机械手刀库调试
- 格式:doc
- 大小:567.50 KB
- 文档页数:14

刀库的安装调试方法及注意事项一、调试前先确认刀库动作是否正确。
(刀套上下、刀盘正反转、刀臂旋转方向)。
二、FANUC刀库调试参数及方法㈠圆盘式(机械臂)刀库❶Z轴换刀点高度参数1241。
❷主轴定向角度参数4077 。
(注:参数3117#1设为1,可以在诊断画面445号参数下检测主轴角度位置。
)❸刀库重置M40.方法:打开K参数画面,K1.5/1 Z轴上下K4.7/1 刀库显示表打开及显示K4.5/1刀臂旋转K7.0/1 打开气压低检测信号然后把Z轴移动到安全位置,手动模式下主轴定向,按F1旋转刀臂.注意:❶Z轴始终位于刀臂安全位置之上。
❷刀库调试完成后,除K4.7打开外,其余K参数要全部关闭。
❸ATC动作前查看刀套水平状态。
㈡斗笠式刀库(伞形刀库)高度及角度参数同上K参数画面,K1.5/1 Z轴上下K6.0/1刀盘进退然后把Z轴移动到安全位置,手动模式下主轴定向,按F1进退刀盘。
三、三菱刀库调试方法及参数㈠圆盘式(机械臂)刀库❶Z轴换刀点高度参数2038❷主轴定向角度参数3108❸M21刀套下(垂直)❹M20刀套上方法:打开IF诊断画面L102/1 Z轴上下L107/1 机械臂旋转然后把Z轴移动到安全位置,在位置画面输入M25(扣刀)/M26(换刀)/M27(刀臂回到位)执行刀臂动作。
注意:❶刀库调试完成后,L102、L107要置为0.❷ Z轴始终位于刀臂安全位置之上。
❸ATC动作前查看刀套水平状态。
㈡斗笠式刀库高度及角度参数同上IF诊断画面X21A/1 Z轴上下Y206/1刀盘进退然后把Z轴移动到安全位置,在IF诊断画面下对Y206/1或0进行刀盘进退。
四、刀库安装调试注意事项。
①安装前先检查刀库外观有无破损,油漆是否刮花,是否缺少零部件,及时向质检反应。
缺少的零部件不要到仓库里随便拆装。
②圆盘刀库调试前要先检查刀库刀臂与刀套的中心是否正确,方法,按电磁阀强制刀套向下,装上对刀仪,旋转刀臂,用对刀棒检查中心是否正确。


一、刀库功能运转调试K7.0=1(刀库使用功能打开)用到的信号(X9.5刀库原点信号,X9.4刀库计数信号,X0.1回刀开关信号,X0.2倒刀开关信号,X8.5ATC刹车,X8.6ATC扣刀,X8.7ATC原点,Y3.1刀库正转输出,Y3.2刀库反转输出,,Y3.3刀臂正转输出,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
只有X0.1信号有效时,刀库才可以转动。
如果刀库正转不到位,计数不成功则需要把刀库计数的常开常闭点切换K2.3=1(刀库计数切换)将刀库运转到1号到注意检查刀套的1号刀位置是否正位(X9.5是否有效)。
二、主轴定向调试以及第二参考点调试M代码指令:M19(主轴定向)。
按操作面板的主轴定向或者在自动或录入方式输入M19,主轴定向输出,系统接收到主轴定向完成信号后运行结束。
按操作面板的主轴定向或者复位键取消定向输出。
主轴装上刀具将刀臂摇动到换刀点选取合适的位置将定位角度和第二参考点输入到系统参数中。
三、倒刀回刀调试用到的M代码:M81:倒刀M82:回刀用到的信号(X0.0倒刀磁开关信号,X0.1回刀磁开关信号,X8.7手臂原点信号,Y1.0刀套上电磁阀,Y1.1刀套下电磁阀)。
倒刀输出:在自动方式(需X0.1回刀开关有效)或录入方式,当Z轴回到第二参考点时且无扣刀确认信号(X8.6=0),输入M81,倒刀输出,接受到倒刀开关信号X0.0后结束。
