机液伺服系统.
- 格式:ppt
- 大小:4.64 MB
- 文档页数:80
注塑机电液伺服系统介绍首先,注塑机电液伺服系统的核心部件是电液伺服阀。
电液伺服阀是一种能够精确控制液压流量和压力的装置,可以根据注塑机的工作需求精确调整液压系统的工作参数。
通过控制电液伺服阀的开启和关闭,可以实现注塑机对模具的开合和产品的注射。
其次,注塑机电液伺服系统采用了闭环控制的方式。
在注塑过程中,系统会实时监测注塑过程中的温度、压力、位移等参数,并通过反馈信号将这些参数传递给控制器。
控制器会根据这些反馈信号对电液伺服阀进行控制,从而精确地调整液压系统的工作参数,实现注塑过程中的自动化控制。
注塑机电液伺服系统具有较高的控制精度和灵活性。
传统的注塑机通常采用油压比例控制系统,但由于液压流量和压力难以精确调节,不能满足高精度注塑的需求。
而电液伺服系统采用了电液伺服阀控制液压流量和压力,具有更高的控制精度,能够满足复杂模具和高精度产品的注塑需求。
另外,注塑机电液伺服系统还具有快速响应和能耗低的优点。
电液伺服阀的响应速度快,可以在极短的时间内对液压系统的工作参数进行调整,实现更快的注塑速度和更精确的注塑过程控制。
另外,电液伺服系统采用了先进的能量回收技术,在注塑过程中能够将部分能量回收利用,减少能源消耗。
此外,注塑机电液伺服系统还具有自诊断和故障检测功能。
系统可以实时监控注塑过程中的各种参数,并且能够通过自主诊断和故障检测功能判断液压系统是否出现故障,并提供相应的报警和保护措施,保证操作人员的安全和设备的正常运行。
总之,注塑机电液伺服系统是一个高度自动化、精确控制的系统,通过电液伺服阀控制液压流量和压力,实现对注塑机的精确控制。
该系统具有控制精度高、灵活性强、响应速度快、能耗低、自诊断和故障检测等优点,能够满足高精度注塑的需求,提高注塑过程的效率和质量。
机械电液伺服控制系统设计研究导言:机械电液伺服控制系统是一种应用广泛的控制系统,它通过电液伺服电机和传感器等组件相互配合,实现对机械运动的精准控制。
本文将探讨机械电液伺服控制系统的设计研究,并着重介绍其在工业自动化领域中的应用。
一、机械电液伺服控制系统的工作原理机械电液伺服控制系统通过传感器感知机械运动,将运动信号传递给控制器。
控制器根据设定的控制算法,对电液伺服电机进行精确控制,调整阀门的开度,控制液压系统的输出,从而实现对机械的运动精准控制。
这种系统不仅可以实现高精度、高速度的运动控制,还可以对机械运动过程进行实时监测和调整,提高生产效率和产品质量。
二、机械电液伺服控制系统的设计要点1. 选择合适的电液伺服电机和传感器:根据机械系统的实际需求,选用合适的电液伺服电机和传感器来实现所需的运动控制精度和速度。
不同的电液伺服电机和传感器具有不同的特性,需要根据实际情况进行选择。
2. 控制算法的设计:控制算法是机械电液伺服控制系统的核心。
通过对传感器采集的数据进行处理,利用控制算法来实现对电液伺服电机的精确控制。
常用的控制算法包括PID控制、模型预测控制等,根据具体的应用场景选择合适的控制算法。
3. 液压系统的设计:液压系统是机械电液伺服控制系统中不可或缺的组成部分。
液压系统的设计要考虑流量、压力、温度等因素,以确保系统能够稳定运行。
同时,还需要考虑液压传动装置和阀门的选型,以及润滑、密封等方面的设计。
三、机械电液伺服控制系统在工业自动化领域的应用机械电液伺服控制系统在工业自动化领域中有着广泛的应用。
