ISV前壳组装SOP
- 格式:xlsx
- 大小:3.44 MB
- 文档页数:1

仪器设备整机装配工艺作业指导书工艺在进行整机装配前,要对接线进行规划和设计,确定每根导线的连接位置和长度。
在配线时,要根据电路原理图和接线图进行布线,保证每根导线的连接正确无误。
同时,要注意导线的颜色、编号和标识,避免出现混淆或错误连接的情况。
2)接线的剥线和插接接线前要对导线进行剥皮处理,剥皮长度要符合规范要求,避免剥皮过短或过长。
插接时要注意插头和插座的匹配性,插头要插入到位,插座要固定好,避免出现松动或接触不良的情况。
3)接线的测试和调试在进行整机装配后,要对接线进行测试和调试,保证每个电路的连接正确无误,并进行电气性能测试,确保整机的性能指标符合要求。
5、整机装配中的质量控制在整机装配过程中,要进行严格的质量控制,确保整机的质量符合要求。
具体措施包括:1)在每个工序完成后,要进行自检和互检,确保每个工序的质量符合要求。
2)在整机装配完成后,要进行专职过程检验,对整机的性能进行测试,确保整机的性能指标符合要求。
3)对不合格品要进行返修或重新制造,保证整机的质量符合要求。
4)对整机装配过程中出现的问题要及时记录和处理,总结经验教训,不断完善整机装配工艺。
在电路设计中,配线是根据接线表要求准备导线的过程。
在配线时需要考虑导线的工作电流、线路的工作电压、信号电平和工作频率等因素。
布线原则非常重要,因为整机内电路之间连接线的布置情况与整机电性能的优劣有密切关系。
因此,需要注意连接线的走向。
具体的布线原则如下:1.为了减小导线间相互干扰,不同用途、不同电位的导线不要扎在一起,要相隔一定距离,或走线相互垂直交叉。
例如,输人与输出信号线、低电平与高电平的信号线、交流电源线与滤波后的直流馈电线等。
2.连接线要尽量短,使分布电感和分布电容减至最小,尽量减小或避免产生导线间的相互干扰和寄生藕合。
需要特别注意高频、高压的连接线。
3.从线扎中引出分支接线到元器件的接点时,线扎应避免在密集的元器件之间强行通过。
线扎在机内分布的位置应有利于分线均匀。

壳体装配工艺流程一、壳体装配前的准备工作。
要说这个壳体装配呀,那准备工作可是相当重要的呢。
就好比我们要出门旅行,得先把行李收拾好一样。
在装配壳体之前,我们得先把所有要用的零件都找齐咯。
这些零件可不能是随便乱放的,得有个专门的地方把它们安置好,就像我们给小物件都有个小盒子装着一样。
而且呀,还得检查这些零件有没有什么损坏或者缺陷呢。
要是有个小零件带着伤就上了“装配战场”,那后面可就容易出乱子啦。
然后呢,装配的工具也得准备妥当。
工具就像是我们的小助手,没有它们,这活儿可干不了。
螺丝刀呀、扳手呀之类的,都得是好使的。
可不能到了要用的时候,发现螺丝刀的头都歪了,那可就麻烦咯。
二、壳体装配的基础步骤。
开始装配壳体啦。
第一步呢,往往是先把那些比较大的、起到框架作用的部件组合起来。
这就像是盖房子先搭个框架一样,这是整个壳体的“骨架”呢。
把这些部件按照一定的顺序和方向摆放好,再用螺丝或者其他连接件把它们紧紧地固定在一起。
这个过程可得小心呀,螺丝不能拧得太紧,不然可能会把部件弄坏;也不能拧得太松,不然这壳体会摇摇晃晃的,不结实。
接下来呀,就要开始往这个框架里添加其他的小零件了。
这些小零件就像是房子里的各种装饰和小设施一样。
比如说一些小的电路板啦,或者是一些起到密封作用的小垫片之类的。
每个小零件都有它自己的位置,就像我们每个人都有自己的小窝一样,可不能放错地方咯。
