新型车工内夹弹簧夹具
- 格式:pdf
- 大小:382.01 KB
- 文档页数:2

机床弹簧夹头工作原理
机床弹簧夹头是一种常见的夹具,广泛应用于机械加工、模具制造、汽车制造等领域。
它的工作原理是利用弹簧的弹性变形来夹紧工件,实现机床加工的目的。
机床弹簧夹头由夹紧机构、弹簧、夹紧块和夹紧螺母等部件组成。
夹紧机构是夹头的核心部分,它通过调节夹紧螺母的位置来控制夹紧块的移动,从而实现对工件的夹紧。
弹簧则起到了支撑夹紧块的作用,使夹紧块能够紧密地贴合工件表面,确保夹紧的牢固性。
机床弹簧夹头的工作原理可以简单地概括为:当夹紧螺母旋紧时,夹紧块受到压力向工件表面移动,同时弹簧也被压缩变形。
当夹紧螺母松开时,弹簧的弹性恢复力将夹紧块向上移动,使其与工件分离。
通过不断地调节夹紧螺母的位置,可以实现对工件的精确夹紧和松开。
机床弹簧夹头具有结构简单、使用方便、夹紧力大、夹紧范围广等优点,因此被广泛应用于各种机床加工中。
同时,由于弹簧的弹性变形是机床弹簧夹头实现夹紧的关键,因此弹簧的质量和性能对夹头的使用效果有着重要的影响。
为了确保机床弹簧夹头的正常使用,需要定期检查和更换弹簧等关键部件。
总之,机床弹簧夹头是一种常见的夹具,其工作原理是利用弹簧的弹性变形来夹紧工件。
它具有结构简单、使用方便、夹紧力大、夹紧范围广等优点,被广泛应用于机械加工、模具制造、汽车制造等领域。
为了确保夹头的正常使用,需要定期检查和更换关键部件。
车削薄壁霉件的弹J:生夹具设计丁彩平(广东省高级技工学校,广东博罗516100)摘耍:根槲薄肇零件难于加j亡和容易变形的特点,设汁r一种利用径向央紧适合于小批壁生产的譬瓤夹典。
该夹具以零件的内孔定f让,加工薄甓外蚓,结构简单,制造容易,操作方便。
夹紧可靠,定位精度高。
经在乍产实践中使羽后证明,该夹具既能保证f‘件Jjlll:精度和产品磺链,又提高了生产效率,墩得_r良好的应用效采。
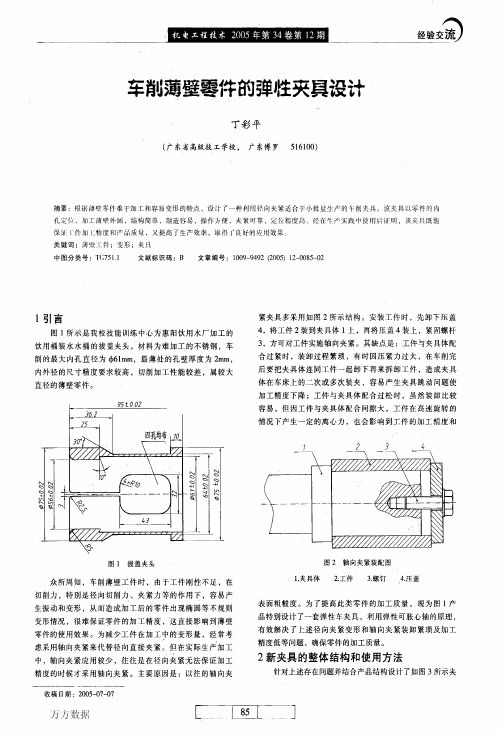
关键词:薄避1i弱:;变形;夹其中图分类号:Tt:75ll文献标识码:B文章编号:l009—9492(2005)12一0085一021引言图1所示是我校技能训练中心为惠阳饮用水厂加工的饮用桶装水水桶的拔盖夹头,材料为难加工的不锈钢,车削的最大内孔直径为巾61mm,最薄处的孔壁厚度为2mm,内外径的尺寸精度要求较高,切削加工性能较差,属较大直径的薄壁零件。
图1拔盖夹头众所周知,车削薄壁工件时,由于工件刚性不足,在切削力,特别是径向切削力、夹紧力等的作用下,容易产生振动和变形,从而造成加工后的零件出现椭圆等不规则变形情况,很难保证零件的加工精度,这直接影响到薄壁零件的使用效果。
为减少工件在加工中的变形量,经常考虑采用轴向夹紧来代替径向直接夹紧。
但在实际生产加工中,轴向夹紧应用较少,往往是在径向夹紧无法保证加工精度的时候才采用轴向夹紧。
主要原因是:以往的轴向夹收稿日期:2005一07—07紧夹具多采用如图2所示结构。
