管子弯制
- 格式:docx
- 大小:69.09 KB
- 文档页数:5
管子制作过程中的弯管及法兰转角的探讨1900字摘要:在管子制作过程中,有很多管子是需要采用弯管机弯制的,也有很多管子是存在法兰转角的,文章通过解析弯管工艺的原理及方法,针对实践过程中存在的问题提出了相应的解决措施,既保证了设计上的优化,又保证了管子加工时的便捷,可供同行参考。
毕业关键词:管子加工弯管法兰转角在船舶建造过程中,轮机专业里面的设备安装及管系安装是最主要的两大部分,其中管系安装正确的前提就是管子制作的正确性,正常来讲管子安装在整个舾装工程中占了20%以上的工作量,同时废返率占管子总数的8%~15%,所以说提高管子加工的正确性非常重要。
1.弯管机弯管工艺弯管机进行管材的弯曲和板料的弯曲一样,在纯弯曲的情况下,管子受外力矩的作用发生弯曲时,弯管弧度外侧管壁受拉应力作用,管壁变薄;弯管弧度?炔喙鼙谑芗费沽ψ饔茫?管壁变厚。
而且,横截面的形状由于外力作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。
为避免以上情况,需注意以下几点:弯管弧度外侧拉伸变形区内最大的伸长变形不得超过材料塑性允许值而产生破裂;弯管弧度内侧压缩变形区内,受挤压力部分不能产生失稳而起皱;要充分考虑椭圆度的要求,目前管业一般在管子穿心棒端部加锌棒;如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
2.弯管注意要点由于目前管子弯管有”冷弯”和”热弯”两种形式,一般采用前者,管子弯曲半径一般采用3D(3倍管子外径)弯曲,针对单根管子来讲,只包含一个弯的情况相对简单,但是包含两个及以上起弯点的管子就相对较复杂一些,在设计及管子制造方面都有不少需要注意的要点。
在弯管之前,首先必须明确不同弯管机的弯管参数,如表1所示。
(1)针对单个弯的情况,只要保证弯管机“前卡”位置后弯制,便能加工出相应管子,当然,对于设计及现场制作人员来讲,要特别注意管子前卡量不够的情况,这种情况不但浪费了材料,还增加了一道现场施工工序,从而使整个管子的制作成本上升,因此要尽量避免。

弯不锈钢管方法弯不锈钢管是一项常见的加工工艺,广泛应用于建筑、机械、化工等领域。
正确的弯管方法不仅可以保证产品质量,还可以提高生产效率。
下面将介绍几种常用的弯不锈钢管方法。
首先,我们来介绍手工弯管的方法。
手工弯管是最基本的弯管方法之一,适用于一些小批量生产或现场加工。
在进行手工弯管时,需要使用弯管工具,如弯管机、弯管夹等。
操作时,需要根据管子的直径和弯曲角度来选择合适的弯管工具,然后用力将管子弯曲至所需角度。
手工弯管的优点是操作简单,成本低,但是精度较低,不适用于对弯曲角度要求较高的场合。
其次,机械弯管是一种自动化的弯管方法,适用于大批量生产。
机械弯管设备通常由弯管机、送料机、送料夹具等组成,能够实现高精度的弯管加工。
在进行机械弯管时,需要根据产品要求设置弯管机的参数,然后将管子送入设备进行自动弯管。
机械弯管的优点是生产效率高,精度好,但是设备投资和维护成本较高。
另外,冷弯和热弯是根据不同的加工温度来区分的。
冷弯是在常温下进行的弯管加工,适用于不锈钢等硬度较高的管材。
冷弯的优点是不会改变管材的性能,但是需要消耗较大的弯曲力。
热弯是在加热状态下进行的弯管加工,适用于一些硬度较低的管材。
热弯的优点是弯曲力小,但是需要考虑加热后管材的性能变化。
最后,需要注意的是,在进行弯管加工时,应根据管材的材质和规格选择合适的弯管方法,严格控制弯曲半径、弯曲角度和壁厚变化,避免产生裂纹和变形。