放的时候呢,也要轻拿轻放,就像对待小宝贝一样,不然可能会影响到整个壳体的性能呢。
三、装配中的注意事项。
在装配壳体的过程中呀,还有一些小细节要特别注意。
比如说,在连接不同部件的时候,要确保它们之间的接口是干净的。
要是接口上有灰尘或者杂物,那就像两个人握手的时候手上有脏东西一样,握不紧,连接也不会牢固。
而且呀,有时候装配过程中可能会用到胶水之类的东西。
这胶水的量可不好掌握呢,多了会溢出来,搞得周围脏脏的,少了又粘不牢。
就像我们涂果酱在面包上,涂多了会流得到处都是,涂少了又没味道。

S O P维氏硬度计器操作规程集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#维氏硬度试验力表二 试验力维氏硬度试验 低拉力维氏硬度试验 维氏硬度显微试验维氏硬度 标准试验力F (N ) 维氏硬度 标准试验力F (N ) 维氏硬度 标准试验力F (N )HV5 07HV10 1HV20 1HV30 HV1 2HV50 HV2 2HV100 HV3 37注:额定试验力大于可能被应用。
试验片应有刚性支撑。
这个支撑表面应该干净,无外来杂质(刮鳞,油脂,污垢等)。
试验片稳稳地固定在支撑上是非常重要的,所以一点位移在实验中都不能发生。
使压头接触试验片表面,使用实验力垂直的压入,没有震动和摆动,直到试验力达到规定值。
从开始使用力到力达到额定值不要少于2s 也不要大于8s 。
对于维氏硬度显微实验和低拉力维氏硬度实验,时间最长不要超过10s 。
压头的攻进速度不要超过s 。
对于维氏硬度显微实验来说,压头接触试验片的速度最好在15μm/s 到70μm/s 之间。
万一要求实验设备有恰当的条件,应该满足。
10s 到15s 之间,除非具有独立时间要求的材料进行试验才可以不在这个范围内。
维氏硬度计的使用插上电源,打开电源开关,这时在操作面板上可以修改数据。
比如硬度标尺选择、硬度换算选择,保荷时间选择、灯光亮暗选择,按按键可达到要求。
转动变换手轮使试验力符合选择要求,变换手轮上的力值和屏幕上显示的一致。
旋动变换手轮时,应小心缓慢地进行。
在旋转到最大(49N)时,转动位置已经到底,不能继续朝前旋转,应反向转动;转到最小力值时也应反向转动。
10S 是最常用的试验力保持时间,也可根据需要按键保荷+或保荷-,每按一次变化1秒,“+”为加,“-”为减。
如视场光源太暗或太亮,可按键亮度+或亮度-。
将标准试块或试件放在试验台上,转动旋轮使试台上升,当试件离压头下端~1mm 时,转动转盘把10X 物镜转到前方位置,此时光路系统总放大倍率为200X ,靠近目镜观察。
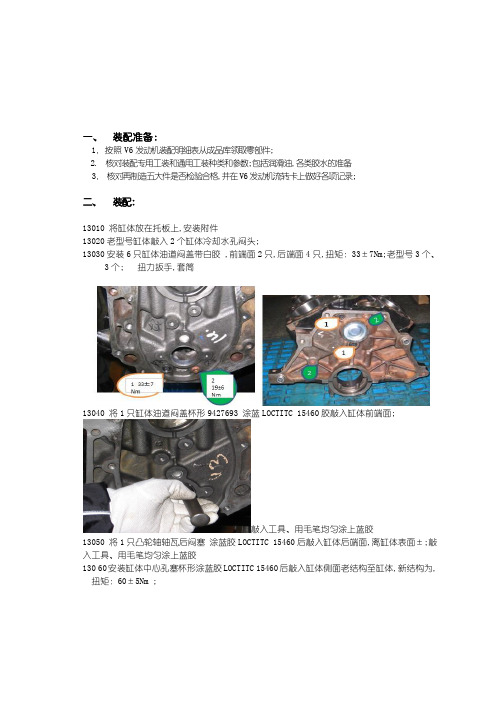
一、装配准备:1.按照V6发动机装配明细表从成品库领取零部件;2. 核对装配专用工装和通用工装种类和参数;包括润滑油,各类胶水的准备3.核对再制造五大件是否检验合格,并在V6发动机流转卡上做好各项记录;二、装配:13010 将缸体放在托板上,安装附件13020老型号缸体敲入2个缸体冷却水孔闷头;13030安装6只缸体油道闷盖带白胶 ,前端面2只,后端面4只,扭矩:33±7Nm;老型号3个、3个; 扭力扳手,套筒13040 将1只缸体油道闷盖杯形9427693 涂蓝LOCTITC 15460胶敲入缸体前端面;敲入工具、用毛笔均匀涂上蓝胶13050 将1只凸轮轴轴瓦后闷塞涂蓝胶LOCTITC 