硬化层深度测定
- 格式:ppt
- 大小:1.83 MB
- 文档页数:21
淬硬层深度测定标准引言淬硬层是金属材料表面经过淬火处理后形成的硬化层,具有高硬度和优异的耐磨性能。
淬硬层深度的准确测定对于材料的质量控制和工程设计至关重要。
本文档旨在介绍淬硬层深度测定的标准方法和步骤,以确保测定结果的准确性和可靠性。
标准方法测定仪器和设备•轴向切割机•金相显微镜•淬火硬度计•光学比例尺或数字显微镜标准样品准备1.选择符合要求的淬火样品,样品表面应无明显划痕和氧化层。
2.将样品进行必要的研磨和抛光处理,使其表面光滑、平整并去除样品表面的压痕和缺陷。
测定步骤1.将样品固定在轴向切割机上,调整切割速度和切割深度,以确保切割面的光滑和平整。
2.使用轴向切割机进行切割,以获得样品的横截面。
3.将切割面进行金相显微镜观察,找到淬硬层的起始点和终止点,并通过光学比例尺或数字显微镜测量两者之间的距离,即淬硬层的深度。
4.使用淬火硬度计对淬硬层进行硬度测试,以验证淬硬层的硬度性能。
测定结果报告根据上述测定方法,对淬硬层深度进行测定,并将结果记录在测定结果报告中。
报告应包括以下内容:1.样品信息:样品类型、编号等。
2.测定日期和地点。
3.测定仪器和设备的信息。
4.样品的切割面显微照片。
5.淬硬层起始点和终止点的位置和测量值。
6.淬硬层的平均深度。
7.淬硬层的硬度测试结果。
结论淬硬层深度的准确测定是评估材料质量和性能的重要指标之一。
本文档介绍了淬硬层深度测定的标准方法和步骤,旨在确保测定结果的准确性和可靠性。
使用合适的仪器和设备,并按照标准化的流程进行测量,可以获得准确的淬硬层深度数据,为材料的质量控制和工程设计提供重要依据。
混凝土硬化深度检测标准一、前言混凝土硬化深度是指混凝土表面向内渗透水泥浆体积占混凝土总体积的比例。
混凝土硬化深度是混凝土强度、耐久性和耐腐蚀性的重要指标之一。
混凝土硬化深度检测标准是指对混凝土硬化深度进行检测和评价的标准,有助于有效保障混凝土工程的质量和安全。
二、检测方法1. 钻孔法钻孔法是一种常用的混凝土硬化深度检测方法。
具体操作步骤如下:(1)选择适当直径的钻头;(2)在混凝土表面选取测试点,用钻头钻孔,钻孔深度应超过硬化深度;(3)取出钻芯,在钻芯上测量硬化深度;(4)每个测试点至少进行三次测试,取平均值作为该点的硬化深度。
2. 电子探针法电子探针法是一种利用电流测量混凝土硬化深度的方法。
具体操作步骤如下:(1)选择适当的电子探针和电源;(2)在混凝土表面选取测试点,将电子探针插入混凝土表面;(3)打开电源,通过电流变化测量硬化深度;(4)每个测试点至少进行三次测试,取平均值作为该点的硬化深度。
3. 放射性核素探测法放射性核素探测法是一种利用放射性核素测量混凝土硬化深度的方法。
具体操作步骤如下:(1)选择适当的放射性核素和探测器;(2)在混凝土表面选取测试点,将放射性核素涂在混凝土表面;(3)等待一定时间,通过探测器测量放射性核素的强度,计算硬化深度;(4)每个测试点至少进行三次测试,取平均值作为该点的硬化深度。
三、检测标准1. 检测范围混凝土硬化深度检测范围应包括所有混凝土表面,特别是对于需要承受重载荷或重要的混凝土结构,应进行全面检测。
