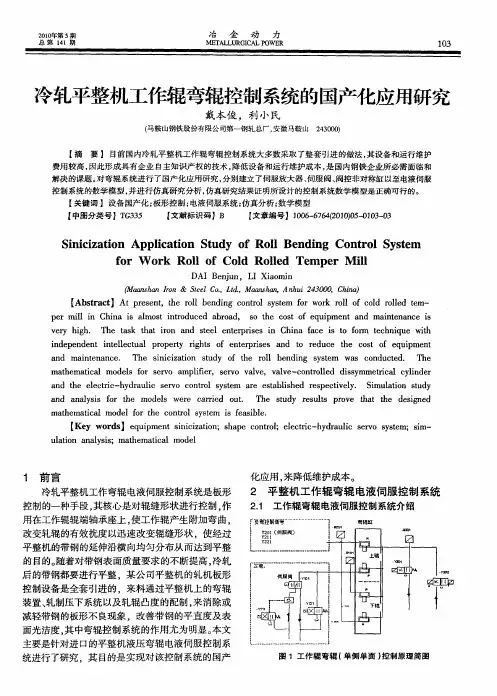
冷轧平整机工作辊弯辊控制系统的国产化应用研究
- 格式:pdf
- 大小:321.66 KB
- 文档页数:5
辊型优化技术在宝钢冷轧平整机上的应用连家创王宏旭黄自友杨美顺张宝平摘要将平坦机轧制力和前张应力横向分布的数学模型,与平坦机辊系弹性变形相结合,建立了平坦机板形运算理论,在此基础上往常张应力偏差平方和为目标函数优化设计了宝钢冷轧厂CAPL平坦机工作辊辊型和支承辊肩部辊型,并优化了弯辊力设定值,生产实验说明,优化辊型提高了平坦机的稳固性,因板形不良导致的废次品量,封闭量下降。
用该优化结果制定的支承辊辊型磨削加工标准已用于工业生产。
关键词冷轧,平坦机,辊型优化1 工作辊和支承辊辊型优化设计原理1.1 对应于某一规格产品辊型优化目标函数的建立轧辊原始辊型的选定,是使轧辊在轧制状态下,而板形要紧调剂手段弯辊力处于基态时,尽可能使用同一套轧辊辊型以适应所有产品生产的需要。
因而可确定对应于某一规格产品辊型优化目标函数,即关于某一宽度的带材,在弯辊力,轧制力为已知,来料断面形状依照实测断面形状拟合而确定,通过调整轧辊辊型,使轧出带材板形良好,而板形的好坏是通过前张力横向分布来判别的,因此目标函数为:(1)式中为运算出的前张应力分布;为目标张应力分布曲线;X为辊型参数设计变量mE ,mF为带材左,右单元编号。
使等式(1)最小的辊型曲线即为对应某一规格产品的最佳辊型曲线。
1.2 与目标张应力分布对应的负载辊缝形状运算方法在给定来料的断面形状,已知总前张力时,则前张应力横向分布与出口厚度分布相对应。
在忽略轧后带材弹性变形情形下,可认为出口厚度横向分布即为负载辊缝形状,即对一确定的前张应力横向分布,总有一负载辊缝形状与之对应,而负载辊缝形状又能够用下式表示:(2)其中,m值最大为6,用优化方法易确定b2i使运算的前张应力横向分布与目标张应力横向分布接近,目标函数选为式(1),由于现在优化过程不包括辊系弹性变形,使运算过程容易收敛。
1.3 辊型优化的设计方案优化辊型应满足如下要求:(1)适应板宽的变化:支承辊与工作辊接触宽度随着板宽的变化而变化;(2)提高弯辊操纵板形的成效;(3)减小后张力,提高轧制力。
冷轧平整机组控制系统升级改造研究的开题报告一、选题意义现代工业制造领域发展迅猛,先进的自动控制技术对工业生产的效率和质量起着至关重要的作用。
冷轧平整机组是冷轧生产线中的重要设备,用于冷卷轧钢板并对其进行平整加工。
传统的机械式控制已经不能满足生产的需要,必须升级改造为电气自动化控制,以提高生产效率,降低人工操作错误率,提高产品质量。
因此,对冷轧平整机组控制系统的升级改造进行研究具有非常重要的意义。
二、研究内容及目标本课题旨在对现有的冷轧平整机组进行升级改造,主要包括以下研究内容:1.研究原有机械式控制的工作原理和局限性。
2.研究现代电气自动化控制技术的原理和应用。
3.设计冷轧平整机组的电气自动化控制系统方案。
4.研究控制系统的硬件选型、软件设计、参数调试和性能测试等技术。
5.对升级改造后的电气自动化控制系统进行实验验证和性能评价。
通过对以上内容的研究和实验验证,达到以下目标:1.提高冷轧生产线的生产效率和产品质量。
2.降低人工操作错误率,提高生产安全性。
3.增强企业竞争力,提高经济效益。
三、研究方法与技术路线本课题采用文献资料法、理论分析法、实验研究法等多种研究方法,通过对冷轧平整机组原有控制系统的分析、电气自动化控制技术的研究和应用,制定完整的升级改造方案。
技术路线如下:1.系统分析和方案设计:对原有机械式控制系统进行分析,研究现代电气自动化控制技术的应用,制定升级改造方案。
2.硬件选型和软件设计:根据控制系统方案,选型硬件和设计软件,保证控制系统的稳定性和可靠性。