另外,还应定期检查和维护弯管设备,确保设备的正常运行和加工质量。
总的来说,弯不锈钢管的方法有手工弯管、机械弯管、冷弯和热弯等几种,每种方法都有其适用范围和特点。
在实际生产中,应根据产品要求和生产规模选择合适的弯管方法,并严格控制加工过程,以确保产品质量和生产效率。

目录弯管制造工艺流程示意图 (2)1.范围 (3)2.引用标准 (3)3.术语和定义 (3)4. 弯管制造工艺流程 (3)5. 弯管制造工艺要求 (3)6.通球表 (18)弯管制造工艺流程示意图注:1.D w≥133mm的钢管需做钢印移植;2.合金材料需做光谱检验。
1.范围本标准规定了锅炉平面弯管成形制造技术要求及验收要求。
本典型工艺适用于图1。
1~3个弯头的平面弯管,空间弯管可分解为几个平面弯管,分解后的平面弯管仍可参照本工艺。
图12.引用标准JB/T3375-2002《锅炉用材料入厂验收规则》JB/T1611-1993《锅炉管子制造技术条件》JB/T1612-1994《锅炉水压试验技术条件》JB/T1613-1993《锅炉受压元件焊接技术条件》JB/T1615-1991《锅炉油漆和包装技术条件》JB/T4308-1999《锅炉产品钢印及标记移植规定》JB/T4730.1~6-2005《承压设备无损检测》《蒸汽锅炉安全技术监察规程》19963.术语和定义H:停止点W:见证点4.弯管制造工艺流程见第2页《弯管制造工艺流程示意图》5.工艺要求5.1材料验收5.1.1 制造管子的材料应符合图纸设计要求,材料代用应按规定程序审批。
5.1.2制造管子用的钢材和焊接材料必须经过检验部门按JB/T3375-2002的规定进行入厂检验,未经检验或检验不合格者不准用于生产。
用于额定蒸汽压力不大于0.4MPa 的蒸汽锅炉和额定热功率不大于4.2MW 且额定出水温度小于120℃的热水锅炉的管子材料,如原始质量证明书齐全,且材料标记清晰、齐全时,可免于复检。
5.2 确定下料尺寸L5.2.1图1(c )中两端外倒角1×30°,且两端不需加长,下料长度L 按下列公式计算:公式一:()10232132211ααα++∆-⨯+++++++=l B L L L L L L L L b a中中 单位:mm 。
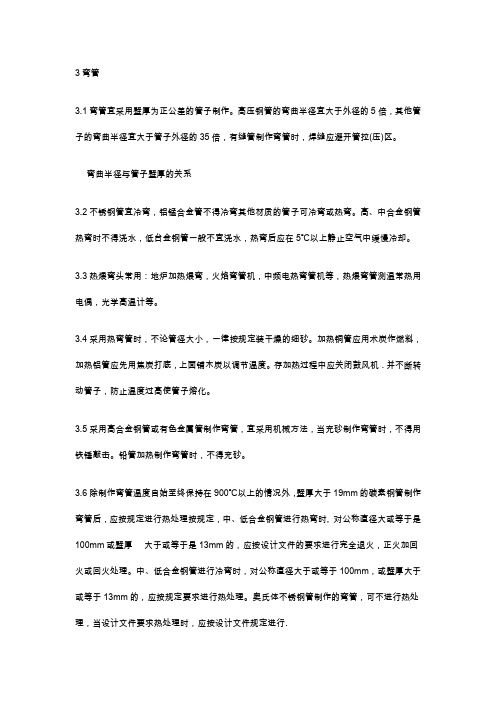
3弯管3.1弯管宜采用壁厚为正公差的管子制作。
高压钢管的弯曲半径宜大于外径的5倍,其他管子的弯曲半径宜大于管子外径的35倍,有缝管制作弯管时,焊缝应避开管拉(压)区。
弯曲半径与管子壁厚的关系3.2不锈钢管宜冷弯,铝锰合金管不得冷弯其他材质的管子可冷弯或热弯。
高、中合金钢管热弯时不得浇水,低台金钢管一般不宜浇水,热弯后应在5℃以上静止空气中缓慢冷却。
3.3热煨弯头常用:地炉加热煨弯,火焰弯管机,中频电热弯管机等,热煨弯管测温常热用电偶,光学高温计等。
3.4采用热弯管时,不论管径大小,一律按规定装干燥的细砂。
加热铜管应用术炭作燃料,加热铝管应先用焦炭打底,上面铺木炭以调节温度。
存加热过程中应关闭鼓风机.并不断转动管子,防止温度过高使管子熔化。
3.5采用高合金钢管或有色金属管制作弯管,宜采用机械方法,当充砂制作弯管时,不得用铁锤敲击。
铅管加热制作弯管时,不得充砂。
3.6除制作弯管温度自始至终保持在900℃以上的情况外,壁厚大于19mm的碳素钢管制作弯管后,应按规定进行热处理按规定,中、低合金钢管进行热弯时, 对公称直径大或等于是100mm或壁厚大于或等于是13mm的,应按设计文件的要求进行完全退火,正火加回火或回火处理。
