电液伺服控制系统及其在TRT中的应用
- 格式:pdf
- 大小:297.53 KB
- 文档页数:4

电液伺服控制系统的应用研究【摘要】电液伺服控制是液压技术领域的重要分支。
多年来,许多工业部门和技术领域对高响应、高精度、高功率—重量比和大功率液压控制系统的需要不断扩大,促使液压控制技术迅速发展。
特别是控制理论在液压系统中的应用、计算及电子技术与液压技术的结合,使这门技术不论在元件和系统方面、理论与应用方面都日趋完善和成熟,并形成一门学科。
目前液压技术已经在许多部门得到广泛应用,诸如冶金、机械等工业部门及飞机、船舶部门等。
我国于50年代开始液压伺服元件和系统的研究工作,现已生产几种系列电液伺服产品,电液伺服控制系统的研究工作也取得很大进展。
【关键词】电液伺服控制应用1、电液控制系统的特点、构成及分类电液控制系统是一门比较年轻的技术,它的发展和普遍应用还不到50年,然而,凭借它的优点却形成了流体传动与控制的一个重要分支,并成为现代控制工程的基本技术构成之一。
1.1电液控制系统的特点1) 液压执行元件的功率--重量比和转矩--惯性矩比(或力--质量比)大,具有很大的功率传递密度,可以构成体积小、重量轻、响应速度快的大功率控制单元。
2) 液压系统的负载刚度大,精度高。
由于液压杠、执行元件的泄漏很少,液体介质的体积弹性模量又很大,故具有较大的速度--负载刚性,即速度--力或转速--力矩曲线斜率的倒数很大,因此有可能用于开环系统。
用于闭环系统时则表现为位置刚度大,其定位精度受负载变化的影响小。
3) 液压控制系统可以安全,可靠并迅速地实现频繁的带负载启动和制动,进行正反向直线或回转运动和动力控制,而且具有很大的调速范围。
电气或电子技术和液压传动及控制相结合的产物--电液控制系统兼备了电气和液压的双重优势,形成了具有竞争力和自身技术特点。
当然,在某些场合下,指令和反馈元件也可全部采用机械、气动或液压元件,此时,即称为机械--液压控制系统和气动--液压控制系统。
1.2 电液控制系统的构成工程实际中系统的指令及放大单元多采用电子设备。
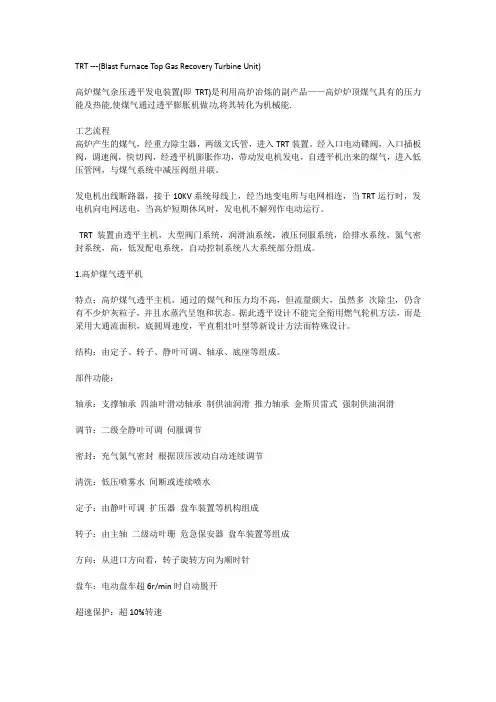
摘要所谓“TRT”,是国际上对这种节能装置的简称,其英文全称为“Top pressure Recovery Turbine unit”,中文译为炉顶(余)压回收透平,一般更确切的称之为高炉煤气余压回收透平发电机组。
TRT是利用高炉炉顶煤气中的压力能及热能经透平膨胀做功来驱动发电机发电,再通过发电机将机械能变成电能输送给电网,可以回收高炉鼓风能量的30%左右。
TRT 装置所发出的电量与高炉煤气的压力和流量有关,一般吨铁发电量为30千瓦时~40千瓦时。
高炉煤气采用干法除尘可以使发电量提高36%,且温度每升高10℃,会使透平机出力提高10%,进而使TRT装置最高发电量可达54千瓦时/吨铁。
该装置的特点是:不消耗任何燃料,是消除噪音污染,无公害的最经济的发电设备,可以代替减压阀组调节稳定炉顶压力。
在五矿营钢应用的是GT60D干式轴流反动式发电机转数3000r/min输出功率4650-6000kw。
这种技术在钢铁行业的引用的还是比较早的,那时五矿营钢只有不过千立的高炉,所以要正常运行的话就必须进行适当的改革。
经过分析和实验最终确定生产方案“二拖一”就是用两座高炉带动一个TRT发电机。
结果证明这个方案是可行有效的。