安装工件时,先卸下压盖4,将工件2装到夹具体1上,再将压盖4装上,紧固螺杆3,方可对工件实施轴向夹紧。
其缺点是:工件与夹具体配合过紧时,装卸过程繁琐,有时因压紧力过大,在车削完后要把夹具体连同工件一起卸下再来拆卸工件,造成夹具体在车床上的二次或多次装夹,容易产生夹具跳动问题使加工精度下降;工件与夹具体配合过松时,虽然装卸比较容易,但因工件与夹具体配合间隙大,工件在高速旋转的情况下产生一定的离心力,也会影响到工件的加工精度和图2轴向夹紧装配图1.夹具体2.工件3.螺钉4.压盖表面粗糙度。

车床弹簧夹头种类
车床弹簧夹头的种类主要有以下几种:
1. 间锥套式弹簧夹头:中间锥套置于夹头体与筒夹之间,并以销作圆周固定。
2. 槽锥套式弹簧夹头:以纵向切槽的锥套代替筒夹,适用于一般工作。
3. 端作用式弹簧夹头(两端均有卡爪):旋紧螺母时,由于夹头体及锥套内锥面作用,使两端卡爪同时收缩夹紧工件。
4. 端作用式弹簧夹头(两端带锥面的筒夹与相应的锥套相配):键用以圆周固定衬套。
5. 紧式弹簧夹头:通过主轴孔的拉杆与筒夹尾部的螺纹孔连接,拉杆轴向移动(手动或机动)使筒夹作径向收缩(或张开),以夹紧(或松开)工件,但工件无轴向定位。
6. 利用插头扳手操纵的弹簧夹头:筒夹以尾部螺纹旋入锥齿轮的螺孔中,并以圆销作圆周固定,利用环将锥齿轮轴向固定于夹头体中,用插头扳手转动小锥齿轮使筒夹作轴向移动,从而实现工件的夹紧或放松。
7. 手轮传动的弹簧夹头:筒夹以尾邻螺纹旋入齿轮的螺孔中,并以键作圆周固定。
此外,还有外园磨床弹簧机芯夹头、自紧鸡心夹车床奇型夹具等其他类型的车床弹簧夹头。
以上信息仅供参考,如有需要,建议咨询专业技术人员。

拉紧式弹簧夹头结构
这种夹头结构通常由夹持臂、拉紧弹簧、夹持座和夹持杆组成。
夹持臂是夹头的主体部分,通常由坚固的金属材料制成,具有足够
的刚度和强度以夹持工件。
拉紧弹簧则起到了夹持臂的作用,它能
够提供足够的夹持力,并且能够使夹持臂在夹持工件时保持稳定。
夹持座是夹头的支撑部分,通常安装在机床上,用于支撑和固定夹
持臂。
夹持杆则是用来调节夹紧力的部分,通过调节夹持杆的位置
可以改变夹持臂的夹紧力。
拉紧式弹簧夹头结构的工作原理比较简单,当夹持臂需要夹持
工件时,夹持杆被拉动,拉紧弹簧开始发挥作用,使夹持臂夹紧工件。
而当需要释放工件时,只需松开夹持杆,拉紧弹簧的作用力减小,夹持臂就能够放开工件。
这种夹头结构具有操作简便、夹持力可调节、夹持稳定等优点,因此在各种机械加工领域得到了广泛的应用。
它可以用于铣床、车床、钻床等机床上,也可以用于自动化生产线上的工件夹持。
在现
代制造业中,拉紧式弹簧夹头结构已经成为不可或缺的重要工具,
为加工过程提供了便利和高效。

车床弹簧夹头种类第一种是机械式弹簧夹头。
这种夹头主要通过机械原理来实现夹紧工件或工具的目的。
它通常由弹簧、夹具和夹紧杆组成。
当夹紧杆受到外力作用时,弹簧会将夹具夹紧在工件上,从而实现固定工件的作用。
这种弹簧夹头使用方便,操作简单,适用于一般的车床加工。
第二种是液压式弹簧夹头。