2. 检测方法混凝土硬化深度检测应采用钻孔法、电子探针法、放射性核素探测法中的一种或多种方法进行。
3. 检测要求(1)钻孔法:钻孔直径不应小于10mm,每个测试点至少进行三次测试,取平均值作为该点的硬化深度;(2)电子探针法:应选择适当的电子探针和电源,每个测试点至少进行三次测试,取平均值作为该点的硬化深度;(3)放射性核素探测法:应选择适当的放射性核素和探测器,每个测试点至少进行三次测试,取平均值作为该点的硬化深度。
一、差别验证从目前齿轮加工水平(包括刀具)来看,基体硬度一般不会超过380HV,因此按照这两项标准,则应以400HV为渗氮层的界限硬度值。
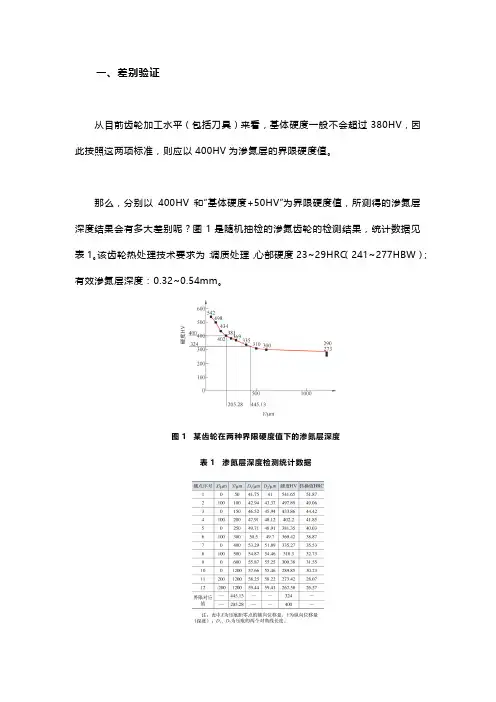
那么,分别以400HV和“基体硬度+50HV”为界限硬度值,所测得的渗氮层深度结果会有多大差别呢?图1是随机抽检的渗氮齿轮的检测结果,统计数据见表1。
该齿轮热处理技术要求为:调质处理,心部硬度23~29HRC(241~277HBW);有效渗氮层深度:0.32~0.54mm。
图1 某齿轮在两种界限硬度值下的渗氮层深度表1 渗氮层深度检测统计数据由图1可见,同一件齿轮,分别以“基体硬度+50HV”(324HV)和400HV 为界限硬度值时,渗氮层深度分别为205.28μm(圆整为0.21mm)和445.13μm(圆整为0.45mm),两者相差一倍以上。
再设定一种情况,就是当心部硬度分别为379HV和381HV时,按照ISO 6336—2016(GB/T 3480—2008)标准,则界限硬度分别为429HV和400HV,由此得到的渗氮层深度差异也很可观。
只不过呈现出与图1相反的走势,即以“基体硬度+50HV”为界限硬度值所测得的渗氮层较深,以400HV为界限硬度值的渗氮层较浅。
如果把这种差异以图线表示出来,则为图2中的剪刀差形式。
当基体硬度超过380HV时,两条线相重合。
图2 不同界限硬度值对渗氮层深度检测结果的影响由此可以看出,只有当基体硬度为350HV时,两种评判方法才能达到一致的结果;而偏离350HV越远,两种结果的偏差就会越大。
二、结论和建议1)分别以“基体硬度+50HV”和400HV为界限硬度值,所测得的渗氮层深度会有较大差异。
2)一般情况下,以400HV为界限硬度值所测得的渗氮层深度会小于以“基体硬度+50HV”为界限硬度值的结果。
3)建议GB/T 11354—2005和GB/T 18177—2008等标准再次修订时,也采纳ISO 6336—2016(或GB/T 3480—2008)的规定,对于渗氮齿轮产品,当心部硬度低于380HV时,均以400HV为界限硬度值,避免出现标准之间互相冲突、检测人员无所适从的情况。
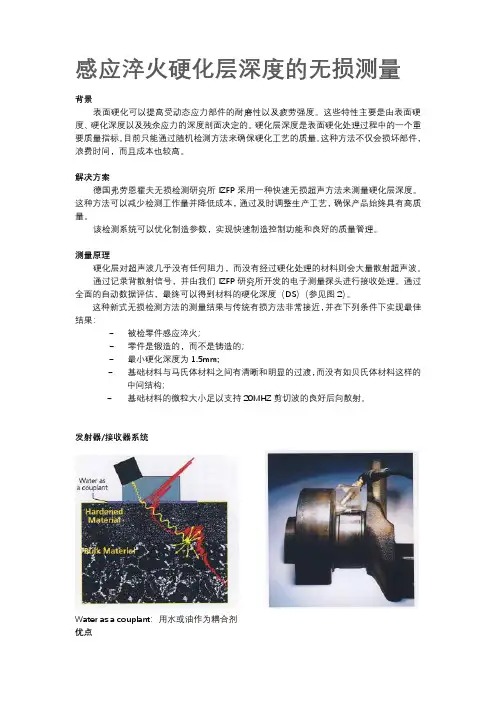
渗碳淬火硬化层深度检测标准渗碳淬火是一种常用的表面处理方法,用于提高金属材料的硬度和耐磨性。
在渗碳淬火过程中,碳原子会渗透到金属表面,并与金属原子结合形成碳化物,从而形成硬化层。
硬化层的深度是评估渗碳淬火质量的重要指标之一。