中、低合金钢管进行冷弯时,对公称直径大于或等于100mm,或壁厚大于或等于13mm的,应按规定要求进行热处理。
奥氏体不锈钢管制作的弯管,可不进行热处理,当设计文件要求热处理时,应按设计文件规定进行.3.7输送剧毒流体或设计压力P大于或等于1OMPa的弯管,制作弯管前,后的壁厚之差,不得超过制作弯管前管子壁厚的10%;其它弯管,制作弯管前,后的管子壁厚之羞,不得超过制作弯管前管子壁厚的15%,且均不得小于管子的设计壁厚。
3.8输送剧毒流体或设计压力P大于或等于lOMPa的弯管,管端中心偏差值A不得超过1.5mm/m,当直管长度L人于3m时,其偏差不得超过5mm。
其他类别的弯管.管端中心偏差值Δ得超过3mm/m当直管长度L大于3m时,其偏差不得超过lOmm。

钢管弯制技术要求
钢管的弯制分:冷煨弯、热煨弯。
弯管截面最大与最小外径差控制(弯前外径的5%~10%)。
弯前与弯后管壁厚度之差控制(特殊管道≤弯前管壁厚的10% 或一般≤15% )。
管端中心偏差Δ控制(特殊管道≤1.5mm/m,当L超过3 m时,Δ≤5 mm;一般≤3mm/m,当L超过3 m时,Δ≤10 mm。
弯管采用正公差,当采用负公差时,弯前管子壁厚应为设计壁厚1.06~1.25倍,弯曲半径越小倍数越大。
高压钢管弯曲半径宜>管外径5倍,其它宜>3.5倍。
钢管弯后的热处理温度为600~650℃,且加热速率、恒温时间和冷却速率应按规范控制。
GB151-1999
U形弯管段的圆度偏差,应不大于换热管名义外径的10%,但弯曲半径小于2.5倍换热管名义外径的U形弯管段可以按15%验收。
U形管不宜热弯
当有耐应力腐蚀要求时,冷弯U形管的弯管段至少包括150mm的直管段应进行热处理。
碳钢、低合金钢钢管进行消除应力热处理。
钢管的弯曲减薄量为:
应该指出换热管是否允许拼接。
GB150.2-2010
GB/T8163中10、20、Q345D钢管的使用规定如下:
不得用于换热管
设计压力不大于4Mpa
使用温度下限分别为-10、0、-20摄氏度
钢管壁厚不大于10mm。

管子弯曲的相关知识点总结一、管子弯曲的原理管子弯曲是通过机械设备或模具对管材进行弯曲加工,改变其原来的形状以适应特定需求。
在进行管子弯曲加工时,需要考虑到材料的可塑性,并遵循一定的原理和规范操作。
管子弯曲的原理主要包括以下几点:1. 弯曲半径弯曲半径是指管子在弯曲过程中所形成的弯曲曲线的半径,是影响弯曲工艺的重要参数之一。
不同材质、壁厚的管材在弯曲半径上会有不同的要求,一般要按照相关标准进行选择和操作。
2. 弯头角度弯头角度是指管子在弯曲成型后与原来的直线构成的夹角。
根据具体要求,可以进行90度、45度、30度等各种角度的弯曲。
弯头角度在弯曲加工中需要进行严格的控制以确保零件的精度和质量。
3. 弯曲方向管子弯曲通常分为两种方向:一个是径向弯曲,即管子弯曲的方向与管子的直径方向垂直;另一个是轴向弯曲,即管子弯曲的方向与管子的轴线平行。
在实际应用中,根据具体的设计要求和加工工艺进行合理选择。
4. 弯曲角度弯曲角度是指管子在弯曲过程中所旋转的角度,通常以弧度或度数来表示。
在弯曲加工中,要根据设计要求精确控制管子的弯曲角度,以确保零件的精度和稳定性。
5. 弯管管壁厚度管子的弯曲过程中,管壁会发生拉伸和压缩,因此管子的壁厚会对弯曲加工产生影响。
不同的材质和壁厚的管材在弯曲加工中需要进行合理的选择和操作。
以上是管子弯曲的基本原理,了解和掌握这些原理对正确进行管子弯曲加工至关重要。