15460后敲入缸体后端面,离缸体表面±;敲入工具、用毛笔均匀涂上蓝胶130 60安装缸体中心孔塞杯形涂蓝胶LOCTITC 15460后敲入缸体侧面老结构至缸体,新结构为,扭矩:60±5Nm ;80扭力扳手、专用套筒13070将发动机吊上装配吊架13080拧松主轴承盖螺栓,拆下的螺栓及轴承盖对应放置在规定料盒中;扭力扳手,15套筒13090安装4档主轴瓦上片,1档: 2档: 3档: 4档: ;将4档主轴瓦下片安装在1-4档主轴承盖上,1档: 2档: 3档: 4档:130100 分别对各主轴承档加油,将曲轴装入缸体;130110对曲轴进行润滑,加机油,装上第1-3档轴承盖,安装第4档轴承盖前涂红胶LOCTITC 518 如图第四档缸体横向涂两条,盖上第四档轴承盖;螺丝未上紧时打透明白胶通用零件号9985967,注意各档主轴承盖箭头指向前端面,然后上紧全新的主轴承盖螺栓;扭矩:50Nm+77°T;100Nm±10NM 注意:单头主轴承盖螺栓应在第4档靠近左端面, ;油壶、红胶、扭力扳手、套筒15操作提示:主轴承盖螺栓应该先中间后两侧上紧;130 120 将润滑油喷到凸轮轴承上,润滑脂涂在驱动齿轮上,轻轻顺势插入凸轮轴,用手检查凸轮轴是否能转动;凸轮轴专用工具、油壶、润滑脂130130凸轮轴安装服帖后, 安装凸轮轴止推片,用2只凸轮轴螺栓固定止推片, 两个T30梅花钻扭矩:10±2Nm扭力扳手、T30套头130140 用铜锤子使曲轴减振轮花键安装到位,防止卷边;用专用工具检查曲轴减振轮花键是否安装到位; 铜锤子、专用工具、扭力扳手、百分表、铜锤子用扭力扳手检查曲轴摩擦力矩4±3Nm,转动灵活性;检测曲轴轴向间隙:;130150 将2只发动机前盖定位销敲入缸体前端面伸出高度7±130160 将2只机油泵定位销敲入缸体,伸出高度7±;敲入工具、铜锤子130170将2只变速器定位销敲入缸体后端面,伸出高度±;前盖定位销机油泵定位销变速器定位销130180 曲轴链轮键槽必须与半圆键对准,压装曲轴链轮,有正时标志的一面朝外;130190 安装正时链调节器总成,将其上的正时标志与缸体上的标志对好,用2个正时链条螺栓8656392固定,扭矩:21±3Nm 扭力扳手、套筒10130200 安装正时链条总成;130210凸轮轴链轮插入凸轮轴定位销,对好两链轮上的定位点和正时链调节器总成的正时标志,用1只凸轮轴链轮螺栓,扭矩:140±10Nm;扭力扳手、套筒24正时调节说明:曲轴链轮1位置有一个凹点正时链条调节器2,3位置有两个突起,凸轮轴链轮4位置是一个孔,这四点一线就为调节正时;130220安装发动机机油油压显示开关总成,扭矩:16±4Nm;图中黑色传感器扭力扳手、套筒27130230安装爆震传感器,扭矩:19±; 图中白色扭力扳手、套筒22130240润滑曲轴位置传感器7X O型圈,用1个曲轴位置传感器双头螺栓固定,扭矩:10±2Nm;扭力扳手、油壶、套筒10 需测量间隙220、230240130250 安装曲轴位置传感器24X 至前盖,用2个曲轴位置传感器螺栓固定,扭矩:10±2Nm;扭力扳手、套筒8130260 压装机油滤清器旁通阀总成,压装后低于结合面±;专用工具130270 安装机油滤清器接头466383,扭矩:39±7Nm;扭力扳手、内六角扳手130280 安装机油滤清器旁通塞总成, 扭矩:19±6Nm;扭力扳手、套筒130280130290. 