3.参数调试和性能测试:对升级改造后的控制系统进行参数调试和性能测试,检测控制系统的工作状态和性能指标是否符合预期要求。
4.实验验证和性能评价:对升级改造后的电气自动化控制系统进行实验验证和性能评价,验证控制系统的可操作性、可靠性和可控性等。
四、预期成果本课题预期实现以下成果:1.设计出电气自动化控制系统方案,实现对冷轧平整机组控制的全面升级改造。
辊弯成型技术国内外研究进展摘要:简要介绍冷弯成型技术理论在国内及国外的发展过程,通过分析我国现有国情,阐述冷弯成型技术存在的现状和优势。
指出冷弯成型技术现阶段在我国仍然存在的缺陷和问题,并提出相应的解决办法。
最后,憧憬我国冷弯成型技术能有美好的前景。
ABSTRACT:Briefly introduce the cold roll forming technology theory in the domestic and foreign development process.Through the analysis of the existing situation, explained the advantages and the present situation of the cold roll forming technology.Pointing out that the cold roll forming technology at this stage in our country still exists defects and problems, and put forward the corresponding solution.Finally, we look forward to China's cold roll forming technology can have a bright future.关键词:冷弯成型技术历史现状创新Key Words:Cold Roll forming technology、history、current situation、innovation目录第一章绪论 (3)第二章国外发展进程 (3)一、国外历史 (3)二、国外现状 (4)第二章国内发展进程 (4)三、国内历史 (4)四、国内现状 (4)1、优势 (5)2、理论进程 (5)3、不足 (5)第四章未来发展 (6)五、展望﹒创新 (6)参考文献 (7)第一章绪论冷弯成型是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面的型材的塑性加工工艺。
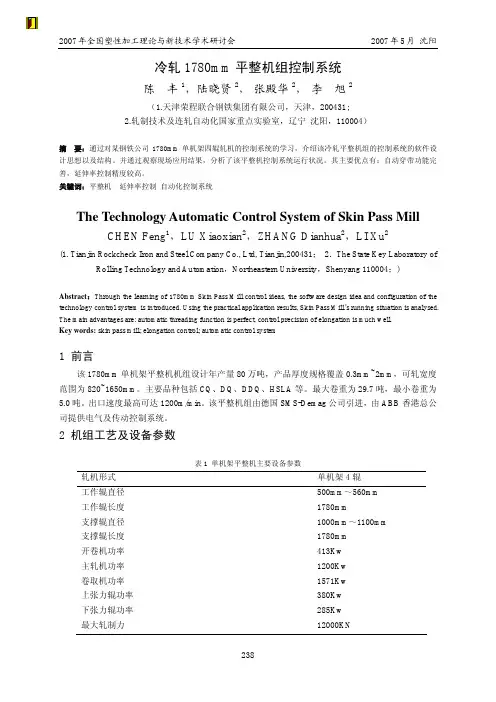
冷轧1780mm平整机组控制系统陈丰1,陆晓贤2,张殿华2,李旭2(1.天津荣程联合钢铁集团有限公司,天津,200431;2.轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004)摘要:通过对某钢铁公司1780mm单机架四辊轧机的控制系统的学习,介绍该冷轧平整机组的控制系统的软件设计思想以及结构。
并通过观察现场应用结果,分析了该平整机控制系统运行状况。
其主要优点有:自动穿带功能完善,延伸率控制精度较高。