渗碳淬火硬化层深度的检测标准主要有以下几种方法:1. 金相显微镜观察法:这是一种常用的检测方法,通过金相显微镜观察样品的横截面,可以清晰地看到硬化层的深度。
通常,硬化层的深度应符合相关标准要求。
2. 显微硬度计测量法:显微硬度计是一种常用的硬度测试仪器,可以测量材料的硬度。
通过在硬化层上进行一系列硬度测试,可以确定硬化层的深度。
通常,硬化层的深度应达到一定的数值范围。
3. 金相腐蚀法:金相腐蚀是一种将试样浸泡在特定腐蚀液中,以观察和测量试样表面的腐蚀情况的方法。
通过在硬化层上进行金相腐蚀实验,可以确定硬化层的深度。
通常,硬化层的深度应达到一定的腐蚀程度。
4. 电子显微镜观察法:电子显微镜是一种高分辨率的显微镜,可以观察到非常细小的结构。
通过在硬化层上使用电子显微镜观察,可以清晰地看到硬化层的深度。
通常,硬化层的深度应达到一定的微米级别。
以上是常用的渗碳淬火硬化层深度检测标准方法。
在实际应用中,可以根据具体情况选择合适的检测方法。
同时,还需要注意以下几点:1. 检测设备的准确性和精度:选择合适的检测设备,并确保其准确性和精度。
只有准确的检测结果才能有效评估渗碳淬火的质量。
2. 标准要求的合理性:检测标准应该合理,符合实际应用需求。
标准要求过高或过低都会影响渗碳淬火的质量评估。
3. 检测结果的可靠性:在进行检测时,需要保证样品的代表性和一致性。
只有可靠的检测结果才能准确评估渗碳淬火的质量。
总之,渗碳淬火硬化层深度的检测标准是评估渗碳淬火质量的重要指标之一。
通过选择合适的检测方法,并注意检测设备的准确性和精度,以及标准要求的合理性和检测结果的可靠性,可以有效评估渗碳淬火的质量。
这对于提高金属材料的硬度和耐磨性具有重要意义。
混凝土硬化深度检测技术规程一、前言混凝土作为建筑材料的一种,具有承重、隔热、防火等优点,因此在建筑工程中得到了广泛应用。
然而,混凝土的性能与其硬化深度密切相关,混凝土硬化深度检测技术规程的制定对于保障建筑工程的质量安全至关重要。
二、检测原理混凝土硬化深度检测技术是通过测量混凝土内部的相对介电常数来确定混凝土的硬化深度。
具体实现方法是利用一对电极,将电流通过混凝土中的水分,然后测量混凝土中的电场强度,由此计算出混凝土的相对介电常数,从而确定硬化深度。
三、检测仪器混凝土硬化深度检测仪是测量混凝土相对介电常数的仪器。
它由电源、信号发生器、电极和接收器等部分组成。
其中,电源提供检测仪器所需的电能;信号发生器产生高频电场;电极将电场引入混凝土中;接收器接收混凝土中的电场信号,从而计算出混凝土的相对介电常数。
四、检测步骤1. 准备工作(1)检查检测仪器是否正常工作,电源是否接通。
(2)检查电极的表面是否平整,无明显损伤。
(3)对待检混凝土表面进行清理,去除杂物和灰尘。
2. 放置电极将电极平放在待检混凝土表面上,保证电极与混凝土表面接触紧密,避免空气隙缝。
3. 开始检测将信号发生器接入电极,产生高频电场,然后接收器接收混凝土中的电场信号,计算出混凝土的相对介电常数,从而确定硬化深度。
4. 检测结束检测结束后,及时清理电极和待检混凝土表面。
五、结果分析混凝土硬化深度检测的结果应当与设计要求进行比较,确定其是否符合要求。
如果不符合要求,则需要进一步分析原因,进行改进。
