部门技术文件简称、技术文件顺序号、编制年号。
如图1所示。
编制年号技术文件顺序号部门技术文件简称部门名称简称公司简称(TYXNY)图1各部门工艺装备编号b、部门名称简称见表1。
表1 部门名称汉语拼音字母代号c、部门技术文件汉语拼音字母代号见表2。
表2 部门技术文件汉语拼音字母代号4.2 技术文件编号方法:a、技术文件的编号由汉语拼音字母和数字编号方法。
共有三部份组成:即用产品型号作分子,以尾注号加设计顺序号加细实线,与编写年号隔开作分母。
必要时可在序号后边加两位数字,以区别零件。
形式如图2。
技术文件部分代号见表2。
编制年号零件在总成中的序号文件的设计序号文件的简称产品型号图2 技术文件的编号表2 技术文件部分代号表b、通用技术文件编号办法:通用技术文件编号由汉语拼音字母和数字编号方法。
共有三部份组成:即用通用技术文件汉语拼音字母+年代号+序号。
通用技术文件部分代号见表3。
如技术便函:J B14-01;产品更改通知单:GT14-01;工艺更改通知单GY14-01;试制计划:SJ14-01;通用技术文件:TY/技术文件代号+类别(汉语拼音简写)+年代号。
4.3、第三层次文件编号方法:TYXNY/ QC —0101-代表文件顺序号QC-代表作业文件代号TYXNY-代表公司代号4.4、企业技术标准编号方法:Q /TY . X XXX -- XXXX批准年号标准序号技术标准J,通用标准T企业名称代号企业标准代号编制/日期:审核/日期:批准/日期:。
技术文件编号方法1.目的为了进一步统一技术文件的编号,便于企业内外的协作、交流,对技术文件编号方法进行科学、合理的规定。
2 范围本标准 >标准适用于公司各类技术文件的编号。
3 总则3.1 凡正式的技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
注:一份技术文件是指能单独使用的最小单位技术文件,如某个零件的铸造工艺卡片,机械加工工艺过程卡片,机械加工工序卡片等均为能单独使用的最小单位工艺文件。
3.2 当同一文件由数页组成时,每一页都必须填同一编号。
3.3 引证和借用某一技术文件时应注明其编号。
3.4 工艺文件的编号应按规定的位置填写。
4 技术文件的分类及编号技术文件分为四类:工艺基础性文件、工艺装备类文件、工艺设备类文件和技术标准。
4.1 工艺基础性文件工艺基础性文件主要包括工艺规程、工艺过程卡片、工艺卡片、工序卡片、检验卡片、作业指导书等。
4.1.1 编号的组成工艺基础性文件编号由特征号和顺序号组成,两部分之间用短划“-”隔开,如下所示:××××-×××顺序号特征号,由工艺文件类型代号和工艺方法代号组成4.1.2 工艺基础性文件的类型常用工艺基础性文件类型及代号参见表1:表1 工艺基础性文件类型及代号对照表1 目的4.1.3 工艺基础性文件的工艺方法常用工艺基础性文件工艺方法及代号参见表2:表2 工艺方法及代号对照表4.2 工艺装备类文件工艺装备类文件包括:冷热加工工装、刀具、辅具、夹具、量具以及检验夹具和测试装置等。
4.2.1 编号的组成工艺装备类文件的编号由类、组、分组及顺序号组成,中间以短划线分开,如下所示: ×××-×××顺序号类、组、分组代号4.2.2 常用工艺装备类文件类、组、分组名称及代号参见表3:表3 类、组、分组名称及代号对照表表3 类、组、分组名称及代号对照表(续)注:续表中列举的工装仅为总的类别,详细分类参见JB/Z 180-82《工艺装备编号方法》。
技术文件编号方法(草案)
1.总则
1.1.凡正式技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
1.2.图纸的编号另有规定,不在本方法规定之内。
2.定义和概念
2.1.产品
本方法中的“产品”是指公司向客户提供的成品。
“产品”可能是一个部件也可能是单个的零件。
2.2.零件
零件是指组成机械和机器的不可分拆的单个制件。
2.3.部件
本方法中的“部件”是指公司向客户提供的产品的一个组成部分,由若干零件装配而成。
2.4.工艺工序