例如,在机床制造领域,机械电液伺服控制系统可以实现对工件的高精度加工,提高加工效率和加工质量。
在装配生产线上,机械电液伺服控制系统可以实现对物料输送、装配工序等的精确控制,提高生产线的运行效率和产品的质量。
此外,在航空航天、机器人、医疗设备等领域,机械电液伺服控制系统也有着广泛的应用。
例如,在航空航天领域,机械电液伺服控制系统可以实现对飞行器的姿态控制;在机器人领域,机械电液伺服控制系统可以实现对机器人的运动控制,提高机器人的操作精度和自动化水平;在医疗设备领域,机械电液伺服控制系统可以实现对医疗设备的运动控制,提高手术操作的准确性和安全性。
液压伺服系统液压伺服系统是以高压液体作为驱动源的伺服系统,是使系统的输出量,如位移、速度或力等,能自动地、快速而准确地跟随输入量的变化而变化,与此同时,输出功率被大幅度地放大。
液压伺服系统以其响应速度快、负载刚度大、控制功率大等独特的优点在工业控制中得到了广泛的应用。
一、液压伺服系统的基本组成液压伺服系统无论多么复杂,都是由一些基本元件组成的。
如图就是一个典型的伺服系统,该图表示了各元件在系统中的位置和相互间的关系。
(1)外界能源—为了能用作用力很小的输入信号获得作用力很大的输出信号,就需要外加能源,这样就可以得到力或功率的放大作用。
外界能源可以是机械的、电气的、液压的或它们的组合形式。
(2)液压伺服阀—用以接收输入信号,并控制执行元件的动作。
它具有放大、比较等几种功能,如滑阀等。
(3)执行元件—接收伺服阀传来的信号,产生与输入信号相适应的输出信号,并作用于控制对象上,如液压缸等。
(4)反馈装置—将执行元件的输出信号反过来输入给伺服阀,以便消除原来的误差信号,它构成闭环控制系统。
(5)控制对象—伺服系统所要操纵的对象,它的输出量即为系统的被调量(或被控制量),如机床的工作台、刀架等。
二、液压伺服系统的分类液压伺服系统是由液压动力机构和反馈机构组成的闭环控制系统,分为机械液压伺服系统和电气液压伺服系统(简称电液伺服系统)两类。
电液伺服系统电液伺服系统是一种由电信号处理装置和液压动力机构组成的反馈控制系统。
最常见的有电液位置伺服系统、电液速度控制系统和电液力(或力矩)控制系统。
如图是一个典型的电液位置伺服控制系统。
图中反馈电位器与指令电位器接成桥式电路。
反馈电位器滑臂与控制对象相连,其作用是把控制对象位置的变化转换成电压的变化。
反馈电位器与指令电位器滑臂间的电位差(反映控制对象位置与指令位置的偏差)经放大器放大后,加于电液伺服阀转换为液压信号,以推动液压缸活塞,驱动控制对象向消除偏差方向运动。
当偏差为零时,停止驱动,因而使控制对象的位置总是按指令电位器给定的规律变化。
第11章液压伺服系统概述液压伺服控制技术是液压技术中的一个分支,又是控制领域中的一个重要组成部分。
一、液压伺服系统的发展历史在第一次世界大战前,液压伺服系统作为海军舰船的操舵装置已开始应用。
在第二次世界大战期间及以后,由于军事需要,特别是武器和飞行器控制系统的需要,以及液压伺服系统本身具有响应快、精度高、功率一重量比大等优点,液压伺服系统的理论研究和实际应用取得了很大的进展,40年代开始了滑阀特性和液压伺服理论的研究,1940年底,首先在飞机上出现了电液伺服系统。
但该系统中的滑阀由伺服电机驱动,只作为电液转换器。
由于伺服电机惯量大,使电液转换器成为系统中耗时最大的环节,限制了电液伺服系统的响应速度。
到50年代初,出现了快速响应的永磁力矩马达,形成了电液伺服阀的雏形。