关键词:TRT 高炉节能推广目录摘要 (I)1.TRT结构 (3)1.1高炉煤气透平机 (3)1.2大型阀门系统 (3)1.3润滑油系统 (4)1.4电液伺服控制系统 (4)1.5给排水系统 (4)1.6氮气密封系统 (5)1.7高低压发配电系统 (5)1.8自动控制系统 (7)2.TRT日常操作及维护 (7)2.1起机前的准备: (7)2.2起机 (9)2.3电动运行 (10)2.4停机 (10)2.5设备维护规程 (11)3.TRT事故处理 (14)3.1煤气系统 (14)3.2冷却水系统 (14)3.3动力油系统 (14)3.4润滑油系统 (15)3.5机组轴系及内部故障 (15)3.6氮气系统故障 (15)3.7发电机发生着火、剧烈振动故障及处理方法 (15)3.8发电机出口开关跳闸处理及方法 (15)3.9发电机失磁异步运行故障及处理方法 (16)3.10系统发生振荡使发电机振荡或失步时故障及处理方法 (16)3.11发电机不同期并列故障及处理方法 (17)3.12转子一点接地 (17)3.13发电机定子接地故障及处理方法 (17)参考文献 (18)附录 (19)1.TRT结构TRT装置由透平主机,大型阀门系统,润滑油系统,液压伺服系统,给排水系统,氮气密封系统,高,低发配电系统,自动控制系统八大系统部分组成。

电液伺服系统的原理及应用一.电液伺服系统概述电液伺服系统在自动化领域是一类重要的控制设备,被广泛应用于控制精度高、输出功率大的工业控制领域.液体作为动力传输和控制的介质,跟电力相比虽有许多不甚便利之处且价格较贵,但其具有响应速度快、功率质量比值大及抗负载刚度大等特点,因此电液伺服系统在要求控制精度高、输出功率大的控制领域占有独特的优势。
电液伺服控制系统是以液压为动力,采用电气方式实现信号传输和控制的机械量自动控制系统。
按系统被控机械量的不同,它又可以分为电液位置伺服系统、电液速度伺服控制系统和电液力控制系统三种。
我国的电液伺服发展水平目前还处在一个发展阶段,虽然在常规电液伺服控制技术方面,我们有了一定的发展。
但在电液伺服高端产品及应用技术方面,我们距离国外发达国家的技术水平还有着很大差距。
电液伺服技术是集机械、液压和自动控制于一体的综合性技术,要发展国内的电液伺服技术必须要从机械、液压、自动控制和计算机等各技术领域同步推进。
二.电液伺服的组成电液控制系统是电气液压控制系统简称,它由电气控制及液压两部分组成。
在电子-液压混合驱动技术里,能量流是由电子控制,由液压回路传递,充分结合了电子控制和液压传动两者混合驱动技术的优点避免了它们各自的缺陷。
⑴电子驱动技术的特点①高精度、高效率,低能耗、低噪音②高性能动态能量控制③稳定的温度性能④能量再生及反馈电网⑤在循环空闲的时间没有能量损失⑵液压驱动技术的特点①高(力/功)密度②结构紧凑③液压马达(油缸)是大功率且经济的执行元件④在液压系统做压力控制的时候有明显的能量流失液压部分:以液体为传动介质,靠受压液体的压力能来实现运动和能量传递。
基于液压传动原理,系统能够根据机械装备的要求,对位置、速度、加速度、力等被控量按一定的精度进行控制,并且能在有外部干扰的情况下,稳定、准确的工作,实现既定的工艺目的。
(工控网)液压伺服阀是输出量与输入量成一定函数关系,并能快速响应的液压控制阀,是液压伺服系统的重要元件。
电液伺服系统在数控机床中的应用伺服系统是一种通过感应和响应外部信号来调整输出的自动控制系统。
电液伺服系统是一种使用电力和液压传动技术的伺服系统,被广泛应用于数控机床中。
本文将探讨电液伺服系统在数控机床中的应用,并介绍其优势和发展趋势。
一、电液伺服系统的工作原理电液伺服系统主要由电液伺服阀、液压伺服缸、传感器、执行器和控制器等组成。
其工作原理是:控制器通过传感器获得外部输入信号,然后将信号传递给电液伺服阀。
电液伺服阀根据接收到的信号来控制油路的开闭,调节液压伺服缸的运动。
液压伺服缸将运动转化为力或位移输出,从而实现对机械装置的精确控制。
二、1. 位置控制:电液伺服系统通过精确的位置控制能够实现数控机床的高精度加工。
通过传感器获得工作台或刀具的位置信号,控制器根据设定值对电液伺服阀进行控制,使得机械装置按照预定的路径和速度进行准确定位。
2. 速度控制:电液伺服系统能够实现数控机床的平稳加速和减速操作。
控制器根据设定值对电液伺服阀进行控制,调节液压伺服缸的运动速度,从而实现对机械加工的平滑速度控制。