回刀输出:在自动方式(自动方式需X0.0有效)或录入方式,当机械手臂在原点位置(X8.7=1)时,输入M82,回刀输出,接受到回刀磁开关信号X0.1后结束。
四、主轴松拉刀控制用到的M代码:M83, 松刀M84: 紧刀用到的信号(X8.2刀具放松到位,X8.1刀具夹紧到位,X8.6扣刀确认信号,X8.0松拉刀开关信号,Y0.7刀具放松)。
松拉刀条件:主轴在停止状态松刀(自动方式)要求机械手在扣刀位置,有紧刀到位信号X8.1。
紧刀(自动方式)有松刀到位信号X8.2。

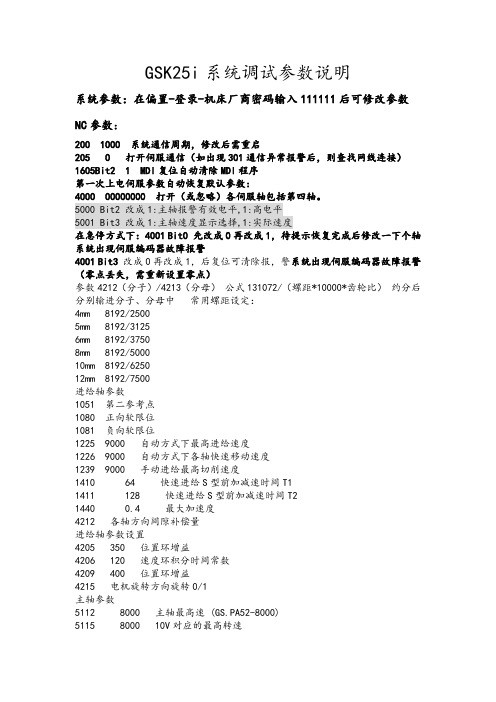
GSK25i系统调试参数说明系统参数:在偏置-登录-机床厂商密码输入111111后可修改参数NC参数:200 1000 系统通信周期,修改后需重启205 0 打开伺服通信(如出现301通信异常报警后,则查找网线连接)1605Bit2 1 MDI复位自动清除MDI程序第一次上电伺服参数自动恢复默认参数:4000 00000000 打开(或忽略)各伺服轴包括第四轴。
5000 Bit2 改成1:主轴报警有效电平,1:高电平5001 Bit3 改成1:主轴速度显示选择,1:实际速度在急停方式下:4001 Bit0 先改成0再改成1,待提示恢复完成后修改一下个轴系统出现伺服编码器故障报警4001 Bit3改成0再改成1,后复位可清除报,警系统出现伺服编码器故障报警(零点丢失,需重新设置零点)参数4212(分子)/4213(分母)公式131072/(螺距*10000*齿轮比)约分后分别输进分子、分母中常用螺距设定:4mm 8192/25005mm 8192/31256mm 8192/37508mm 8192/500010mm 8192/625012mm 8192/7500进给轴参数1051 第二参考点1080 正向软限位1081 负向软限位1225 9000 自动方式下最高进给速度1226 9000 自动方式下各轴快速移动速度1239 9000 手动进给最高切削速度1410 64 快速进给S型前加减速时间T11411 128 快速进给S型前加减速时间T21440 0.4 最大加速度4212 各轴方向间隙补偿量进给轴参数设置4205 350 位置环增益4206 120 速度环积分时间常数4209 400 位置环增益4215 电机旋转方向旋转0/1主轴参数5112 8000 主轴最高速 (GS.PA52-8000)5115 8000 10V对应的最高转速PLC外部控制设置:PLC参数设置:伺服调试说明:DAP03伺服主轴:调试前须确认主轴电机功率。
机械手刀库使用说明一、机械手刀库工作条件1、机床三轴必须回零2、使用刀具重量不超过7 KG3、空气压力大于0.5MPa 小于0.8MPa4、电源电压三相AC 380V ±10%二、机械手刀库M指令M3 主轴正转M22 主轴紧刀M4 主轴反转M23 刀套垂直M5 主轴停M24 刀套水平M7 吹屑开M25 刀臂旋转(扣刀)M8 冷却开M26刀臂旋转(换刀)M9 吹屑冷却停M27 刀臂旋转(回原点)M18 主轴定位取消#4077 主轴定位M19 主轴定位#1241 第二参考点M21 主轴松刀#1242 第三参考点三、机械手刀库换刀说明1、装刀例如装入六号刀,以主轴为当前刀,如果主轴为六号刀,直接装入主轴执行下一个换刀程序即可。
如主轴不为六号刀,先将机床回零,在MDI方式下输入T6;M6;执行,将刀库所定义六号刀取出,在将刀具装入主轴执行下一个换刀程序即可。
2、取刀如取出六号刀,可在MDI方式下输入T6;M6执行,将所需刀具调出;再从主轴卸下即可:3、换刀在自动方式下执行换刀程序,如果当前所换刀等于主轴刀则直接执行下一个程序。