关键词:平整机延伸率控制自动化控制系统The Technology Automatic Control System of Skin Pass Mill CHEN Feng1,LU Xiaoxian2,ZHANG Dianhua2,LI Xu2(1. Tianjin Rockcheck Iron and Steel Company Co., Ltd, Tianjin,200431;2.The State Key Laboratory ofRolling Technology and Automation,Northeastern University,Shenyang 110004;)Abstract:Through the learning of1780mm Skin Pass Mill control ideas, the software design idea and configuration of the technology control system is introduced. Using the practical application results, Skin Pass Mill’s running situation is analysed. The main advantages are: automatic threading function is perfect, control precision of elongation is much well.Key words: skin pass mill; elongation control; automatic control system1 前言该1780mm单机架平整机机组设计年产量80万吨,产品厚度规格覆盖0.3mm~2mm,可轧宽度范围为820~1650mm。
辊型优化技术在宝钢冷轧平整机上的应用随着全球经济的蓬勃发展,冷轧工业承担着重要的经济作用。
宝钢是国内最大的冷轧厂之一,其中的冷轧平整机也十分重要。
宝钢冷轧平整机的质量要求非常高,它们需要恒定的力、高效的效率和非常准确的精度。
由于传统辊形不能满足这些需求,研究人员推出了辊型优化技术,这种技术可以改善宝钢冷轧平整机的性能,从而提高产品质量,提高生产效率,降低成本,增强宝钢的竞争力。
辊型优化技术是一种有效的技术,主要是通过优化辊形来改善辊子的性能。
辊子优化技术主要包括三个方面:辊子整体尺寸优化,辊子表面粗糙度优化和辊子表面径向削减优化。
由于辊子是冷轧平整机中最重要的部件之一,因此优化辊子是提高设备性能的主要手段之一。
辊型优化技术可以提高辊子的平衡度、降低辊子的振动,使冷轧平整机能够更好地进行冷轧处理。
宝钢为了提高产品质量,提高生产效率,降低成本,开始使用辊型优化技术,开始在宝钢冷轧平整机上进行辊子优化。
首先,宝钢根据不同的冷轧要求,经过科学的分析和计算,选择最佳的辊子尺寸,确定辊子的体积、形状和研磨精度等参数。
然后,按照计算机对辊子尺寸优化后的优化结果,对辊子表面进行系列精密加工,改善辊子表面粗糙度,改善辊子表面径向削减精度,以打磨辊子使其达到最佳性能。
此外,宝钢还采用了一种特殊的镀层技术,将辊子表面涂层,以提高辊子的耐磨性、抗腐蚀能力和降低摩擦系数的作用,使辊子在高温、湿润环境中能够正常运行,从而改善这种设备的使用寿命。
最后,宝钢实施了一系列全面而严格的测试,以确保优化后的辊子质量达到要求。
实验结果表明,辊子优化后,不仅满足了宝钢的冷轧要求,还提高了冷轧精度,大大减少了振动,提高了冷轧效率,提高了产品质量,降低了生产成本,大大增强了宝钢的竞争力。
经过上述改进,宝钢的冷轧平整机性能大大提高,为宝钢的冷轧工业有效的提供了支撑,帮助宝钢在全球冷轧市场站稳脚跟,在保持宝钢品牌优势的同时,更好地为客户提供更优质的产品。

冷矫机弯辊控制的完善与优化研究论文冷矫机弯辊控制的完善与优化研究论文摘要:摘要:本文据国内矫直机的使用情况,提出完善弯辊功能,解决辊缝标定清零及运行中的问题,提升轧钢厂运行效率与产品质量。
关键词:关键词:冷矫机 PLC系统弯辊功能在当前钢铁产能过剩情况,钢铁市场竞争日趋激烈的严峻形势下,客户对钢材的板型、表面关键词:计算机技术论文发表,发表关于计算机的论文,计算机网络技术论文发表摘要:本文据国内矫直机的使用情况,提出完善弯辊功能,解决辊缝标定清零及运行中的问题,提升轧钢厂运行效率与产品质量。