3. 力控制:电液伺服系统能够实现数控机床的精确力控制。
通过传感器获取工作台或刀具的力信号,控制器根据设定值对电液伺服阀进行控制,调节液压伺服缸的输出力,确保机械装置对工件施加恰当的力。
4. 自动化操作:电液伺服系统能够实现数控机床的自动化操作。
通过控制器中预设的程序,可以实现自动切换刀具、自动换夹具、自动调整加工参数等功能,提高了数控机床的生产效率和加工质量。
三、电液伺服系统的优势1. 高精度:电液伺服系统具有响应速度快、位置控制精度高的特点,可以满足数控机床对于精密加工的要求。
2. 高可靠性:电液伺服系统由于采用了液压传动技术,具有承受高负载和冲击的能力,能够适应数控机床长时间、高负荷运行的需求。
3. 高适应性:电液伺服系统能够适应不同的加工需求,通过调整控制器中的参数实现不同的运动模式和控制策略。
4. 易于维护:电液伺服系统的设计相对简单,维修和更换零部件相对容易,能够降低机床维护成本和停机时间。
TRT余热发电一、高炉炉顶煤气余压发电的基本原理高炉炉顶煤气余压回收透平发电装置(TopGasPressureRecoveryTurbine简称TRT)是目前世界最有价值的二次能源回收装置之一。
TRT是利用高炉炉顶煤气中的压力能及热能经透平膨胀做功来驱动发电机发电,再通过发电机将机械能变成电能输送给电网,可以回收高炉鼓风能量的30%左右。
TRT装置所发出的电量与高炉煤气的压力和流量有关,一般吨铁发电量为30千瓦时~40千瓦时。
高炉煤气采用干法除尘可以使发电量提高36%,且温度每升高10℃,会使透平机出力提高10%,进而使TRT装置最高发电量可达54千瓦时/吨这种发电方式既不消耗任何燃料,也不产生环境污染,是高炉冶炼工序的重大节能项目,经济效益十分显著。
炼铁生产中,高炉炉顶煤气压力大于0.03兆帕时,称为高炉高压运作。
高炉煤气在高压运作下具有一定的压力能。
采用煤气余压发电技术装备(TRT)可将这部分压力能回收,其设备的工作原理是煤气的余压使煤气在透平机内进行膨胀做功,推动透平机转动,进而带动发电机转动,发出一定的电量。
TRT装置所发出的电量与高炉煤气的压力和流量有关,一般吨铁发电量为30千瓦时~40千瓦时。
高炉煤气采用干法除尘可以使发电量提高36%,且温度每升高10℃,会使透平机出力提高10%,进而使TRT装置最高发电量可达54千瓦时/吨铁。
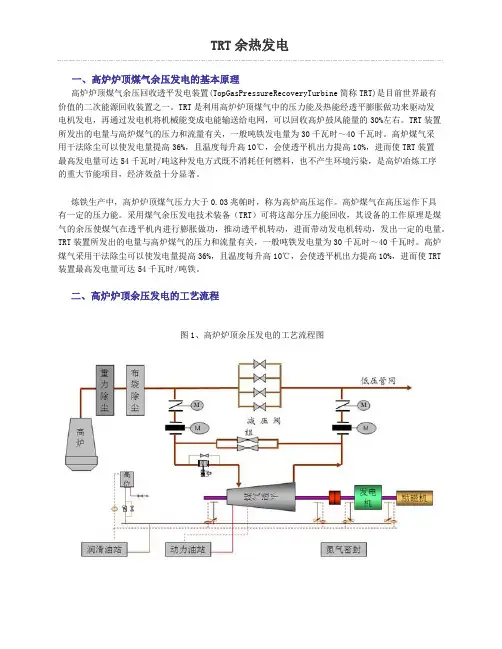
二、高炉炉顶余压发电的工艺流程图1、高炉炉顶余压发电的工艺流程图高炉荒煤气经重力除尘器后的半净煤气管道进入布袋除尘器的进气总管。
在布袋除尘器进气总管和布袋除尘器之间设有一个旁路,在旁路上设有冷热交换器,用于煤气的升温和降温。
布袋除尘器的布袋是氟美斯化纤制品,其工作温度为80℃~250℃,瞬间不允许超过500℃。
煤气温度低于80℃易产生结露现象,布袋内有露水会与灰尘结球,造成布袋除尘的除尘效果下降,严重时会导致煤气流流动不畅;煤气温度高于250℃会使布袋变脆,甚至烧损。

电液位置伺服控制在TRT 控制系统中的应用徐杰,李彤(马钢自动化信息技术有限公司,安徽马鞍山243011)【摘要】介绍了电液位置伺服控制系统的组成与工作原理,对TRT 静叶位置伺服控制系统的功能进行了详细阐述,在Ovation 系统设计了一种分段折线算法取代传统伺服放大器来实现对静叶位置的控制。
【关键词】电液位置伺服控制;Ovation 控制系统;高炉煤气余压透平发电装置1 引言电液伺服控制技术作为连接现代微电子技术、计算机技术和液压技术的桥梁, 已经成为现代控制技术的重要构成。
电液位置伺服系统具有响应速度快、控制精度高、动态位置刚度和稳态刚度大、抗干扰能力强等优点,被广泛应用于各种工业过程控制领域。
