第五章 堆焊与热喷涂技术
- 格式:ppt
- 大小:3.97 MB
- 文档页数:108
堆焊与喷涂技术1,堆焊是焊接的一个分支,是金属晶内结合的一种熔化焊接方法。
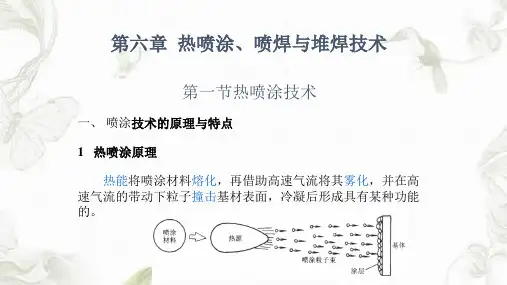
2热喷涂工艺是将熔融状态的喷涂材料,通过高速气流,使其雾化,喷射在被净化及粗化的零件表面上,形成喷涂层的一种表面加工方法。
3.磨料磨损当硬质颗粒或表面粗糙物体(称为磨料,如岩石、矿石、砂子、土壤、硬金属屑、砂布,砂轮)在压力的作用下,对金属表面进行显微切削,即产生了磨料磨损。
它是一种工件表面损伤中常见的磨损形式。
4.按应力状态不同,磨料磨损分为下列三种形式。
①凿削式磨料磨损②高应力磨料磨损③低应力磨料磨损。
5. 影响磨料磨损的主要因素如下。
1)材料类型基体组织对耐磨性的影响顺序是:铁索体、珠光体、贝氏体和马氏体逐次递增2)载荷3)滑动距离4)滑动速度5)磨料:形状大小材料的耐磨性不仅决定于材料的硬度Hm,且更主要的是决定于材料硬度Hm.和磨料硬度Ha的比值。
当Hm/Ha≤0. 5-0. 8对为硬磨料磨损,增加材料的硬度对耐磨性影响不大。
当Hm/Ha≥0. 5-0. 8时为软磨料磨损,增加材料的硬度Hm,便会迅速提高其耐磨性。
6)腐蚀环境和水汽作用6.高锰奥氏体钢堆焊合金含Mn约13%,含C 0. 7%-l_2%,属于奥氏体高锰钢。
堆焊金属组织为奥氏体,硬度仅200HB左右。
但是·当堆焊台金经受强烈冲击后,即转变为马氏体而使表面层硬化,硬度提高为450-500HB。
而硬化层以下仍为韧性很好的奥氏体组织。
因此,这类合金具有良好的抗冲击磨损性能,适用于堆焊承受强烈冲击的凿削式磨料磨损零件。
但对于受冲击作用很小的低应力磨料磨损,由于不能产生冲击加工硬化,所以耐磨性不高。
高锰钢耐腐蚀、耐热性都不好,不宜用于高温。
但耐低温性能好,冷至-45C还不会发生脆化。
7.碳化钨堆焊合金碳化钨由WC和W1C组成(一般含C 3. 5%~4,0%,含W 95% -96%).有很高的硬度和熔点。
含C 3.8%的碳化鸨硬度达2 500HV,熔点接近Z600℃。



焊接工艺的热喷涂技术要点热喷涂技术是一种广泛应用于焊接工艺中的表面处理方法,它通过将熔融状态下的喷涂材料喷射到基材表面上,形成一层薄膜,以增强基材的硬度、耐磨性、耐腐蚀性等性能。
在焊接工艺中,热喷涂技术起到补强和保护焊接接头的作用,提高了焊接工艺的稳定性和可靠性。
本文将重点介绍焊接工艺中热喷涂技术的要点。
一、喷涂材料的选择热喷涂技术中常用的喷涂材料包括金属粉末、合金粉末、陶瓷粉末等。
在选择喷涂材料时,需考虑以下几个方面:1.1 基材材料和焊接工艺的要求:根据焊接接头的材料和工艺要求,选择与之匹配的喷涂材料。
例如,对于需要增加耐腐蚀性的焊接接头,可以选择耐腐蚀性较好的合金粉末进行喷涂。
1.2 喷涂性能:喷涂材料的颗粒形态、尺寸和堆积方式等特性会直接影响到喷涂膜层的质量和性能。
因此,在选择喷涂材料时,需考虑其流动性、覆盖率、附着力以及耐磨性等性能指标。
1.3 适应环境条件:根据焊接接头所处的环境条件,选择能够适应该条件下工作的喷涂材料。
例如,在高温环境下工作的焊接接头,需要选择能够耐高温的喷涂材料。
二、喷涂设备的选择热喷涂技术中使用的喷涂设备有火焰喷涂设备、等离子喷涂设备、弧喷涂设备等。
在选择喷涂设备时,需考虑以下几个方面:2.1 喷涂工艺要求:根据焊接工艺的要求,选择相应的喷涂设备。
例如,对于需要在复杂形状零件上进行喷涂的情况,可以选择对喷涂角度要求较高的等离子喷涂设备。
2.2 喷涂材料的类型:不同的喷涂设备适用于不同类型的喷涂材料。
在选择喷涂设备时,需考虑其与喷涂材料的相容性和适用性。
2.3 喷涂效果要求:根据所需的喷涂效果,选择合适的喷涂设备。
例如,对于需要获得较高喷涂厚度的情况,可以选择具有较高喷涂速度的火焰喷涂设备。
三、喷涂工艺的控制3.1 喷涂前的基材处理:在进行热喷涂之前,需要对基材进行必要的处理。
首先,清洁基材表面,去除表面的氧化物和污垢,以保证喷涂后的附着力。
其次,进行表面粗糙化处理,增加喷涂膜层与基材的结合力。
授课学时:2学时
非转移(等离子喷涂用)转移联合型
堆焊:是用焊接的方法,即利用火焰、电弧、等离子弧等热源将堆焊材料熔化,在工件表面堆焊成耐磨、耐蚀、耐热涂层的工艺方法。
恢复工件尺寸
抗磨损
抗腐蚀堆焊
)恢复工件尺寸堆焊
由于磨损或加工失误造成工件尺寸不足,用堆焊方法修
焊缝的结晶组织
)一次结晶近似与铸锭的结晶组织
)二次结晶所得组织符合一般固体相变规律
熔合区中的结晶过渡层
因是异种材料焊接,在熔合区的焊缝边界上就会产生化学成分介于基体和焊缝之间的过渡层。
比如:在珠光体钢基体上堆焊马氏体钢时,产生过渡层常是硬度很高的脆性马氏体。
扩散过渡层的产生
因合金元素扩散所形成的过渡层称为扩散过渡层。
扩散速度取决于温度、接触时间、浓度梯度、和原子的迁移。