这种夹头是通过液压原理来实现夹紧工件或工具的目的。
它通常由液压缸、油泵和油管组成。
当液压缸受到液压油的压力作用时,夹具会夹紧在工件上,从而达到固定工件的作用。
液压式弹簧夹头具有夹紧力大、精度高、稳定性好等优点,适用于要求较高的车床加工。
第三种是气动式弹簧夹头。
这种夹头是通过气动原理来实现夹紧工件或工具的目的。
它通常由气缸、空气泵和气管组成。
当气缸受到气压的作用时,夹具会夹紧在工件上,从而实现固定工件的作用。
气动式弹簧夹头具有夹紧速度快、操作简单、维护方便等优点,适用于需要频繁夹紧和松开工件的车床加工。
除了以上几种主要的车床弹簧夹头之外,还有一些特殊的弹簧夹头,例如电动式弹簧夹头、液压-气动复合式弹簧夹头等,它们结合了不同的原理和技术,可以更好地适应特定的加工要求。
在选择车床弹簧夹头时,需要根据加工对象的大小、形状、材料以及工艺要求来确定合适的夹头类型。
同时还要考虑夹紧力大小、夹紧范围、夹紧精度、夹紧速度等因素,以确保夹头能够满足加工的要求。
总的来说,车床弹簧夹头种类繁多,每种夹头都有其特定的优点和适用范围。
在实际的车床加工中,根据具体的加工需求来选择合适的弹簧夹头,可以提高加工效率和加工质量,从而更好地满足用户的需求。

弹簧夹头的作用
弹簧夹头是一种用于固定工件的装置,通常由弹簧、夹头体和螺母等组成。
它的主要作用是在加工过程中提供可靠的夹紧力,以确保工件的稳定性和加工精度。
弹簧夹头的优点包括:
1. 夹紧力均匀:弹簧夹头的夹紧力分布均匀,可以避免工件在加工过程中发生移动或变形。
2. 高精度:弹簧夹头的精度高,可以满足高精度加工的要求。
3. 快速更换:弹簧夹头的更换速度快,可以提高生产效率。
4. 适用范围广:弹簧夹头适用于各种形状和尺寸的工件,包括圆柱形、圆锥形、方形等。
5. 保护工件:弹簧夹头可以避免工件在夹紧过程中受到损坏,保护工件的表面质量。
弹簧夹头广泛应用于机床加工、汽车制造、航空航天等领域。
在使用弹簧夹头时,需要注意选择合适的夹头类型和尺寸,并正确安装和调整夹头,以确保其正常工作。
总之,弹簧夹头是一种重要的机械加工夹具,它具有夹紧力均匀、精度高、快速更换、适用范围广等优点,广泛应用于各种机械加工领域。
机床弹簧夹头工作原理引言:机床弹簧夹头是一种常见的夹具装置,广泛应用于机床加工中。
它的主要作用是夹持工件,确保工件在加工过程中的稳定性和准确性。
本文将详细介绍机床弹簧夹头的工作原理。
一、弹簧夹头的结构及组成弹簧夹头主要由夹爪、弹簧、夹紧杆和夹紧螺母等组成。
夹爪是用来夹持工件的部件,通常由两个对称的爪片组成,通过螺母和螺栓连接在一起。
弹簧则起到提供夹紧力的作用,通常安装在夹紧杆上。
夹紧杆通过螺纹连接在夹爪上,通过旋转夹紧螺母来调节夹爪的夹紧力。
二、工作原理当需要夹持工件时,操作人员通过旋转夹紧螺母,调节夹爪的夹紧力。
夹紧杆随之向前运动,夹爪的爪片逐渐收缩,将工件夹持住。
由于弹簧的存在,夹紧杆会保持一定的压力,使得夹爪对工件施加持续的夹紧力。