关键词:关键词:冷矫机 PLC系统弯辊功能在当前钢铁产能过剩情况,钢铁市场竞争日趋激烈的严峻形势下,客户对钢材的板型、表面质量要求越来越高。
本文根据国内矫直机的使用情况,设计出完善弯辊功能程序,解决辊缝标定清零及运行中的问题,提升轧钢厂运行效率与产品质量。
1 矫直机弯辊功能的原理矫直机的原理是辊子的位置与被矫直制品运动方向成某种角度,两个或三个大的是主动压力辊,由电动机带动作同方向旋转,另一边的`若干个小辊是从动的压力辊,靠着旋转着的圆棒或管材摩擦力使之旋转的。
为了达到辊子对制品所要求的压缩,这些小辊可以同时或分别向前或向后调整位置,钢材被辊子咬入之后,不断地作直线或旋转运动,因而使制品承受各方面的压缩、弯曲、压扁等变形,最后达到矫直的目的。
起设施主要将上万向轴套上夹紧块与上万向轴套的接触面为设计为倒V型接触面,并将下万向轴套下夹紧块与下万向轴套的接触面为V型接触面。
V型设计的夹紧块与上万向轴套的外圆呈两点接触,而且接触点控制力指向万向轴套圆心,因此定位更加准确;同时,由于上万向轴套下夹紧块的数量为两只,且两只下夹紧块与上万向轴套的接触面为V型接触面,更为有效的控制了万向轴套的定位精度,不易受万向轴套外圆面尺寸误差造成定位偏差的影响。
为冷矫直机换辊提供了一个较好的夹紧装置。
2 矫直机弯辊系统机械设计本文设计中对冷矫机弯辊系统进行完善,特别是硬件问题,包括伺服阀、压力传感器、位移传感器的安装。
三辊弯板机自动控制系统研究的开题报告一、研究背景随着制造业的不断发展和市场需求的增加,工业设备的自动化水平也在不断提高。
在钣金加工领域中,三辊弯板机是一种常用的设备,用于弯曲金属板材。
然而,传统的三辊弯板机需要经验丰富的技术工人操作,不仅效率低下,而且容易出现误差。
为此,开发一种适用于三辊弯板机的自动控制系统,对于提高生产效率和产品质量具有重要意义。
二、研究内容本次研究旨在开发一种适用于三辊弯板机的自动控制系统,使设备能够自动完成弯曲板材的操作。
具体研究内容包括以下几个方面:1. 硬件设计:设计适合三辊弯板机的自动控制系统硬件,包括传感器、电机和控制器等。
2. 软件开发:开发三辊弯板机自动控制系统的软件,实现自动化操作,包括板材初始位置设定、轨迹规划、速度控制、力的控制等。
3. 性能测试:对所设计的自动控制系统进行性能测试,评估系统的稳定性和准确性,对系统进行优化和改进。
三、研究意义通过研究开发一种适用于三辊弯板机的自动控制系统,具有以下意义:1. 提高工作效率:自动控制系统能够使设备实现自动化生产,不仅节约了人力成本,而且提高了工作效率。
2. 降低误差率:传统的三辊弯板机需要经验丰富的技术工人操作,容易出现误差,而自动控制系统能大大降低误差率,提高板材的加工精度。
3. 提高生产质量:自动控制系统能够保证弯曲的板材翘曲度小、角度准确等优点,提高生产质量,减少产品缺陷率。
4. 推动制造业发展:自动控制系统的研发和推广,有助于提高制造业的自动化水平,推动制造业的发展。
四、研究方法本次研究采用以下方法:1. 掌握三辊弯板机的基本原理和工作流程。
2. 设计合适的硬件系统,包括传感器、电机和控制器等。
3. 开发控制系统的软件,实现自动化操作,包括板材初始位置设定、轨迹规划、速度控制、力的控制等。
4. 进行性能测试,对系统进行优化和改进。
五、论文结构本论文共分为六章,具体结构安排如下:第一章:绪论。
介绍研究背景、研究内容、研究意义、研究方法和论文结构。