翻转缸体,使燃烧室面向上130300给连杆径和气缸壁加油130310 检查活塞环两道气环夹角180°,用活塞锥套、导向叉安装活塞连杆总成,注意装配方向,箭头指向前端面;连杆螺栓必须在曲轴转动前预紧;扭矩:25Nm+100°±2°T 60~82Nm 用扭力扳手检查曲轴摩擦力矩12±4Nm,转动灵活性;活塞锥套、导向叉、扭力扳手、梅花13、扭力扳手转动曲轴使曲轴连杆颈与连杆大头孔对位经验提示:先摇动曲轴,使要安装活塞该档连杆颈处于缸口往下看的正中;然后大拇指控制导向套,其余如图同时搭住活塞上沿和导向套下沿;慢慢同时放下;使导向套下沿和缸孔接触对齐,再用大拇指按活塞,使活塞平顺画下缸孔;同时注意,活塞上箭头朝向发动机前端;最后用橡胶棒轻敲使活塞安装到位;拧紧连杆螺栓可两人合作,一人压活塞,一人从下向上预紧活塞螺栓;130320安装前盖衬垫,在衬垫两端均匀涂上白胶LOCTITC 592,离顶部5mm左右,套在定位销上;衬垫有字面朝外130330 在前盖板上压装曲轴前油封,仞口朝外,低于倒角以下; 专用尼龙工具130340安装前盖,用2个发动机前盖螺栓带胶,扭矩:55±;3个发动机前盖螺栓,扭矩:55±;5个发动机前盖螺栓,扭矩:27±4Nm;套筒10、13130350 翻转,使油底壳面向上;130 360安装曲轴机油导流板,用7个曲轴机油导流板螺母固定,扭矩:25±5Nm; 扭力扳手,套筒13130370 安装水泵衬垫,有面字朝外,定位点与水泵保持一致,水泵侧面有三角符号朝上,安装水泵总成,用5个水泵螺栓,扭矩:10±2Nm;检查水泵能否转动; 扭力扳手,套筒8130380安装水泵皮带轮,用4个水泵皮带轮螺栓固定,扭矩:25±4Nm; 扭力扳手、套筒10130390 安装机油泵总成,用1个机油泵螺栓固定,扭矩:41±6Nm;机油泵总成更换滤网扭力扳手、套筒15130400第四档主轴承盖涂RTV胶LOCTITC 5910; RTV胶130410安装油底壳衬垫,油底壳总成,用12个油底壳螺栓,扭矩:25±4Nm;用6个油底壳螺栓,扭矩:50±10Nm;放油螺栓更换垫片3536966长接杆、套筒10、13130420 安装曲轴位置传感器夹箍24X线束支架,线束红线朝外,线束可动,扭矩:27±4Nm;扭力扳手、套筒10经验提示:安装前可用手扭动一下线束,定位更好130430安装机油滤清器总成,扭矩:20±2Nm;扭力扳手、套筒440 安装12个气门液压挺杆总成,安装2个气门挺杆导管,注意导管上半圆弧方向朝外,用4个气门挺杆导管挡圈螺栓固定,扭矩:10±2Nm;扭力扳手、套筒10450 先润滑凸轮轴位置传感器总成 O型圈,用1个凸轮轴位置传感器螺栓5236855固定传感器,扭矩:10±2Nm;扭力扳手、套筒10、油壶460 安装机油泵驱动轴477248前,更换驱动装置密封件,用润滑脂润滑机油泵驱动轴驱动齿轮,安装机油泵驱动轴压板477217,用1个机油泵驱动轴压板螺栓固定;扭矩:36±9Nm;扭力扳手、套筒15、油壶470 安装4个缸盖定位销完全敲入缸体;敲入工具480 将2个缸盖衬垫平整地放在缸体上,衬垫标志朝上;490 将缸盖总成用8个缸盖螺栓长,7个缸盖螺栓短,1个缸盖螺栓凸台固定,长螺栓装在缸盖外侧,凸台螺栓装在左侧缸盖左边第一个螺孔, 扭矩:60Nm+95°±5°T 或者85~140Nm 顺序:中间向两端交叉拧紧; 扭力扳手、套筒15500 在缸盖和缸体的4个夹角处涂透明白胶通用零件号9985967和RTV胶LOCTITC 5910,安装2个下进气歧管衬垫;注意:衬垫底脚需要插入胶水中510 安装6个进气推杆短、6个排气推杆长外侧 ;520 