如果不等于主轴刀,刀库选刀与换刀同时进行,刀库会将所需刀具取出,在换刀途中严禁按复位键。
四、注意事项及保养1、机械手旋转时请勿接近2、机械手工作前必须检查气压是否符合标准3、定期检查机械手臂是否平衡4、定期检查机械手臂内油表5、定期检查机械手臂刀爪杆张力6、定期检查刀仓内是否有异物7、机床主轴调试后需检查主轴定位角度8、机床Z轴调试后需检查第二参考点9、加工程序中不可有M19 M20 M21 M22 M23 M24 M25 M26 M27代码五、常见故障及处理方法1、故障刀库正反转不对处理更换刀库电机电源相序2、故障刀盘不转处理检查刀盘内是否有异物检查刀套是否复位3、故障刀库乱刀(非正常操作或在换刀途中突然断电)处理将刀库复位包括刀套水平(在PMC保持性继电器画面内强制K6.0为1再按门锁保护键即可)复位后改为零刀套垂直(K6.2为1再按门锁保护键即可)要正常换刀务须将K6.2,k6.1置0。
刀库调试,按,将光标所示位置设为1,即输入密码:807667 按按,按,输入4310.0按,将4310.0改成﹩8001 即输入密码:250233 按,按提示信息:主轴需要定位吗?NC START - 是/ NC STOP - 否按,按,长按手轮面板上的,此提示信息表示:+ 表示刀库门打开+ 表示刀库门关闭长按手轮面板上的,此提示信息表示:+ 表示刀盘门打开(FLAP)+ 表示刀盘门关闭(FLAP)下面是补充说明手轮其他按键的功能长按手轮面板上的,此提示信息表示:+ 表示主轴松开(主轴松开后为保持松开状态)+表示主轴夹紧长按手轮面板上的,此提示信息表示:+ 表示刀库正转+表示刀库反转需要退出手轮模式时,按,此提示信息为,检查刀套表,按退出,按退出。
需要检查刀库开门和关门的速度按,,首先检查信号是否有,如没有,需查线O3 :刀库门关闭,输出信号I22:刀库门关闭,输入信号O2 :刀库门打开,输出信号I21:刀库门打开,输入信号O54 :刀盘门关闭(FLAP),输出信号I150:刀盘门关闭(FLAP),输入信号O53 :刀盘门打开(FLAP),输出信号I149:刀盘门打开(FLAP),输入信号使用手轮模式打开和关闭刀库门时,需根据下面窗口检查速度是否居中在黄线对应的位置为刀库打开和刀库关闭速度居中的位置,如果过快或者过慢,需调节位于气控柜的调节速度旋钮,如下图两个旋钮分别对应刀库门打开和刀库门关闭第一步将螺母旋松,(此螺母在旋紧的状态,调节旋钮也被锁住)第二步将其中A 旋钮旋到底,左或者右都可以,使用手轮模式 ,执行刀库门打开或者关闭,可以很快知道A 旋钮调节的是刀库门打开,还是刀库门关闭。
A 旋钮左旋是气压增大,还是降低.第三步刀库门打开和刀库门关闭速度调到居中后,旋紧螺母。
启动驱动。
关闭刀库门。
映射刀库。
显示信息 …REF O.K“。
如果不正常,移动参照螺栓。
Magazin REF-Nocken OK Position:+2.8507(GRAD)Magazin REF-Nocken Nicht OK NOCKEN+1 PLAETZE WERSCHIEBEN 参照螺栓只能用手拧,不能用扳手拧,会拧断。
机械手刀库的调整1)接线:首轮刀库盛钰刀库名称PCB板按 5.0PCB板 4.0 3.0PCB板1 143 COUNTE 计数X X2 144 POSITION 定位X36 X73 122 TOOL DOWN 倒刀X37 X84 121 TOOL UP 回刀X38 X95 123 ARM UP 煞车X3B XC6 124 ARM DOWN扣刀X39 XA7 125 ARM MIDE原点X3A XB8 TOOLcupDOWN 电磁阀倒刀Y36 Y13com9 TOOLcupUP回刀Y32 Y910 ARM CW刀臂正转Y34 YBARM CCW刀臂反转Y33 YAMAG CW 刀盘正转Y35 Y11MAG CCW刀盘反转Y37 Y12 2)参数设定:#6401 bit1=1 刀杯用双向阀#2038第二参数考点设定后断电一次。