同时,应当将检测结果记录下来,作为建筑工程的重要资料。
六、注意事项(1)检测仪器应当经过校准,保证其精度和准确性。
(2)在检测前,应当对待检混凝土表面进行清理,以确保检测结果准确。
(3)电极的表面应当平整,无明显损伤,避免对检测结果产生影响。
(4)检测时应当保证电极与待检混凝土表面接触紧密,避免空气隙缝。
(5)检测结果应当与设计要求进行比较,确定其是否符合要求。
模数和硬化层深的关系参照标准
硬化层深度检测目的
检查构件(渗碳、渗氮、脱碳、碳氨共渗等表面处理钢件,经感应淬火的钢件等)经过表面渗碳、渗氨或硬化处理后,渗透深度及组织变化情况。
硬化层深度检测项目
淬硬层深度(渗碳层或硬化层):从零件表面到维氏硬度值为550HV1处的垂直距离。
总硬化层深度:从零件表面垂直向测量到与基体金属间的显微硬度或显微组织没有明显变化的那一硬化层的距离。
有效硬化层深度;从零件表面垂直方向测量到规定的某种显微组织边界或规定的显微硬度的硬化层距离。
1、金相法测试原理:根据零件处理后所导致零件表面至到心部显微组织的变化,测定零件的总硬化层深度或有效硬化层深度。
2、梯度硬度法测试原理:根据零件表面到心部的显微维氏硬度的变化,测定零件的总硬化层深度或有效硬化层深度。
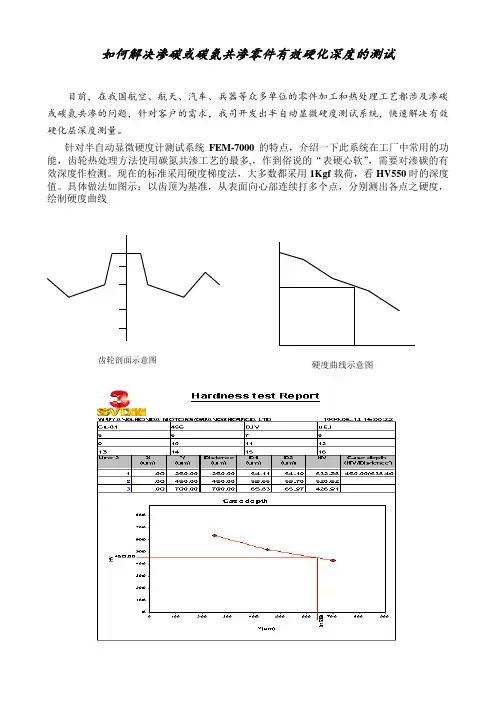
如何解决渗碳或碳氮共渗零件有效硬化深度的测试目前,在我国航空、航天、汽车、兵器等众多单位的零件加工和热处理工艺都涉及渗碳或碳氮共渗的问题,针对客户的需求,我司开发出半自动显微硬度测试系统,快速解决有效硬化层深度测量。
针对半自动显微硬度计测试系统FEM-7000的特点,介绍一下此系统在工厂中常用的功能,齿轮热处理方法使用碳氮共渗工艺的最多,,作到俗说的“表硬心软”,需要对渗碳的有效深度作检测。
现在的标准采用硬度梯度法,大多数都采用1Kgf 载荷,看HV550时的深度值。
具体做法如图示:以齿顶为基准,从表面向心部连续打多个点,分别测出各点之硬度,绘制硬度曲线齿轮剖面示意图硬度曲线示意图以往通过此方法作测试时,大家普遍困难的是此工作较繁杂。
一是要打多个点测硬度,二是要不断移动和记录载物台移动量,三是手工绘制曲线图。
这几个环节易出的问题分别是:一测量时人为误差,二移动物台的精度,三绘图的准确性。
往往做一个样品用很长时间,一天若需大量做此工作,人会很疲劳影响测试精度。
而现在利用半自动测试系统(FEM-7000) 可以大大提高效率与精度。
首先硬度计主机具有自动打压痕功能,第二由于采用自动载物台,可以在测试前将要测点的坐标值一次输入,仪器会自动找到设置点,位移回复精度在2 m以内,第三仪器测试后,由打印机打印一份标准报告,包括数据与曲线图,也可以利用Windows 中的Word软件自己编辑,在报告中任意插入文字、数字及图片,另外打印机还可以打印金相组织的图谱。
重点介绍半自动显微硬度测试系统的功能:FEM-7000半自动显微硬度测试系统是一台以日本F-T公司(FUTURE-TECH CORP.)生产的FM-700型显微硬度计为主机,由电脑控制的自动载物台及高分辨率的CCD图象采集游标测量装置组成的显微硬度测量系统。