安装12个气门摇臂总成,拧紧前确保摇臂螺栓预紧到位,拧紧顺序:从左到右依次拧紧,拧紧时确保扳手与摇臂螺栓的位置在一条直线上,扭矩:32±2Nm;转动曲轴,检查摇臂运转情况,同时复测摇臂扭矩; 扭力扳手、套筒10530 在缸体上侧面上涂RTV胶LOCTOTC 5910,厚7-8mm,涂胶要均匀、连续,不能有气泡、硬块夹杂在内; RTV胶540 安装下进气歧管总成,用4个下进气歧螺栓长固定,用4个下进气歧螺栓短固定,拧紧时,先拧紧4个长螺栓,再拧紧4个短螺栓,扭矩:长 15±3Nm;短 25±4Nm; 套筒10、万向节550 在缸盖罩角涂RTV胶LOCTITC 5910,安装2个下进气歧管衬垫;安装左有加油口右气缸盖罩、,扭矩:10±2Nm; 扭力扳手、RTV胶、套筒8560 安装曲轴箱通风阀,曲轴箱通风阀密封垫;570 更换机油加油口盖O型圈,安装机油加油盖总成;110 在曲轴径外圈喷上润滑油,用后油封专用工装压装曲轴后油封,安装时应注意不能用手接触油封内圈,压装深度:距离缸体表面±油壶、后油封专用工装580 安装发动机支座撑臂发动机托架,用2个发动机支座撑臂发动机托架螺栓,用1个发动机支座撑臂发动机托架螺栓固定,扭矩:70±10Nm;扭力扳手、套筒15590 安装发动机前吊架,发电机支架,用1个发电机支架螺栓中、1个发电机支架螺栓短、1个发电机螺栓长固定,扭矩: 50±10Nm; 扭力扳手、15套筒600 安装张紧链轮,用1个驱动皮带张紧轮螺栓固定,扭矩: 50±10Nm; 扭力扳手、15套筒610 安装燃油进回油管支架,用1个供油及回油管双头螺栓固定,扭矩:50±10Nm; 扭力扳手、套筒18620 安装冷却水温度传感器总成,扭矩:23±4Nm;扭力扳手、套筒630 安装节温器总成;640 安装出水接口总成,用2个出水接口螺栓固定,扭矩:25±5Nm;扭力扳手、13套筒650 安装飞轮总成,飞轮挡圈477288,用6个飞轮螺栓固定,注意拧紧顺序:对角拧紧,扭矩:80±; 扭力扳手、17套筒660 在曲轴键槽上涂RTV胶LOCTITC 5910,曲轴减振轮总成键槽与曲轴键槽对准,压入曲轴,用1个曲轴减振轮螺栓套上曲轴皮带轮轮毂垫圈后拧紧,扭矩:110 Nm +130±4°; 压入工具、扭力扳手、套筒、RTV需要先用铁梳固定670 安装6个火花塞总成,扭矩:20±3Nm; 扭力扳手、套筒5690安装多点燃油喷射油轨、,用2个喷油管架螺栓固定,扭矩: 10±2Nm; 扭力扳手、套筒10700 长发泄漏测试;参见具体操作规范油道充入 PSI气压达60秒,等待6秒,在30秒内的泄漏量不得超过;水道充入至少 PSI气压,等待6秒,在30秒内的泄漏量不得超过;710 安装燃油喷射线束总成;720 更换供油管密封件,安装燃油进油管总成时,先润滑进油管O形圈,预紧进油管时手工拧2-3圈螺纹,防止O形圈损坏,扭矩:17±3Nm油壶、扭力扳手、套筒730 安装回油管总成时,先润滑回油管头部,拧紧螺母时注意不得碰伤燃油分配线束,扭矩:17±3Nm; 油壶,扭力扳手、套筒740 安装曲轴位置传感器线束定位件保险,燃油进回油管夹箍, 用1个燃油进回油管夹箍螺栓,扭矩:±; 扭力扳手、套筒750 更换机油标尺密封件,安装机油标尺管总成时,先润滑O形圈,防止安装时损坏O形圈,用1个机油标尺管螺栓固定,扭矩:25±4 Nm;插入机油标尺总成;扭力扳手、油壶,套筒760 安装曲轴位置传感器罩,用1个曲轴位置传感器罩螺母3530297固定,扭矩:±;扭力扳手、套筒10770安装曲轴位置传感器线束总成;780 