高压电缆头制作技术及标准2015.07
- 格式:ppt
- 大小:846.50 KB
- 文档页数:53


![最新[宝典]高压电缆头制作工艺](https://uimg.taocdn.com/fc08ea99c850ad02df804178.webp)
高压电缆头的制作规范
高压电缆头的制作规范主要包括以下几个方面:
1.材料选择:选择合适的材料制作电缆头,应符合国家相关规范和标准,具有良好的绝缘性能和耐电压能力。
2.外形尺寸:电缆头的外形尺寸应满足设计要求,以确保与对接设备的匹配性和连接性。
3.接触电阻:电缆头的接触电阻应不大于规定值,以保证连接的电流传导效果和降低发热。
4.绝缘性能:电缆头的绝缘性能应符合相关规范和标准,以确保电气安全和线路稳定性。
5.耐电压能力:电缆头应具有足够的耐电压能力,以承受电路中的高电压和瞬态过电压,避免电击和设备故障。
6.机械强度:电缆头应具有足够的机械强度,能够耐受拉力、扭矩和冲击等外力,确保连接的牢固性和稳定性。
7.防护性能:电缆头的防护性能应符合设计要求,可防止灰尘、湿气、化学品等进入连接部,避免损坏绝缘和导致短路。
8.标识和检验:电缆头应进行标识,包括厂商信息、型号、电缆规格等,同时要进行严格的检验和质量控制,确保符合相关规范和标准。

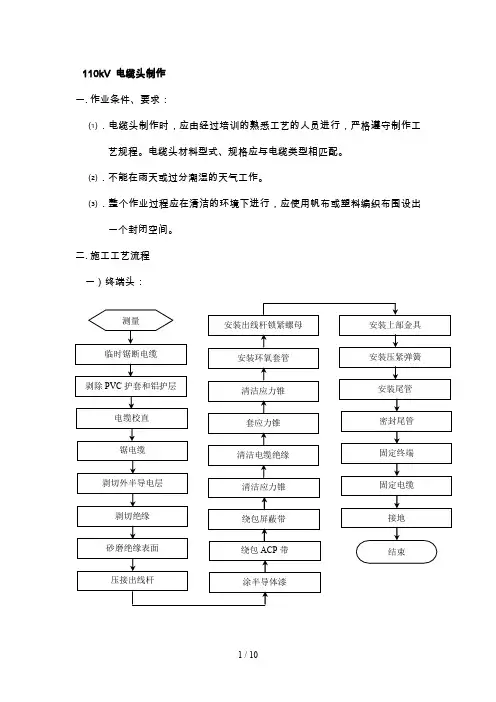
110kV 电缆头制作一.作业条件、要求:⑴.电缆头制作时,应由经过培训的熟悉工艺的人员进行,严格遵守制作工艺规程。
电缆头材料型式、规格应与电缆类型相匹配。
⑵.不能在雨天或过分潮湿的天气工作。
⑶.整个作业过程应在清洁的环境下进行,应使用帆布或塑料编织布围设出一个封闭空间。
二.施工工艺流程一)终端头:三.工艺说明:仅说明110kV电缆头制作的一般步骤和要点,具体制作工艺及尺寸根据电缆头选型不同而有所差异,详见具体电缆头材料配套制作工艺图解。
一)电缆终端头制作:(1)电缆整形,临时固定,分割①核实图纸,确认最终安装位置,并用手拉葫芦校直电缆。
②用电动锯临时割去多余电缆,锯电缆时防止铜屑飞散。
(2)剥除PVC及铝护套(3)电缆校直,使电缆充分收缩,消除内应力①在半导电带上按要求按次序绕包聚脂带、铝带、加热带、绝热带。
② 置于预定位置进行加热至80℃,保温3小时。
③ 加热完毕,清除各层绕包层,仅留下具脂带,用角铝夹紧,自然冷却至(4) 在最终位置锯断电缆,锯面应垂直。
(5) 剥切外导电层① 按图纸所示尺寸剥切,并用PVC 带作好标记。
剥切过程中应使用绳索固定电缆并注意保护电缆。
② 平滑旋转剥切刀,剥除标记以上的半导电层。
不能剥到标记以外。
③ 剥切至少进行两次,直到外径达到图纸要求。