二、管子弯曲的工艺流程管子弯曲加工具有一定的复杂性,通常需要经过多道工序才能完成。
合理的工艺流程可以极大提高生产效率和产品质量。
一般来说,管子弯曲的工艺流程可分为以下几个步骤:1. 设计在进行管子弯曲加工之前,首先需要根据客户提供的要求进行零件设计,包括弯曲半径、弯头角度、弯曲方向、弯曲角度等技术要求。
设计人员通常会采用CAD/CAM软件进行设计和模拟,以确保符合客户的要求和需求。
2. 切割在管子弯曲加工之前,需要对管材进行切割,以获得所需要的长度。
钢管弯头制作方法
钢管弯头的制作方法有以下几种:
1. 热弯法:通过加热钢管使其软化,然后通过管子切割机将管子切割成所需角度,并且用模具或弯管机将钢管弯曲成所需角度,最后通过冷却使钢管恢复硬度。
2. 冷弯法:直接使用钢管弯曲机将钢管弯曲成所需的角度,而无需加热和切割。
3. 聚丙烯衬里法:将聚丙烯衬里塑料层套在钢管内部,然后通过热融合将其与钢管连接起来,最后使用热弯或冷弯方法将钢管弯曲成所需角度。
4. 焊接法:通过将两根或多根钢管焊接在一起,并使用弯管机将其弯曲成所需角度。
以上是几种常见的钢管弯头制作方法,具体选择哪种方法取决于钢管的材质、形状以及使用要求等因素。
目录弯管制造工艺流程示意图 (2)1.范围 (3)2.引用标准 (3)3.术语和定义 (3)4. 弯管制造工艺流程 (3)5. 弯管制造工艺要求 (3)6.通球表 (18)弯管制造工艺流程示意图1.范围本标准规定了锅炉平面弯管成形制造技术要求及验收要求。
本典型工艺适用于图1。
1~3个弯头的平面弯管,空间弯管可分解为几个平面弯管,分解后的平面弯管仍可参照本工艺。
图12.引用标准JB/T3375-2002《锅炉用材料入厂验收规则》JB/T1611-1993《锅炉管子制造技术条件》JB/T1612-1994《锅炉水压试验技术条件》JB/T1613-1993《锅炉受压元件焊接技术条件》JB/T1615-1991《锅炉油漆和包装技术条件》JB/T4308-1999《锅炉产品钢印及标记移植规定》JB/~6-2005《承压设备无损检测》《蒸汽锅炉安全技术监察规程》19963.术语和定义H:停止点 W:见证点4.弯管制造工艺流程见第2页《弯管制造工艺流程示意图》5.工艺要求5.1材料验收5.1.1制造管子的材料应符合图纸设计要求,材料代用应按规定程序审批。
5.1.2制造管子用的钢材和焊接材料必须经过检验部门按JB/T3375-2002的规定进行入厂检验,未经检验或检验不合格者不准用于生产。
用于额定蒸汽压力不大于的蒸汽锅炉和额定热功率不大于且额定出水温度小于120℃的热水锅炉的管子材料,如原始质量证明书齐全,且材料标记清晰、齐全时,可免于复检。
5.2 确定下料尺寸L5.2.1图1(c )中两端外倒角1×30°,且两端不需加长,下料长度L 按下列公式计算:公式一:()10232132211ααα++∆-⨯+++++++=l B L L L L L L L L b a中中 单位:mm 。
式中:a L 、b L —管子两端直段长度,单位:mm 。
1中L 、2中L —管子中间直段长度,单位:mm 。
弯管制作1、弯管宜采用壁厚为正公差的管子制作。
弯曲半径与直管壁厚的关系宜符合表1的规定。
表1弯曲半径与直管壁厚的关系2、弯管弯曲半径应符合设计文件和国家现行有关标准的规定。
当无规定时,高压钢管的弯曲半径宜大于管子外径的5倍,其他管子的弯曲半径宜大于管子外径的3.5倍。
3、有缝管制作弯管时,焊缝应避开手拉(压)区。
4、金属管应在其材料特性允许范围内进行冷弯或热弯。