安装12个排气歧管双头螺栓,扭矩:18±2Nm;安装2个排气歧管衬垫;安装排气歧管、,用12个排气歧管隔热罩螺母固定,扭矩±790 安装1个排气歧管隔热罩,1个排气歧管上隔热罩总成,1个排气歧管下隔热罩总成,用7个排气歧管隔热罩螺栓固定,扭矩:10±2Nm扭力扳手、套筒10800 安装2个上进气歧管衬垫,安装上进气歧管总成,同时安装1个进气道压力传感器支架、1个高压阻尼线束支架、1个凸轮轴位置传感器夹箍,用5个上进气歧管螺栓、1个上进气歧管双头螺栓安装在右上角发电机支架处固定,扭矩:25±5Nm; 扭力扳手、套筒10、13810 安装进气道压力传感器总成,用2只进气道压力传感器螺栓固定;扭力扳手、套筒7820 安装1根曲轴箱通风管;830 安装1个排放蒸发碳罐换气阀总成1997297,用1个燃油蒸气排放罐螺栓固定,扭矩:± Nm;扭力扳手、套筒840 安装排放控制线束总成软管;850更换点火线圈密封1989579,安装点火线圈总成1103961,用2个双头螺栓固定,扭矩:15±3Nm;安装2个点火线圈螺栓,扭矩:25±5Nm;安装火花塞线支架白、位置下、安装火花塞高压阻尼线束支架黑、位置上,用2个点火线圈螺母固定,扭矩:25±5Nm;扭力扳手、套筒、10、13860 将高压阻尼线束总成左1、3、5、右2、4、6插入点火模块上,在啮合过程中,必须听到或者感觉到咔嗒声,表示完全啮合;1、3、5线束走 2、4、6下方;870 安装1个氧传感器,扭矩:42±4 Nm;扭力扳手、专用套筒880 安装1个EGR阀衬垫、EGR阀,将EGR阀上螺栓对准进气管的螺孔扭矩:30±3 Nm;扭力扳手、套筒10890 更换进水管密封圈,安装1个加热器进水管总成,用1个加热器进水管螺母固定,扭矩:25±4 Nm; 扭力扳手、套筒900 安装6个排气跨接管双头螺栓,扭矩:25±5Nm; 安装排气跨接管总成,缺口朝上,用6个排气跨接管螺母固定,扭矩25±5Nm,两边均匀紧固; 扭力扳手、套筒、专用工具910 安装排气跨接管上隔热罩,用4个排气跨接管上隔热罩螺栓固定,扭矩:10±2Nm;扭力扳手、套筒920 安装EGR软管 ,用1个EGR管螺栓固定,扭矩: 25±4Nm;扭力扳手、套筒13930 更换阀体O型圈,安装1个节气门阀体衬垫,安装1个节气门阀体,用1个节气门阀体螺栓、1个节气门阀体双头螺栓固定,扭矩均为:25±5Nm; 扭力扳手、套筒940 安装1个节气门阀体加热器进气软管,及2个节气门阀体加热器进气软管夹箍;安装1个节气门阀体加热器出气软管,及2个节气门阀体加热器出气软管夹箍;950 安装油门拉索支架,用2个油门拉索支架螺栓、1个油门拉索支架螺母3530297固定,扭矩均为:10±2Nm; 扭力扳手、套筒960 更换旁通管O型圈,润滑节气门进、出气软管,将1个节温器旁通管总成与节气门进、出气软管连接,管口用2个节温器旁通管夹箍1470030夹紧,用1个节温器旁通管螺母,扭矩:25±7Nm;1个节温器旁通管螺栓固定,扭矩:±;扭力扳手、油壶、套筒。

门框组装设备名称:制定:目的: 使作业工序标准化,达到品质要求。
4. 压力必须均匀, 施加足够的压力以减小间隙或胶线, 加压后要有适量溢胶。
2. 木榫须用塑料薄膜密封包装,防止吸湿,把含水率控制在6-8%,以便其组装时吸收胶液中的水份将会膨胀,与榫眼表面紧密结合。
1. 涂胶量由气压胶枪1-2秒的胶量为宜,将胶打入榫眼内,要求加压后有溢胶现象!