该系统由三部分组成:1. FM-700显微硬度计2. 自动载物台及PC电脑控制器3. 高分辨CCD图象采集装置及电脑游标测量装置和数据处理激光打印系统。

感应淬火硬化层深度检测标准引言:感应淬火硬化是一种常用的表面处理方法,可使金属件表面形成硬且耐磨的淬火层,提高零件的使用寿命和耐磨性。
而淬火层的深度是影响零件性能的重要指标之一,因此对感应淬火硬化层深度进行准确检测是非常重要的。
本文将详细介绍感应淬火硬化层深度检测的标准和方法。
一、感应淬火硬化层深度的定义感应淬火硬化层深度是指在感应淬火后,金属件表面形成的硬化层的厚度。
它直接影响零件的强度、耐磨性和使用寿命。
淬火层深度的合理控制是确保零件质量的重要保证。
二、感应淬火硬化层深度检测标准的制定为了确保感应淬火硬化层深度的准确检测,制定相应的检测标准是必要的。
通常,感应淬火硬化层深度的检测标准应包括以下几个方面:1. 检测方法的选择:常用的感应淬火硬化层深度检测方法有金相显微镜法、硬度计法和微区分析法等。
根据具体情况选择合适的检测方法。
2. 检测仪器的要求:确保所使用的检测仪器的精度和稳定性,以保证检测结果的准确性。
3. 检测位置的选取:对于大批量生产的零件,应在不同位置进行淬火层深度的检测,以确保整体质量的稳定性。
4. 淬火层深度的要求:根据具体应用要求和零件的使用环境,制定合理的淬火层深度要求。
同时,还应考虑到加工余量和工艺控制的因素。
三、感应淬火硬化层深度检测方法目前常用的感应淬火硬化层深度检测方法主要有以下几种:1. 金相显微镜法:使用金相显微镜对感应淬火硬化层进行观察和测量,通过显微镜的放大倍数和图像分析软件,可以准确测量淬火层的深度。
2. 硬度计法:利用硬度计对感应淬火硬化层进行表面硬度测试,通过硬度值的变化来判断淬火层的深度。
3. 微区分析法:使用扫描电子显微镜(SEM)和能谱仪等设备,对感应淬火硬化层进行微区分析,从而确定淬火层的深度和成分。
以上方法各有优缺点,选择合适的方法需要根据具体情况进行综合考虑。
四、感应淬火硬化层深度检测的注意事项在进行感应淬火硬化层深度检测时,需要注意以下几个方面:1. 样品制备:对于不同形状和尺寸的零件,需要根据实际情况进行样品制备,以确保检测的准确性和可靠性。
硬化层硬度和深度手册
硬化层硬度和深度是指在材料表面形成的一层具有较高硬度的
区域以及该层的深度。
下面我将从多个角度全面地回答这个问题。
首先,硬化层硬度和深度是通过热处理或表面处理等工艺在材
料表面形成的。
这些工艺包括淬火、氮化、碳化、渗碳等。
通过这
些工艺,可以改变材料的晶体结构和化学成分,从而提高材料的硬
度和耐磨性。
其次,硬化层的硬度是指硬化层表面的抗压缩能力。
硬度的测
量常用的方法有洛氏硬度、维氏硬度和布氏硬度等。
硬度值越高,
表示材料越难被划伤或变形,具有更好的耐磨性和抗腐蚀性。
再次,硬化层的深度是指硬化层从材料表面向内延伸的距离。
深度的测量通常使用显微镜观察或金相分析等方法。
深度的大小取
决于材料的性质、硬化工艺的参数以及处理时间等因素。
一般来说,深度越大,材料的强度和耐磨性就越好。
此外,硬化层的硬度和深度对材料的性能和应用有着重要影响。
例如,在机械零件的制造中,硬化层可以提高零件的耐磨性和抗腐