到50年代末,又出现了以喷嘴挡板阀作为第一级的电液伺服阀,进一步提高了伺服阀的快速性。
60年代,各种结构的电液伺服阀相继出现,特别是干式力矩马达的出现,使得电液伺服阀的性能日趋完善。
由于电液伺服阀和电子技术的发展,使电液伺服系统得到了迅速的发展。
随着加工能力的提高和液压伺服阀工艺性的改善,使液压伺服阀性能提高、价格降低。
使液压伺服系统由军事向一般工业领域推广。
目前,液压伺服控制系统,特别是电液伺服系统已成了武器自动化和工业自动化的一个重要方面。
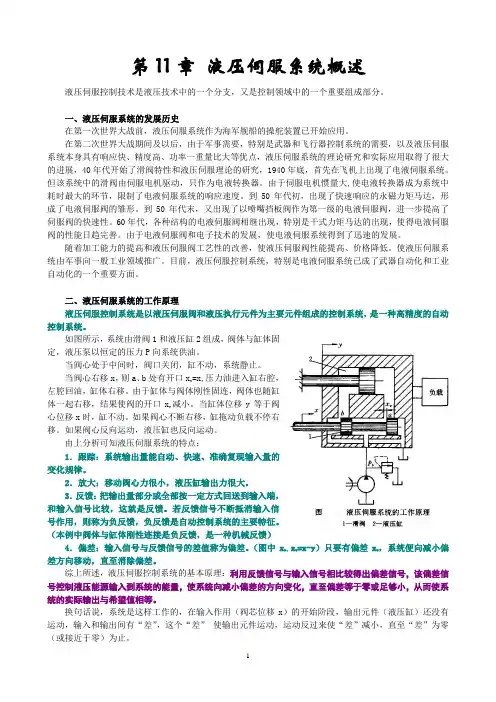
二、液压伺服系统的工作原理液压伺服控制系统是以液压伺服阀和液压执行元件为主要元件组成的控制系统,是一种高精度的自动控制系统。
如图所示,系统由滑阀1和液压缸2组成,阀体与缸体固定,液压泵以恒定的压力P向系统供油。
当阀心处于中间时,阀口关闭,缸不动,系统静止。
当阀心右移x,则a、b处有开口x v=x,压力油进入缸右腔,左腔回油,缸体右移。
由于缸体与阀体刚性固连,阀体也随缸体一起右移,结果使阀的开口x v减小。
当缸体位移y等于阀心位移x时,缸不动。
如果阀心不断右移,缸拖动负载不停右移。
如果阀心反向运动,液压缸也反向运动。
注塑机电液伺服系统介绍注塑机电液伺服系统主要由电机、数控器、液压泵、液压阀和传感器等组成。
其中,电机负责驱动注塑机的运动,数控器控制电机的转速和转矩,液压泵提供所需的液压能源,液压阀控制液压流量和压力,传感器用于检测和反馈系统的运动状态。
1.高精度控制:注塑机电液伺服系统可以精确控制注塑机的运动速度、位置和力量等参数,能够实现高精度的塑件加工。
2.快速响应:注塑机电液伺服系统的响应速度非常快,可以在毫秒级别内实现动作的切换和调整,提高了注塑机的工作效率。
3.稳定可靠:注塑机电液伺服系统具有稳定性强的特点,可以保证注塑机在长时间运行中的稳定性和可靠性。
4.能耗低:由于注塑机电液伺服系统能够根据工况要求精确调整能量的输出,因此能够降低能源消耗,提高能源利用率。
首先,数控器接收操作员的指令,经过处理后发送给电机控制器。
电机控制器控制电机的转速和转矩,通过电机的旋转来驱动液压泵。
液压泵将液压油从油箱中吸入并压力升高,然后通过液压阀控制液压流量和压力,进一步驱动液压执行器。
液压执行器将液压能转化为机械能,在注塑机的关闭模具行程、施加注塑压力和模具开启行程的同时,调整液压阀的工作状态以实现精确控制。
同时,系统还会通过传感器实时检测注塑机的运动状态,并将相关数据反馈给数控器进行处理。
数控器根据传感器的反馈信号进行计算和控制,根据预设的工艺参数调整系统的运动参数,以实现所需的注塑加工效果。
总结来说,注塑机电液伺服系统是一种用于控制注塑机运动的高精度、快速响应和稳定可靠的控制系统。
它结合了电气和液压技术,通过电驱动和液压执行器实现注塑机的精确运动控制。
这种系统在注塑机械领域具有广泛的应用前景,并且在提高注塑加工效率和产品质量方面起着重要作用。
液压伺服系统工作原理液压伺服系统是一种将液压动力与伺服控制技术结合的控制系统。
它利用液压的优势来实现高速、高精度的运动控制。
液压伺服系统主要由液压源、执行元件、控制元件和传感器组成,通过控制元件对液压信号进行调节,驱动执行元件实现系统的动作。
液压伺服系统的工作原理基于液压传动的基本原理——泵的机械能转化为液压能的过程。
液压伺服系统通过泵将液体压力能转化为动能,然后通过执行元件将液压能转化为机械能,从而实现工作目标。