5、采用高合金钢管或有色金属管制作弯管时,宜采用机械方法;当允砂制作弯管时,不得用铁锤敲击。
铅管加热制作弯管时,不得允砂。
6、金属管热弯或冷弯后,应按设计文件的规定进行热处理。
当设计文件无规定时,应符合下列规定:1 初制作弯管温度自始至终保持温度在900℃以上的情况外,名义厚度大于19mm的碳素钢管制作弯管后,应按本规范表2表2 管道热处理基本要求注:热处理的加热速率和冷却速率应符合下列规定:1 当加热温度升至400℃时,加热速率不应超过(205×25/t)℃/h,且不得大于205℃/h。
2 恒温厚的冷却速率不应超过(260×25/t)℃/h,且不得大于260℃/h,400℃以下可自然冷却。
7、公称尺寸大于或等于100mm,或名义厚度大于或等于13mm的碳钢、碳锰钢、铬钼合金钢、低温镍钢管制作弯管后,应按下列规定进行热处理:1 热弯时,应按设计文件的规定进行完全退火、正火加回火或回火处理。
2 冷弯时,应按本规范表2的规定进行热处理。
8、管子弯制后,应将内外表面清理干净。
弯管质量应符合下列规定: 1 不得有裂纹、过烧、分层等缺陷。
2 弯管内侧褶皱高度不应大于管子外径的3%,波浪间距(图3)不应小于褶皱高度的12倍。
褶皱高度应按下式计算:2231οοοD D D hm -+= 式中:hm —褶皱高度(mm); 1οD —褶皱凸出处外径(mm); 2οD —褶皱凹进处外径(mm); 3οD —相邻褶皱凸出处外径(mm);图1弯管的褶皱和波浪间距9、弯管的圆度应符合下列规定: 1 弯管的圆度应按下式计算。
管道弯管制作和安装作业指导书1.施工准备1.1材料准备所有的管材应严格按照设计文件要求的规格、材质、等级进行选用,并按照相关的标准验收合格,各种材料必须有该材料的材质合格证件,对无质量证明的管材,材质证明书不全或设计、规范要求严格的管材,要取样进行化学成分检验,不同的材质应有明显的色标,以利于现场施工人员的区分。
合金钢材料必须严格按照合金材料的检验标准进行验收并与其它普通材料分开摆放,色标明显。
1.2施工机具、人员准备切割、机加工管材弯管所需要的坡口机、切割机、砂轮机、乙炔割炬、焊钳、加热炉、弯管机、焊机、角板等弯管制作的常用工具应满足施工要求,运转正常,操作者必须具备相应的施工需要的技能和专业知识。
1.3施工前技术准备施工前,应对设计要求进行仔细的核实和备料,并制定详细的弯管制作、安装工序和施工中的控制点、停工检验。
对施工人员进行技术交底,发放工序控制计划,并应强调技术措施的重点部位、重点控制的施工过程工序的要求。
1.4施工环境、作业场地准备要有合格的作业环境、场地。
若现场环境不符合作业要求时,必须采取措施或改变作业方法,作业场地设备、工具应齐全。
2.施工工艺2.1施工工序(如采用冷弯,管内可不充砂。
)2.22.2.1弯管制作一般有冷弯和热弯两种工艺,不锈钢管应冷弯、铝锰合金钢不宜冷弯,碳钢和合金钢管可冷弯或热弯。
2.2.2弯管宜采用壁厚为正公差的管子制作,当采用负公差的管子制作弯管时,管子弯曲半径与弯管前的管子壁厚的关系宜符合表1的规定,高压弯管其壁厚只能是正公差,有缝钢管制作弯管时,焊缝应避开受拉、受压区。
2.2.3管子的弯曲制作半径应严格根据设计文件确定,如文件无规定,应根据管子外径和壁厚等具体情况选择弯曲半径,弯管的最小弯曲半径应符合表2的规定。
2.2.4弯管制作前应先确定起弯点和弧长,弯管弧长可按下列公式计算并据此号料,另外弯管两端直边长度应小于1.3倍管外径。
L=απ/1800式中:L—弯管弧长mm;α—弯曲角度;R—弯曲半径。