这种夹紧力可以保证工件在加工过程中不会发生位移或松动,从而保证加工的精度和质量。
三、特点与优势1.灵活性:机床弹簧夹头可以根据不同大小和形状的工件进行调节和夹持,具有较大的适应性。
2.稳定性:弹簧夹头通过弹簧提供持续的夹紧力,确保工件在加工过程中的稳定性和准确性。
3.高效性:机床弹簧夹头的夹紧力可以通过调节夹紧螺母来实现,操作简便,效率高。
4.重复性好:机床弹簧夹头可以重复使用,夹紧力的调节和工件的更换都非常方便。
5.经济实用:机床弹簧夹头的制造成本较低,使用寿命长,是一种经济实用的夹具装置。
四、应用领域机床弹簧夹头广泛应用于各种机床加工过程中,特别是针对小型工件或形状复杂的工件的夹持。
比如在车床、铣床、钻床等机床上,机床弹簧夹头可以用于夹持轴类、盘类、套类等工件,确保加工的精度和质量。
结语:机床弹簧夹头作为一种常见的夹具装置,通过调节夹紧力来夹持工件,并保证工件在加工过程中的稳定性和准确性。
它具有灵活性、稳定性、高效性、重复性好以及经济实用等特点和优势。
在机床加工中得到广泛应用,为提高加工效率和产品质量发挥了重要作用。
通过对机床弹簧夹头的工作原理的了解,我们可以更好地使用和维护这一装置,以提高加工效果和效率。
汽车弹簧及其夹具毕业设计论文目录一、内容概括 (2)1.1 背景介绍 (3)1.2 研究的重要性与必要性 (3)二、汽车弹簧概述 (5)2.1 汽车弹簧的定义与作用 (6)2.2 汽车弹簧的类型 (7)2.3 汽车弹簧的材料与制造工艺 (8)三、汽车夹具系统介绍 (9)3.1 汽车夹具系统的组成及功能 (10)3.2 汽车夹具系统的设计原则 (12)3.3 夹具系统在汽车制造中的应用 (13)四、汽车弹簧及其夹具的设计原理与过程 (14)4.1 设计概述 (15)4.2 设计原理 (16)4.3 设计步骤与方法 (18)4.4 设计中需注意的问题 (19)五、汽车弹簧及其夹具的结构分析与优化 (19)5.1 结构现状分析 (20)5.2 结构优化设计理论 (22)5.3 优化设计实例 (23)六、汽车弹簧及其夹具的性能测试与评估 (24)6.1 测试方法 (25)6.2 测试设备与技术 (26)6.3 性能评估标准与流程 (28)七、汽车弹簧及其夹具的制造工艺与质量控制 (29)7.1 制造工艺概述 (30)7.2 制造工艺流程 (31)7.3 质量控制与保障措施 (33)八、毕业设计实例分析 (34)8.1 设计任务与目标 (35)8.2 设计方案的选择与实施 (36)8.3 设计成果分析与总结 (37)九、结论与展望 (39)9.1 研究结论 (40)9.2 研究不足与展望 (41)一、内容概括对汽车弹簧的应力分布、弹性系数及疲劳寿命等进行全面的分析,并在此基础上对弹簧的材料选择、结构设计以及制造工艺进行优化。
旨在提高弹簧的承载能力和抗疲劳性能,以适应现代汽车的高效、安全需求。
对汽车制造过程中所使用的夹具进行深入分析,重点研究夹具的固定方式、夹紧力度与稳定性等因素。
在此基础上,进行夹具的优化设计,以提高其操作便捷性、生产效率和安全性。