液压伺服系统使用液体作为工作介质,通过控制元件对液压信号进行调节,控制执行元件的动作。
在液压伺服系统中,常用的液体是油。
油的粘度和压力是影响液压系统工作效果的重要因素。
粘度越大,液压系统的动能传递效率越高。
而压力的大小则取决于工作要求,压力过大或过小都会影响系统的工作效果。
液压伺服系统中的泵是其核心部件,它负责将机械能转化为液压能。
在液压伺服系统中,常用的泵有齿轮泵、液压柱塞泵和叶片泵等。
泵通过提供压力将液体推送到执行元件中,从而实现系统的工作。
执行元件是液压伺服系统的执行部件,它将液压能转化为机械能,实现系统的运动。
常见的执行元件有液压缸和液压马达。
液压缸通过液体的力学效应来实现工作,而液压马达则通过液体的动力效应来实现工作。
执行元件的选择取决于具体的工作要求和系统性能。
控制元件是液压伺服系统中起控制作用的部件,它根据输入信号来控制和调节液压信号的大小和方向,从而实现对执行元件的控制。
常见的控制元件有阀门和流量分配器。
阀门负责控制和调节液体的流量和压力,而流量分配器则负责实现对液体流向的控制。
传感器是液压伺服系统中起反馈作用的部件,它通过感知系统的工作状态来提供反馈信号,从而实现对系统的控制。
常见的传感器有位置传感器和压力传感器。
位置传感器用于测量执行元件的位置,而压力传感器则用于测量液压系统的压力。
综上所述,液压伺服系统是一种将液压动力与伺服控制技术结合的控制系统。
它通过泵将机械能转化为液压能,然后通过控制元件对液压信号进行调节,驱动执行元件实现系统的动作。
机械工程中的电液伺服系统控制与优化一、引言电液伺服系统是机械工程中常用的一种控制系统,在许多工业领域中广泛应用。
该系统通过电气信号控制液压执行器完成各种运动任务,具有精密度高、动力输出大等优点。
本文将探讨电液伺服系统的控制和优化方法。
二、电液伺服系统的基本原理电液伺服系统由电源、电液转换器、执行器和控制器组成。
电源产生电信号,经过电液转换器将电信号转换为液压能,然后通过执行器驱动负载完成所需动作。
控制器会不断检测执行器位置与期望位置的差异,并发送控制信号,使执行器对负载进行调整。
三、电液伺服系统的控制方法1. PID控制PID控制是电液伺服系统中最常用的控制方法之一。
该方法通过比较系统输出与期望输出,计算误差信号后进行比例、积分和微分运算,输出控制信号,实现位置、速度或力的闭环控制。
PID控制具有简单、稳定的特点,但对系统参数变化敏感,需要根据不同任务进行参数调整。
2. 模糊控制模糊控制是一种基于经验和直觉的控制方法,适用于电液伺服系统中存在非线性和不确定性的情况。
该方法利用模糊推理和模糊规则来处理控制问题,具有自适应性强、鲁棒性好的特点。
模糊控制的关键是建立良好的模糊规则库,根据具体需求进行规则库的设计。
3. 自适应控制自适应控制是指根据系统实时状态自动调整控制参数的控制方法。
对于电液伺服系统来说,自适应控制可以根据系统参数的变化对PID参数进行在线调整,以提高系统的响应速度和稳定性。
自适应控制方法包括模型参考自适应控制和直接自适应控制两种。
四、电液伺服系统的优化方法1. 参数优化电液伺服系统的参数优化是提高系统性能的关键步骤之一。
通过调整控制器参数、阀门开口度等参数,可以使系统的响应速度更快、精度更高。
参数优化的方法包括试验法、优化算法等。
试验法是一种通过实验不断调整参数的方法,虽然较为耗时,但效果较为直观。
而优化算法则是利用数学方法和计算机模拟,通过迭代计算得到最佳参数组合。