1450冷连轧机弯辊力伺服控制系统仿真分析第1章绪论 (3)1.1课题背景 (3)1.2 液压弯辊装置 (3)1.2.1弯曲工作辊 (3)1.2.2弯曲支撑辊 (4)1.3 PID控制的基本原理 (5)1.4液压伺服控制系统介绍 (6)1.5液压弯辊力伺服控制系统 (6)1.6课题研究的主要内容 (6)第2章弯辊力电液伺服系统的数学模型 (7)2.1弯辊力电液伺服系统的简化分析 (7)2.2弯辊力电液伺服系统的数学模型 (8)2.2.1电液伺服阀的数学模型 (8)2.2.2三通阀控缸的数学模型 (9)2.2.3电液力控制数学模型 (12)第3章液压弯辊控制系统的仿真研究 (14)3.1仿真参数的确定及说明 (14)3.2参数计算 (15)3.3系统参数汇总 (16)3.4系统的频域响应分析 (17)3.5系统的时间响应特性 (18)3.6本章小结 (18)第1章绪论1.1课题背景液压弯辊技术是一种最常用也最有效的板形控制手段,该技术首先出现于60年代,由于其技术上的难度和基础研究起步较晚。
近几年来随着生产的发展和科学技术的进步,对于板带材的几何尺寸精度的要求越来越严格,产品质量越来越难以满足市场的要求。
因此,提高液压弯辊技术水平将成为板带加工技术发展的重要课题之一。
随着钢铁行业的飞速发展,对于弯辊技术的研究成了热门课题,其中对于轧制理论和弯辊力的设定有了一些进步。
但是由于液压弯辊系统是一套涵盖液压和轧制的综合系统,液压系统的设计水平直接影响整个弯辊系统的性能,特别是液压系统的稳定性和动态响应性能,更是关系到整个弯辊系统的成败。
目前国内对液压弯辊力控制系统的研究还较少,对液压弯辊系统的设计,一般是参照国外同类液压弯辊系统相类比来进行设计,类比的设计方法由于缺乏设计的理论依据,有很大的缺陷性,只能用于型号相似的弯辊系统。
本文针对1450冷连轧机液压弯辊系统进行系统建模、动静态特性分析、仿真,以深入研究整个系统,为设计提供依据,并在此基础上,采用PID控制的基本原理,使液压弯辊系统的设计过程能够科学化、简单化、快速化。
冷轧平整机种类及工作原理简述冷轧平整机种类及工作原理简述通过冷轧而变成纤维状组织的带钢,在退火工序中由于再结晶而变为具有新的结晶组织的带钢。
这种退火后的带钢几乎完全成为软质状态,因此不适用于加工,只要稍稍给予轻度冲压加工,带钢表面就会产生拉伸应变和不规则的滑移线,明显有碍外观。
这种退火带钢一般不能直接供给用户使用,必须进行平整轧制,即通过轻度的冷轧加工改善其材质、平整钢板形状。
平整轧制的目的消除材料的屈服平台,防止加工时的拉伸应变;提高材料的屈服极限、降低屈服极限,以及扩大塑性加工范围;使带钢表面获得需要的粗糙度和光泽;矫正板材形状。
平整机种类经过冷轧和退火后的带钢表面会多少粘有一些脏物,其主要成分是铁、铁离子和碳,在干平整时这些脏物会污染环境。
随着粘附程度的不同,在干平整时这些脏物会玷污工作辊。
通常它们粘附在工作辊的端部,且以点状或凸斑状粘附在打毛的轧辊表面上,在平整时粘附了脏物的工作辊会在带钢边部留下周期性的压痕,最终导致带钢质量的降低。
带钢在平整时采用干平整及湿平整工艺。
各自特点如下:(1)干平整特点所轧带材的表面可保持不受玷污;为下一步加工(渡锡)做准备;在轧辊与轧件间产生大的摩擦;保证只给轧件以有限延伸量和压下量;压下率一般为0.5%~6%。
(2)湿平整特点不易压入杂质,或粘着杂质而产生辊痕缺陷,可以获得较大的压下量,确保延伸率;在平整后的带钢表面留下一层润滑的抗腐蚀或其他形式的薄膜;压下率可达10%。
平整率由于平整压下率很小,难以测准其厚度差,因此用与压下率成比例的带钢长度变化率即延伸率来表示平整率,其表示式为:μ=(L1-L0)/L0*100%式中,μ-平整带钢延伸率;L0、L1-平整前、后带钢长度。
延伸仪则是用对平整机前、后带速的测量来计算延伸率的,其公式为:μ=(Vh-VH)/VH*100%式中,μ-平整带钢延伸率;Vh、VH-平整前、后带钢速度。
而带速可用与带钢同步的转动轮的转速来测量。