一个或者几个工人对同一个(种)或几个(种)工件连续完成的工艺加工过程叫工艺工序。
工艺工序是使劳动对象发生物理或化学变化的工序。
2.5.检验工序
检验工序是指对原材料、半成品、成品的质量进行检验的工序。
2.6.运输工序
运输工序是指在工艺工序之间、工艺工序和检验工序之间运送劳动对象的工序。
2.7.在制品
在企业的生产过程中,正在进行加工、装配或待进一步加工、装配或待检验验收的制品统称为在制品。
每一个工艺工序完成的在制品均必须有一个编号。
2.8.工艺装备
工艺装备简称工装,是产品制造过程中所用的各种工具的总称,包括:刀具、夹具、模具、量具、检具、辅具、工位器具等,本文中“工装”专指夹具、量具、检具等不包含模具、刀具等。
2.9.专用工装
专为某产品、工序所用的工装称为专用工装。
2.10.通用工装
能为几种产品或工序所共用的工装称为通用工装。
2.11.报告
本方法规定的“报告”是指主要以文字为主的各类冠以“报告”、“通知”、“申请”等名头的技术文件,例如:评审报告等。
2.12.报表
本方法规定的“报表”是指主要以数字、表格为主的需要经常(周期性)上报的各类文件。
3.编号的组成及编制规则
3.1.技术文件编号方法
技术文件的编号由主称代号(产品型号、通用文件代号)+大类特征代号(技术文件特征代号)+小类特征代号(文件代号、工序代号……)+顺序号四部分组成。
详见图一
顺序号
小类特征代号(文件代号、工序代号……)
大类特征代号(文件特征代号)
主称代号(产品代号、通用文件代号“T”)
图一文件编号构成
3.1.1.主称代号的编号方法
技术文件的主称代号一般用产品代号来表示,通用文件的主称代号用“T”表示。
当仅用产品代号不能区分或容易与其他产品混淆时,文件的主称代号可采用图纸编号方法中的主称代号的编号方法。
详见《图纸编号方法》的有关规定。
3.1.2.大类特征代号的编号方法
技术文件的大类特征代号用技术文件特征代号来表示。
一般使用二个汉语拼音字母,由设计部提供,部分文件大类名称和代号的对照表详见表1。
工艺文件的小类特征代号用文件代号或工艺工序代号来表示。
工艺文件的小类特征代号用二个汉语拼音字母来表示,由设计部提供,部分文件小类名称、代号的对照表详见表2,工艺工序名称、代号的对照表详见表3、表4。
技术文件顺序号的编号可视具体情况分别使用下列二种方法之一进行:
3.1.
4.1.凡报表、报告类与填报日期关系比较密切的文件的顺序号,一般用6位数字表示发文的年、
月、日。
假如同一类报表在同一天有二份(以上)时,可在6位数字后面加大写的英文字母A、B……,以示区别。
例如:071208A,表示2007年12月8日上报的第二份某种报表(第一份报表没有英文字母后缀)。
3.1.
4.2.其余的技术文件,一般用两位数字01、02……来表示。
3.2.产品编号方法
产品的编号一般与该产品的图号一致,详见《图纸编号方法》。
3.3.在制品编号方法
在制品的编号由产品(零件)编号(代号、图号)+完成在制品的工艺工序代号+完成在制品的工艺工序顺序号三部分组成。
详见图二
完成在制品的工艺工序顺序号01、02……
完成在制品的工艺工序代号
产品(零件)编号(代号、图号)
图二在制品编号构成
3.4.工艺工序编号方法
工艺工序的编号由产品(零件)编号(代号、图号)+工艺工序代号+工艺工序顺序号三部分组成。
详见图三
工艺工序顺序号01、02……
工艺工序代号
产品(零件)编号(代号、图号)
图三工艺工序编号构成
3.5.工装编号方法
3.5.1.专用工装编号方法
专用工装的编号由产品(零件)型号(代号)+工装类别代号+工艺工序代号+顺序号四部分组成。
详见图四
顺序号01、02……
工艺工序代号
工装类别代号
产品型号(代号)
图四专用工装编号构成
3.5.2.通用工装编号方法
通用工装的编号由产品(零件)型号(代号)+工装类别号“T”+顺序号三部分组成。
详见图五。
顺序号01、02……
工装类别代号
通用工装代号“T”
图五通用工装编号构成
3.5.3.工装类别及代号
工装类别及代号由设计部提供,部分工装类别及代号对照详见表5。