TRT 是利用高炉炉顶的煤气压力能和气体余热,通过透平膨胀做功而带动发电机发电的装置,回收在高炉减压阀组因强制节流和形成噪音而消耗掉的能量,同时又提高了高炉的生产特性和煤气的使用效率。
在马钢二铁总厂2#TRT 静叶位置伺服控制系统中,利用Ovation 系统设计一种分段折线控制算法取代传统伺服放大器,不仅优化了伺服控制系统功能,确保TRT 发电机组的长期稳定运行,而且降低钢铁企业生产成本、减少了设备维护[1]。
2 机组控制系统简介马钢二铁总厂2500 m3高炉的2#TRT 透平膨胀机选用陕西鼓风机集团引进日本川崎技术生产的TP3142/2.36-1.146 型二级湿式轴流反动式透平膨胀机,与南汽生产的QF-10-2 型容量1250 kV A 的发电机配套,采用瑞士苏尔寿柔性联轴器直联,机组转速3000 r/min。
控制系统采用了美国西屋公司的Ovation 系统,Ovation 是西屋公司的第三代集散系统(DCS),是在WDPF-II 系统基础上改进而来,该产品提供了全面过程控制管理,它把设备监控、连续控制、顺序逻辑和批处理控制系统结合成一个网络系统。
2#高炉Ovation 系统在使用了9 个控制站和1个远程站,分别用于槽下、炉顶、煤气清洗、本体、TRT、热风炉、喷煤和制粉,其中5#控制站是不参与检测、控制的试验柜。

电液伺服控制技术在TRT自动控制系统中的应用引言TRT为高炉煤气余压能量回收透平发电装置的简称(Blast-Furnace Top pressure Recovery Turbine Unit),它是利用高炉出口煤气中所蕴含的压力能和热能,使透平膨胀机作功,驱动发电机发电的一种能量回收装置。
从而达到节能、降噪、环保的目的,具有很好的经济效益和社会效益,是目前现代国际、国内钢铁企业公认的节能环保装置。
TRT自动控制系统分为主煤气系统、润滑油系统、电液伺服控制系统(动力油系统)、透平机轴运动检测系统、氮气密封系统和水系统等6个系统。
电液伺服控制技术概述电液伺服控制技术作为连接现代微电子技术、计算机技术和液压技术的桥梁,已经成为现代控制技术的重要构成。
由于它具有线性好、死区小、灵敏度高,动态性能好、响应快、精度高等显著优点,因而得到了广泛的应用。
本文针对这一问题,利用电液伺服控制技术和计算机技术,设计了一套适用在TRT自控系统中的电液伺服控制系统。
电液伺服控制系统的组成、作用及工作原理电液伺服控制系统的构成电液伺服控制系统由液控单元、伺服油缸、动力油占三大部分组成。
液控单元包括调速阀控制单元和透平静叶控单元,每一单元均由电液伺服阀、点动用电磁阀、快关用电磁阀、油路块及底座等组成。
伺服油缸为双活塞杆结构,摩擦力很小,密封性能良好。
动力油站由油箱、变量油泵、滤油器、冷却器、管道阀门、检测仪表等组成。
电液伺服控制系统的作用电液伺服控制系统,在TRT装置中,属于几个主要系统之一。
根据主控室的指令,来实现TRT的开、停、转速控制、炉顶压力以及过程检测等系统控制。
要实现以上系统的功能控制,最终将要反映在控制透平机的转速上。
要控制透平机的转速,就要控制调速阀或透平静叶的开度。
而控制静叶或调速阀开度的手段就是电液伺服控制系统。
控制系统的精度、误差,直接影响着 TRT系统各阶段过程的控制。
由此可见,该系统在TRT 中的地位和作用是十分重要的。

TRT静叶伺服液压缸同步技术分析与应用摘要:TRT(炉顶余压回收透平机)是利用高炉煤气发电的动力机械,在其工作过程中需要利用静叶改变转矩同时保持一定的额定转速,其中液压缸是主要的动力机构。
因为设备本身的负载,以及工作空间的限制,负载需要两个液压缸来驱动,因此液压缸同步性的问题就比较重要了,需要克服制造时候的精度误差,以及装配时候的泄露及摩擦阻力等因素。
本文主要对TRT静叶液压缸同步技术研究,并采用液压伺服同步策略进行同步控制,使系统同步误差控制在要求范围内,有效提升了系统同步性能与稳定性。