2. 系统建模与仿真系统建模与仿真是电液伺服系统优化的重要手段之一。
液压伺服系统工作原理1.1 液压伺服系统工作原理液压伺服系统以其响应速度快、负载刚度大、控制功率大等独特的优点在工业控制中得到了广泛的应用。
电液伺服系统通过使用电液伺服阀,将小功率的电信号转换为大功率的液压动力,从而实现了一些重型机械设备的伺服控制。
液压伺服系统是使系统的输出量,如位移、速度或力等,能自动地、快速而准确地跟随输入量的变化而变化,与此同时,输出功率被大幅度地放大。
液压伺服系统的工作原理可由图1来说明。
图1所示为一个对管道流量进行连续控制的电液伺服系统。
在大口径流体管道1中,阀板2的转角θ变化会产生节流作用而起到调节流量qT的作用。
阀板转动由液压缸带动齿轮、齿条来实现。
这个系统的输入量是电位器5的给定值x i。
对应给定值x i,有一定的电压输给放大器7,放大器将电压信号转换为电流信号加到伺服阀的电磁线圈上,使阀芯相应地产生一定的开口量x v。
阀开口x v使液压油进入液压缸上腔,推动液压缸向下移动。
液压缸下腔的油液则经伺服阀流回油箱。
液压缸的向下移动,使齿轮、齿条带动阀板产生偏转。
同时,液压缸活塞杆也带动电位器6的触点下移x p。
当x p 所对应的电压与x i所对应的电压相等时,两电压之差为零。
这时,放大器的输出电流亦为零,伺服阀关闭,液压缸带动的阀板停在相应的qT位置。
图1 管道流量(或静压力)的电液伺服系统1—流体管道;2—阀板;3—齿轮、齿条;4—液压缸;5—给定电位器;6—流量传感电位器;7—放大器;8—电液伺服阀在控制系统中,将被控制对象的输出信号回输到系统的输入端,并与给定值进行比较而形成偏差信号以产生对被控对象的控制作用,这种控制形式称之为反馈控制。
反馈信号与给定信号符号相反,即总是形成差值,这种反馈称之为负反馈。
用负反馈产生的偏差信号进行调节,是反馈控制的基本特征。
而对图1所示的实例中,电位器6就是反馈装置,偏差信号就是给定信号电压与反馈信号电压在放大器输入端产生的△u。
飞机舵面控制机液伺服系统工作原理
飞机舵面控制机液伺服系统是飞机操纵的重要部件,它通过液压和伺服技术来实现飞机舵面的运动控制。
这个系统的工作原理如下:在飞机起飞前,飞行员通过操纵杆或脚踏板输入操纵信号,这些信号会被送往飞机舵面控制机液伺服系统。
接下来,液压系统开始工作。
液压系统由液压泵、液压油箱、液压管路和液压执行器组成。
液压泵会将液压油从油箱中抽取出来,通过液压管路输送到液压执行器。
液压执行器是整个系统的核心部件。
它由液压缸和伺服阀组成。
液压油进入液压缸后,通过伺服阀的控制来控制液压缸的运动。
伺服阀会根据飞行员输入的操纵信号,调整液压油的流量和压力,从而改变液压缸的位置和速度。
液压缸的运动会导致飞机舵面的位移,进而改变飞机的姿态和航向。
液压执行器的工作过程是一个反馈控制过程。
液压执行器内部有传感器,可以感知液压缸的位置和速度。
这些传感器会将实际位置和速度的信息反馈给伺服阀,伺服阀根据反馈信息来调整液压油的流量和压力,使液压缸的运动与飞行员输入的操纵信号保持一致。
飞机舵面通过液压执行器的控制达到预期的位移和速度,从而实现飞机的操纵。
总的来说,飞机舵面控制机液伺服系统通过液压和伺服技术实现飞机舵面的运动控制。
液压系统提供动力和能量,而伺服技术通过反馈控制实现精确的运动控制。
这个系统的工作原理使飞行员可以准确、灵活地操纵飞机,确保飞机的安全和稳定飞行。