蚀性,延长零件的使用寿命。
在刀具制造中,硬化层可以提高刀具的切削性能和耐磨性,提高切削效率。
在汽车工业中,硬化层可以提高发动机零件的耐磨性和耐高温性能,保证发动机的可靠运行。
总结起来,硬化层硬度和深度是通过热处理或表面处理等工艺在材料表面形成的一层具有较高硬度的区域以及该层的深度。
硬度和深度的大小对材料的性能和应用有着重要影响,可以提高材料的耐磨性、抗腐蚀性和强度,延长材料的使用寿命。
钢件表面淬火硬化层深度的测定1 范围本文件规定了钢制零件表面淬火硬化层深度及表面淬火全硬化层深度的含义及其测定方法。
本文件适用于感应淬火、火焰淬火、激光淬火、电子束淬火等表面淬火的零件。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 7232 金属热处理 术语GB/T 4340.1 金属材料 维氏硬度试验 第1部分:试验方法GB/T 4340.2 金属材料 维氏硬度试验 第2部分:硬度计的检验与校准GB/T 18449.1 金属材料 努氏硬度试验 第1部分:试验方法GB/T 18449.2 金属材料 努氏硬度试验 第2部分:硬度计的检验与校准3 术语和定义GB/T 7232界定的以及下列术语和定义适用于本文件。
表面淬火硬化层深度 surface hardening depth(SHD)从工件表面到规定界限硬度处的垂直距离。
注:界限硬度=A×技术要求的最低表面硬度(HV),通常A=0.8。
表面淬火总硬化层深度 total thickness of surface hardening depth(THD)从表面至与基体具有相同硬度的分界处的距离。
注:常用金相法测定表面淬火总硬化层深度,即从表面至与基体组织没有可见变化的分界处的距离。
4 符号及涵义本文件中使用的符号和缩写及代表的涵义列于表1。
表1 符号、缩写及涵义符号/缩写 单位 涵义d i mm从工件表面到每个硬度压痕中心的距离Δd mm两相邻压痕中心的距离SHD mm表面淬火硬化层深度THD mm表面淬火总硬化层深度H limit HV界限硬度5 测定原理根据垂直于工件表面的横截面上硬度梯度曲线来确定硬化层深度。
用图解法从硬度与距表面距离的分布曲线上得出硬化层深度。
表面淬火总硬化层深度采用硬度法(检测硬度变化)或用金相法(观察组织变化)测定。
文件编号:DNEC-Z31-2-BZ029东风日产发动机分公司修改(作成)年月日修 改 部 位修 改 原 因NO. 115020803050从左侧水平放入物台上(防止被测工件撞到镜头和钢头上)4150先用10倍率镜头对焦5080选择500克力6060再选用40倍率镜头观察7250节圆表面硬度打8个点,0.05,0.1,0.2-----0.78220确保所打压的点的距离在50um以上(防止所测数据有偏差)节圆位置925010750用“2对角法”测量数据(防止用其他方法测量数据有偏差)112302270特记事项、其他☆禁止事项.理由(灾害不良的事例)☆异常时的处置.特记事项及其他※工件摆放不稳,禁止继续操作。
※发生异常,停止动作,立即报告班长或指导员。