关键词:TRT静叶、液压缸、同步控制、动力机构一、TRT静叶运行现状分析TRT运行过程中,气体对静叶叶片存在反向作用力,这个作用力反向推动两个伺服油缸。
由于流动气体压力存在波动和不均衡,作用于静叶叶片力大小不相等,传导到油缸所承受反向作用力大小是不相同的,这是TRT运行中是固有不可避免的情况。
图1.1 双缸同步结构及原理示意图由于安装、积灰等因素,也会导致两侧机械状态的不一致。
TRT静叶电液控制系统结构是开环控制,承受更大反向力油缸中的液压油会流向承受更小反向力的油缸中,导致两个油缸的位移不一致。
在静叶调节过程中,伺服液压缸所受到的力一直是变化的,由于两个油缸所承受的运行阻力也不一样,承受反向力小的液压缸先移动,就会出现两个伺服油缸运行速度和位移量不同步的情况。
TRT高炉炉顶压力控制要求稳定性高,顶压偏差控制范围±3KPa。
静叶液压缸不同步会导致顶压控制精度差,影响高炉正常生产,且静叶两边不同步容易出现调节缸支撑紧固件及连接板损坏的现象,严重影响TRT设备正常连续运行。
二、几种常见同步系统基本回路介绍在常见的液压系统中,经常是由多缸协助工作的,而且经常会遇到需要多个液压缸执行元件同步工作以提高工作能力的情况。
多缸协作一般都是要求它们要在运动时拥有相同的速度或者说它们每次位移的距离是一样的,在考察它们的同步效果时,需要在带有负载的情况下让其正常工作、并克服摩擦阻力以及油液动力损失等影响。

第2章电液伺服控制技术及应用电液伺服系统是一种采用电液伺服机构,根据液压传动原理建立起来的自动控制系统。
在这种系统中,执行元件的运动随着控制信号的改变而改变。
2.1 电液伺服阀伺服阀通过改变输入信号,连续的、成比例地控制液压系统的流量或压力。
电液伺服阀输入信号功率很小(通常仅有几十毫瓦),功率放大系数高;能够对输出流量和压力进行连续双向控制。
其突出特点是:体积小、结构紧凑、直线性好、动态响应好、死区小、精度高,符合高精度伺服控制系统的要求。
电液伺服阀是现代电液控制系统中的关键部件,它能用于诸如位置控制、速度控制、加速度控制、力控制等各方面。
因此,伺服阀在各种工业自动控制系统中得到了越来越多的应用。
2.1.1 工作原理及组成1 基本组成与控制机理电液伺服阀是一种自动控制阀,它既是电液转换组件,又是功率放大组件,其功用是将小功率的模拟量电信号输入转换为随电信号大小和极性变化、且快速响应的大功率液压能[流量(或)和压力]输出,从而实现对液压执行器位移(或转速)、速度(或角速度)、加速度(或角加速度)和力(或转矩)的控制。
电液伺服阀通常是由电气一机械转换器、液压放大器(先导级阀和功率级主阀)和检测反馈机构组成的(见图2-1)。
图2-1 电液伺服阀的组成2 电气—机械转换器电气—机械转换器包括电流—力转换和力—位移转换两个功能。
典型的电气—机械转换器为力马达或力矩马达。
力马达是一种直线运动电气一机械转换器,而力矩马达则是旋转运动的电气—机械转换器。
力马达和力矩马达的功用是将输入的控制电流信号转换为与电流成比例的输出力或力矩,再经弹性组件(弹簧管、弹簧片等)转换为驱动先导级阀运动的直线位移或转角,使先导级阀定位、回零。
通常力马达的输入电流为150~300mA,输出力为3~5N。
力矩马达的输入电流为10~30mA,输出力矩为0.02~0.06N·m。
伺服阀中所用的电气一机械转换器有动圈式和动铁式两种结构。
总第194期2012年第2期HEBEI M ETALLU R GYTotal N o.1942012,N umber 2收稿日期:2011-12-30作者简介:周培国(1969-),男,工程师,1991年毕业于吉林电气化高等专科学校工企供电自动化专业,现在河北钢铁集团承钢公司能源管控中心从事热力余热余能发电管理工作,E -mail :zhouyou463@163.com1260m 3高炉配套TRT 装置的控制周培国,王丽娜,李再望,孟昭利(河北钢铁集团承钢公司能源管控中心,河北承德067002)摘要:TRT 装置是利用高炉炉顶煤气具有的压力和部分热能,通过透平发电,进行能量回收的装置。