3. 木榫与榫眼的间隙控制在0.2MM以内。
基材准备
涂胶及加压
胶水清理及养生
标 准 作 业 指 导 书
SOP-012版次:A/120**/12/28页数:1/1
作业名称:组装机设备编号:1. 基材含水率应控制在6-10%,相邻之间的板件含水率差异不超过2%。
1. 胶痕的清理:组装好后应及时使用拧干的湿布擦掉胶痕,或者等胶水半干时用刮刀铲除。
2. 养生时间要在12小时以上,确保胶合质量后进入下一工序。
3. 每个生产周期内组装的门框需要记录完工时间,做为过程控制的依据。
批准:2. 开口陈化时间: 从涂胶至两个板件榫接时间控制在1.5 - 3分钟。
3. 闭合陈化时间:榫接好的门框在组框机的的加压时间控制在8-10分钟。
UPPER DOOR KITP/N2884664BEFORE YOU BEGINRead these instructions and check to be sure all parts and tools are accounted for.Please retain these installation instructions for future reference and parts ordering information.APPLICATIONVerify accessory fitment at .ACCESSORY WEIGHTAccessories,passengers,and other factors may negatively affect ride performance.Refer to your vehicle’s owner’s manual for maximum weight capacity and suspension adjustment procedures. RECOMMENDED SOLD SEPARATELYOnly parts for installation of the Upper Door Kit are included.For ease of accessory use,the following kit is recommended(sold separately):•Zipper Lubricant Kit,P/N2208916KIT CONTENTSREF QTY PART DESCRIPTION P/N AVAILABLESEPARATELY 1Seal–Hood,Left-Hand n/a1Seal–Hood,Right-Hand n/a1Seal–Fender,Left-Hand n/a1Seal–Fender,Right-Hand n/a2Seal–Shroud(not shown)n/a1Assembly–Door,Left-Hand n/a1Assembly–Door,Right-Hand(not shown)n/a1Shroud–Door,Front,Left-Hand22088501Shroud–Door,Front,Right-Hand(not shown)22088511Shroud–Door,Rear,Left-Hand n/a1Shroud–Door,Rear,Right-Hand(not shown)n/a10Screw–Torx®Button Head,M6x20mm n/a8Clip–Shroud,2in n/a6Hook-and-Loop Straps,1-1/2in x10in n/a24Washer–Fender,M6n/a14Screw–Torx®Button Head,M6x16mm n/a2Bar–Hold n/aTOOLS REQUIRED•Safety Glasses •Cutting Tool •Drill•Drill Bit:–1/4in (6.5mm)•Pliers,Push Pin Rivet•Screwdriver Set,Torx ®•Socket Set,Metric •Socket Set,Torx ®Bit •Torque Wrench •Wrench Set,MetricIMPORTANTYour Upper Door Kit is exclusively designed for your vehicle.Please read the installation instructions thoroughly before beginning.Installation is easier if the vehicle is clean and free of debris.For your safety,and to ensure a satisfactory installation,perform all installation steps correctly in the sequence shown.INSTALLATION INSTRUCTIONSVEHICLE PREPARATIONGENERAL1.Shift vehicle transmission into PARK.2.Turn key to OFF position and remove from vehicle.FRONT DOOR PANEL REMOVAL1.Remove eleven door panel fasteners.2.Remove two bracket fasteners and trim bracketfrom door panel.3.Remove door panel from door.CENTER HOOD PANEL REMOVAL1.Remove and retain two hood fasteners A.Slidehood towards rear of vehicle to remove.FRONT FENDER REMOVAL1.Remove the most front fastener(shorter)and onepush-pin rivet.2.Remove six fasteners from rear of front fender.3.Remove five fasteners from front fender.ACCESSORY INSTALLATIONInstructions for three different configurations areincluded.After installing the foam seals,choose whichconfiguration best fits your vehicle.•Plastic Door/Aluminum Door+Upper DoorInstallation,page8•Plastic Door+Inner Door+Upper Door Installation,page13•Aluminum Door+Inner Door+Upper DoorInstallation,page18FOAM SEAL INSTALLATIONFENDER SEAL INSTALLATIONe2.Put right fender seal r around chassis tube.UPPER FENDER SEAL INSTALLATION1.Remove and keep two fasteners and two push-pin2.Lift upper fender upwards and slide hood seal qunder panel along chassis tube.3.Lift upper fender upwards and slide hood seal wunder panel along chassis tube.4.Reinstall two fasteners and two push-pin rivets.Torque