※程序出错,立即停止将被测工件从左侧水平放到物台上作业路径.图解.其他重点(重点的理由)打开维氏数显硬度仪和电脑,并插入密匙5天作业名表面硬度与硬化层深度测量作业使用劳保使用零件标 准 作 业 书(手顺)A确 认系 长班 长使用工具所有轴、齿轮镶嵌块输入硬化层,并按"F5"进行刷新,并打印数据报告打开“EVERONE SVDM4A DEMO”软件主要步骤时间旋转“载荷选择旋钮”来设定打压力用“2对角法”进行测量每个点硬度并按"F5"进行刷新选择“移动打压模式”和“连续打压模式”,按开始运行工程名科 长习熟时间旋转物台升降手柄进行调焦,直到图像清晰为止工作服、劳保鞋维氏硬度仪、密匙、电脑合计输入所打压的点的位置,即输入“X”和“Y”的值,硬化层深度基准:JR1档、2档:0.25-0.50mm Hv550; 3、4、5档:0.25-0.45mm Hv650; 齿圈、1轴、2轴:0.25-0.50mm Hv650。
JH1档:0.25-0.45mm Hv550; 2档、3档、4档、5档:0.25-0.45mm Hv650; 齿圈、1轴:0.25-0.50mm Hv650; 2轴:0.30-0.50mm Hv650设定原点,旋转塔台选择“镜头A”,调焦直到图像清晰在软件上设定打压个数载荷选择旋镜头A 物台物台升降手柄。
钢的渗碳硬化深度的检测方法钢的渗碳硬化深度的检测方法1.适用范围此规格规定了钢的渗碳淬火或碳氮共渗淬火时的硬化层深度(以下,称硬化层)的检测方法。
备注:1 此规格出自以下规格JIS B 0601 表面粗糙度—定义及表示JIS G 0201 钢铁用语(热处理)JIS G 0202 钢铁用语(试验)JIS Z 2244 维氏硬度检测方法JIS Z 2244 洛氏硬度检测方法2 与此规格相对应的国际规格如下所示。
ISO 2639: 1982 Steel-Determination and verification of the effective depth of carburizedand hardness case3 附表是有效硬化层深度的辅助检测方法。
2.用语的定义此规格使用的主要用语的定义,除出自JIS G 0201 及JIS G 0202 之外,还出自以下几项(1)有效硬化层深度淬火后,或用不超过200℃的温度进行挥霍的硬化层的表面开始,到表1所示的界限硬度的位置的距离。
但是,关于非硬化区域的硬度超出维氏硬度450时,根据双方协议,也可以使用超出维氏硬度550(维氏硬度25刻度的)界限硬度。
(2)全硬化层深度从硬化层的表面开始,到硬化层与素材的物理性质或是化学性质几乎没有差异时的位置的距离。
备注:这里所说的物理性质用硬度,化学性质用宏观组织来判定。
(3)硬度推移曲线从硬化层表面开始的,表示垂直距离和硬度之间关系的曲线。
3.测定方法的种类3.1硬度试验测定方法对试验块的断面通过硬度检测来测定硬化层深度的方法。
3.2宏观组织试验测定方法吧试验块的断面腐蚀后,在低倍率的放大镜下进行观察,测定硬化层深度的检测方法。
备注:硬化层深度的检测方法,一般使用硬度试验的测定方法,要是简单一点的话,就用宏观组织试验测定方法。
4.试验品试验品原则上使用产品本身。
但是,不得已时也可以使用与产品同种条件下的同一钢种的钢材。