主要介绍了承钢1260m 3高炉配套TRT 装置如何通过各系统的控制来实现高炉炉顶压力的平稳控制,以及在机组出现故障紧急停机时,实现由TRT 装置到高炉减压阀控制顶压的平稳过渡。
并对承钢TRT 存在的问题提出了改进措施,实施后,机组运行状态良好。
关键词:TRT 装置;高炉顶压;控制中图分类号:X757文献标识码:B文章编号:1006-5008(2012)02-0062-03CONTROL OF TRT DEVICECOORDINATED TO 1260m 3BLAST FURNACEZhou Peiguo ,Wang Lina ,Li Zaiwang ,Meng Zhaoli(Energy Resource Management and Control Center ,Chengde Iron and Steel Company ,Hebei Iron and Steel Group ,Chengde ,Hebei ,067002)Abstract :TRT is a device to generate electricity by means of pressure and part thermal energy of furnace roof gas of blast furnace.It is mainly introduced how the TRT device of 1260m 3blast furnace realizes steady con-trol of furnace top pressure by means of control of various system ,and how the top pressure smooth transition is realized from TRT device to the pressure reducing valve of blast furnace when it stops because of breakdown.It is also proposed the improving measures to the existing problems in the TRT device of Cheng Steel.Key Words :TRT device ;top pressure of blast furnace ;control1前言高炉煤气余压回收透平装置(Blast Furnace GasTop Pressure Recovery Turbine Unit )简称TRT ,是利用高炉炉顶煤气具有的压力能和部分热能,通过透平膨胀机作功驱动发电机发电,进行能量回收的一种装置。
油路板文案
油路板,即油路块,是控制液压油工作的一个方块,通常为金属制作,对于每一个液压系统均需要按照液压原理图单独设计油路块,优点是简化液压系统的安装、检修、更换以及后期的维护保养。
缺点是设计和加工要求较高,单件成本高。
油路块电液伺服控制系统,在TRT装置中,属于八大系统之一的分系统。
根据主控室的指令,来实现TRT的开,停,转速控制,功率控制,炉顶压力以及过程检测等系统控制。
没有彩虹的路,没有弯曲的道。
看似千窗百孔,却能四通八达。
它像地道战一为每一个出口输送弹药。
它像迷宫一让你不知所措,茫然无招。
它更像网络一为每一个网点传递高效。
上帝为它关掉一段路,就会为它架起一座桥。
虽它千窗百孔,却是注塑机输血的心脏。
它就是油路板!
常言说,干一行,爱一行爱一行,钻一行,钻一行,精一行!
是经验与技巧的结合,是转速与进给的搭配。
是刀锋与刀刃的较量,是智慧与汗水的结晶!
我们正以工匠的精神,在这飞速运转的钻尘上,点缀刻画色彩斑斓的宏伟蓝图。
谱写一曲辽亮的钻歌!。