不允许一次剥切到位,否则容易引起剥切过多。
④ 用玻璃片将半导电层切口处修成光滑斜坡。
(6) 剥除绝缘用绝缘剥切刀剥除绝缘,露出线芯。
(7) 砂磨电缆绝缘① 按次序用不同标号的砂带砂磨绝缘。
② 每种砂带至少砂10个来回,直到上次的砂痕消失。
不能用砂过半导电层的砂带砂绝缘表面。
最终锯断(8)压接出线杆在套入应力锥前压接出线杆,使用锉刀修平压接面的凸起处。
出线杆应与电缆保持同轴平直。
(9)涂半导电漆①清洁绝缘表面,用聚脂胶带包绕作为涂漆的上下沿边界。
②用刷子均匀涂抹,等10分钟让其风干。
③再次涂抹半导电漆。
④去掉聚脂胶带。
(10)绕包ACP带ACP带绕包层上边沿应保证平直即垂直于电缆,且尺寸准确。
高压电缆头制作技术022007-04-10 11:30高压电缆头制作技术有关绝缘的三个问题1、从交联聚乙烯电缆的结构中可以看出,在电缆主绝缘层外面有一层外半导体和铜屏蔽,如果电缆中这层外半导体层和铜屏蔽不存在,那么三芯电缆中芯与芯之间会不会发生绝缘击穿?2、在三芯电缆终端头中必然有一小段电缆的外半导体和铜屏蔽层被剥除,那么该小段电缆是不是薄弱环节?3、能否通过少剥除外半导体和铜屏蔽层(尽量保留较长的外半导体和铜屏蔽层)的办法来克服这个问题? 保留较长外半导体和铜屏蔽层有什么坏处?在电缆结构上的所谓“屏蔽”,实质上是一种改善电场分布的措施。
电缆导体由多根导线绞合而成,它与绝缘层之间易形成气隙,导体表面不光滑,会造成电场集中。
在导体表面加一层半导电材料的屏蔽层,它与被屏蔽的导体等电位并与绝缘层良好接触,从而避免在导体与绝缘层之间发生局部放电,这一层屏蔽为内屏蔽层;同样在绝缘表面和护套接触处也可能存在间隙,是引起局部放电的因素,故在绝缘层表面加一层半导电材料的屏蔽层,它与被屏蔽的绝缘层有良好接触,与金属护套等电位,从而避免在绝缘层与护套之间发生局部放电,这一层屏蔽为外屏蔽层;没有金属护套的挤包绝缘电缆,除半导电屏蔽层外,还要增加用铜带或铜丝绕包的金属屏蔽层,这个金属屏蔽层的作用,在正常运行时通过电容电流;当系统发生短路时,作为短路电流的通道,同时也起到屏蔽电场的作用。
可见,如果电缆中这层外半导体层和铜屏蔽不存在,三芯电缆中芯与芯之间发生绝缘击穿的可能性非常大。
制作电缆终端或接头时剥除一小段屏蔽层主要目的是用来保证高压对地的爬电距离的,这个屏蔽断口处应力十分集中,是薄弱环节!必须采取适当的措施进行应力处理。
(用应力锥或应力管等)剥除屏蔽层的长度以保证爬电距离;增强绝缘表面抗爬电能力为依据。
屏蔽层剥切过长将增加施工的难度,增加电缆附件的成本完全没有必要。
电缆头安装的基本操作工艺(1)基本要求电缆头是电缆线路中最薄弱的部分,其安装质量的好坏是电缆线路难否安全运行的关键,应给予足够的重视。