#6301 设24;#6307 设37 #6405BIT0=0为1:8刀库1为1:7刀库PLC#15 刀库使用选择#10 刀臂手动工作选择#32 刀杯M码控制选择M87刀杯上,M81刀杯下。
3)刀库初始化:刀杯到1号位归零方式输入M80 INPUT执行后按程式暂停开关。
4)确认机械手与刀盘的相位一致和输入电压。
5)换刀动作M代码:M19 主轴定向G91G30Z0 Z轴回第二参考M81 刀杯下M82 机械手抓刀M83 松刀M84机械手换刀M85紧刀M86机械手回刀定向完成M87 刀杯上调整步骤:1)将刀库与刀库支架按装到机台上装刀库支架时要注意刀库介面的定位键要锁在刀库支架介面的键槽里、刀库架到机台上要注意刀库与钣金、机头之间的干涉。
2)刀库配电、插气管后将PLC#15关闭,即开始使用刀库。
3)确定刀库高度是否适合及机械手运转方向,机台归原点,将PLC#10开(反白)手轮模式下点程式启动开关看机械手与主轴底端会不会碰撞,不会碰撞可安全运行,程式启动开关为正转,程式暂停开关为反转。
1:基本概念:
1)刀具号
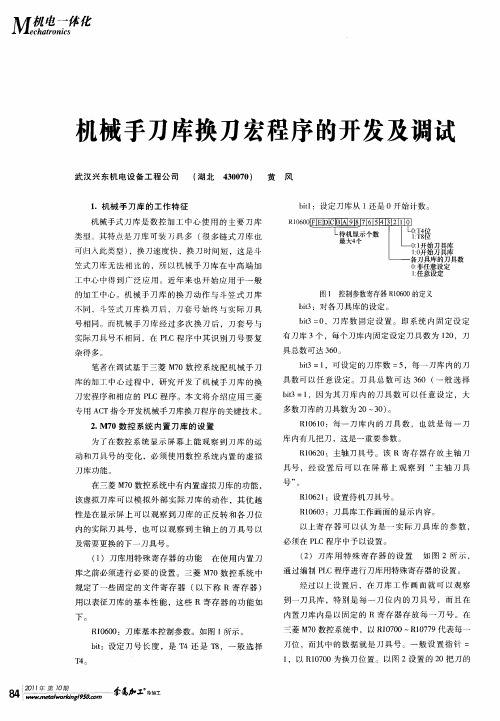
刀具号是指装在刀库刀套中或者被安放在主轴上的刀具被用户自定义的ID号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑。
在系统中当前主轴上的刀具号在刀库表0位置,0号刀具号默认表示空刀,0号位置映射的是B188寄存器,所以当前主轴上的刀号对应的断电寄存器是B188所存的值。
刀具号可以任意定义,除了保持唯一性和不要超过最大的刀具号定义范围就可以。
2)刀套号
刀套号其实指的就是刀库表中的位置号,每一个刀具号都唯一的对应着一个刀套号。
在进行了机械手交换刀动作以后,该对应关系将发生改变,但对应关系仍然保持唯一。
刀库的最大容量由最大刀套数量来设定。
刀套号对应的断电寄存器由B698开始,换言之,刀套号1中所存的刀具号将保存在B698寄存器中,以此类推。
3)刀位号
刀位号是指当前刀库停在换刀缺口上的那把刀的刀套号。
在旋转刀库找刀的时候需
要该数据进行数值计算。
刀位号对应的断电寄存器是B189。
4) 最大刀套数量
最大刀套数量是用来定义刀库的最大容量的数值。
该数值由B187断电寄存器设定。
5) 机械手原始位
换刀开始或换刀完成时,机械手所停止到的安全位置。
在该点会有机械上的传感器信号,通常称之为刀臂原点信号。
6) 机械手扣刀位
机械臂扣紧刀具的位置,在该位置会有扣刀刀位信号和机械手刹车信号。
7) 机械手交换位
机械臂拉出刀具并进行180度旋转并上升插回刀具后停止的位置。
在该位置会有扣刀到位信号和机械手刹车信号。
2:机械手动作基本流程
机械手动作基本流程可以分解为选刀过程和换刀过程,选刀动作必须在换刀动作之前完成。
选刀动作主要是负责选取指定的刀号的刀具,旋转刀库到指定刀具位置,然后等待换刀动作开始。
换刀动作主要负责将刀库上选定的刀具和主轴上的刀具进行交换的动作。
机械手选刀流程图
Y
机械手换刀流程图
3:换刀用户自定义循环G代码程序
IF [#190188 EQ #100111]
G[#1] ; 恢复进循环之前模态值
G[#2]