将探讨夹具的智能化和自动化发展方向。
研究汽车弹簧与夹具在实际生产中的集成应用方式,探讨二者的相互影响与协调优化问题。
弹簧套筒钻夹头工作原理弹簧夹头设计图及工作原理1. 向固定式弹簧夹头夹头体1以锥柄插入机床主轴锥孔中,简夹2轴向固定。
旋紧螺母3,其内锥面迫使筒夹收缩将工件夹紧;反转螺母,简夹弹开,松开工件。
螺母与筒夹之间有相对转动,其配合锥面易于磨损,适用于轻便及一般工件加工。
限于筒夹的扩张量,工件基准面公差应不大于0.5毫米。
螺钉4用以防止简夹转动。
2. 向移动式弹簧夹头旋紧螺母时,简夹作轴向移动便夹紧工件。
支承钉用于工件轴向定位。
由于简夹与工件间有相对轴向位移,故其夹头工作表面易于磨损,适用于—般工作。
3. 间锥套式弹簧夹头中间锥套5置于夹头体1与筒夹2之间,并以销4作圆周固定。
转动螺母3,通过螺母内端面(或销6),使锥套作轴向移动,从而使筒夹收缩(或张开)。
4. 槽锥套式弹簧夹头以纵向切槽的锥套2代替筒夹。
旋紧螺母3时,其内锥面迫使锥套收缩夹紧工件。
适用于一般工作。
5. 端作用式弹簧夹头(1)筒夹两端均有卡爪。
旋紧螺母5时,由于夹头体3及锥套7内锥面作用,使两端卡爪同时收缩夹紧工件。
两个销6用防以防止锥套随螺母转动,弹簧2使筒夹4复位,支钉1用于工件轴向定位。
适于夹持较长的工件。
6. 端作用式弹簧夹头(2)两端带锥面的筒夹3与相应的锥套1和4相配。
当转动带左右螺纹的螺母5时,通过衬套7推动套4和简夹3左移,使简夹两端同时收缩夹紧工件;反转螺母5时,借弹簧作用松开工件。
键6用以圆周固定衬套7。
7. 紧式弹簧夹头通过主轴孔的拉杆与筒夹尾部的螺纹孔连接。
拉杆轴向移动(手动或机动)使简夹作径向收缩(或张开),以夹紧(或松开)工件。
工件无轴向定位。
8. 利用插头扳手操纵的弹簧夹头简夹5以尾部螺纹旋入锥齿轮3的螺孔中,并以圆销4作圆周固定,利用环2将锥齿轮3轴向固定于夹头体1中。
用插头扳手转动小锥齿轮6使筒夹作轴向移动,从而实现工件的夹紧〔或放松〕。
9. 手轮传动的弹簧夹头简夹7以尾邻螺纹旋入齿轮1螺孔中,并以键8作圆周固定。
车床装夹工件的方法
车床装夹工件的方法有以下几种:
1. 点胶:适用于较小的工件,通过在工件和夹具表面涂抹胶水或胶黏剂,使工件牢固地黏附在夹具上。
2. 夹紧板:适用于尺寸较大的工件,在车床主轴和尾座之间安装夹紧板,夹紧工件的两端,确保其不会滑动或旋转。
3. 三爪卡盘:适用于圆形工件,使用车床主轴上的三爪卡盘夹住工件。
通过旋转卡盘,可以夹紧和释放工件。
4. 弹簧夹具:适用于薄壁工件或形状复杂的工件。
使用夹具和弹簧将工件夹紧在车床主轴上。
5. 万能夹具:适用于各种形状和尺寸的工件。
根据工件的形状和尺寸,选择合适的夹具和夹具配件,将工件夹紧在车床上。
当选择适当的装夹方法时,需要考虑工件的尺寸、形状、材料以及加工要求,确保工件在车床上可以稳定夹紧,并能安全地完成加工操作。
对于特殊形状的工件,可能需要定制夹具或采用其他特殊的装夹方法。