M99
ENDIF
M60 ;换刀开始标记
M61 ;换刀检查
G91G30P2Z0 ;定位到换刀位置(机床第二参考点)
M33 ;第二参考点到位检查
M19 ;主轴定向开
G4P300
M68 ;倒刀
G4P500
M63 ;扣刀
G4P500
G4P500
M66 ;交换刀
G4P500
M13 ;刀具紧
G4P500
M65 ;回原位
M72 ;换刀寄存器复位
G04P200
M20 ;主轴定向关
M69 ;换刀结束
注意:
#190188表示的是B188寄存器的值;
#100111表示的是R111寄存器的值。
IF [#190188 EQ #100111]
G[#1] ; 恢复进循环之前模态值
G[#2]
M99
ENDIF
该程序段的意思是当两个寄存器的值相等,则表示当前所选刀与当前主轴上的刀号相同,不进行换刀。
4:刀库主要功能
1:主要M代码
功能M代码结束条件
正转一个刀位M10 正转一个刀位到指定刀套号
反转一个刀位M11 反转一个刀位到指定刀套号
自动松刀M12 松刀到位信号
自动紧刀M13 紧刀到位信号
主轴定向M19 置主轴定向标记G402.12(主轴为5号轴)
取消主轴定向M20 主轴定向完成标记F403.8(主轴为5号轴)
刀具范围检查M32 刀套号应该满足0<刀套号<B187
第二参考点检查M33 第二参考点刀位信号F160.8
第三参考点检查M34 第三参考点刀位信号F160.9
换刀检查M61 刀具夹紧状态,刀套在回刀位,刀臂处于原始位换刀起始标记M60 换刀允许
机械手动作步骤1 扣刀M63 机械手完成第一步扣刀动作
机械手动作步骤2 交换刀具M66 机械手完成第二步交换刀动作
机械手动作步骤3 回原始位M65 机械手完成回原始位动作
刀套倒下M68 倒刀确认信号
刀套回位M69 回刀确认信号
换刀结束标记M72 换刀结束,换刀不允许
2:M代码的梯形图实现
M10
M11
M12 自动松刀M13 自动紧刀
M19 自动主轴定向开始
M20自动主轴定向结束
主轴定向功能可以通过M代码开始,也可以通过手动方式下面板的按键开始。
定向的开始条件为主轴转速必须处于零速度。
主轴定向开始时将通过置主轴定向标志G402.12,定向完成以后通过清除该标志来取消定向,以便下一次定向的开始。
如果换到松紧灯亮时,不允许主轴定向,否则报警。
M33 第二参考点检查
M34 第三参考点检查
M34的实现与M33类似,通过检查F寄存器0组第8,9,10,11位可以检查预设定的机床第二,三,四,五参考点。
另外也可以根据需要写出相似的代码用来检查每个运动轴的参考点。
第二参考点和第三参考点的设定可以在坐标轴参数中22~24号参数来设置。
M61 换刀检查
包括刀套检查,刀臂检查,松紧刀检查
M63 换刀第一步(扣刀)
M66 换刀第二步(交换刀)
M65 换刀第三步(回刀原位)
刀臂转动过程中状态M代码的应答
M68 自动倒刀M69 自动回刀
5:刀库其他功能
1)手动点动刀库正反转其中S4子程序为下图
2)刀库回零
M37:刀库正转,直到碰到刀库原点信号停止转动。
设置该时刻的刀位号为1号刀位。
6:报警处理
G3010.9 紧刀未到位
G3010.10 松刀未到位
G3010.12 第二参考点未到达
G3010.14 第三参考点未到达
G3011.1 未找到所选刀具号
G3011.2 扣刀未到位
G3011.3 交换刀未到位
G3011.4 刀臂回原位未到位
G3011.5 刀松紧检查
G3011.6 刀套检查
G3011.7 机械手不在原始位
G3011.8 刀套未倒到位
G3011.9 刀套未回到位。