two fasteners to specification.TORQUEUpper Fender Fasteners:53in-lbs(6N·m)SHROUD SEAL INSTALLATION1.Put foam tape t along upper fender,extendingfrom front of speaker boot along contours of thebody plastic.Cut foam tape and apply to vehicle.e remaining foam tape t to apply to rearshroud.CENTER HOOD PANEL INSTALLATION1.Slide panel forward until tabs slide into front hoodpanel and install with two hood fasteners A.FRONT FENDER INSTALLATIONNOTICERight front fender shown;left front fender similar.TIPFasteners in steps1and2are the same size.1.Align fender with vehicle and install five fastenersfrom front fender.3.Install the most front fastener(shorter)and onepush-pin rivet.4.Torque all fender fasteners to specification.FRONT SHROUD PREPARATION1.For mirror-equipped vehicles cut shroud wherePLASTIC DOOR/ALUMINUM DOOR+UPPERDOOR INSTALLATIONUPPER DOOR INSTALLATIONShroud Installation1.Align rear shroud a with roll-cage.2.Attach rear shroud to roll cage with three hook-and-loops straps g.3.Put one fastener j through one washer h andrear shroud.4.Hook Z-clip2#onto rear body plastic and align withpreviously installed fastener.Secure with one nut2@5.Counter-hold nut2@and torque fastener j tospecification.TORQUEShroud Fasteners j:35in-lbs(4N·m)6.Align front shroud i with roll-cage.7.Put two fasteners j through two washers h andthrough front shroud.8.Hook shroud clip f onto shroud and align withj2@9.Put two fasteners j through two washers h andthrough front shroud.10.Hook each shroud clip f onto shroud and alignwith fastener j.Secure with one nut2@.Upper Door Installation1.Put upper door panel against door frame.2.Hold door panel upright and install holding bar kwith two fasteners2!and two washers2).3.Put two door bracket fasteners d through fourwashers h,oval spacer l,and door frame.4.Put one door bracket fastener d through onewasher h,one spacer1(,and door frame.5.Put one door bracket fastener d through onewasher h,one spacer1(,and door frame.6.Secure door bracket fasteners with four nuts2@.7.Install front-most part of door panel with oned h8.Move door assembly to most-rearward position,making sure door seals firmly against front andrear shroud.9.Counter-hold nuts2@(where applicable)andtorque five fasteners d to specificationTORQUEDoor Bracket Fasteners d:8ft-lbs(11N·m)10.Torque two holding bar fasteners2!tospecification.TORQUEHolding Bar Fasteners2!:13ft-lbs(18N·m)Shroud Adjustment1.Make sure front shroud seal is firmly againstcontours of upper fender and tweeter boot.2.Front shroud may need to be twisted slightlyinward for shroud to seal tightly against vehicle.3.Counter-hold nuts2@and torque shroud fastenersj to specification.TORQUEShroud Fasteners j:35in-lbs(4N·m)Shroud Installation Continuede front shroud as a template to drill two1/4in(6.5mm)holes through overlapping rear shroud.2.Install front shroud to rear shroud with twofasteners j,two washers h,and two nuts2@.3.Counter-hold nuts2@and torque two shroudfasteners j to specification.TORQUEShroud Fasteners j:35in-lbs(4N·m)DOOR PANEL INSTALLATIONPlastic Door Installation1.Align door panel with door frame.2.From inside of door,install door panel with elevendoor panel fasteners.TORQUEDoor Panel Fasteners:35in-lbs(4N·m)3.Install trim bracket with two bracket fasteners.Aluminum Door InstallationRefer to Aluminum Door Kit installation instructions.PLASTIC DOOR+INNER DOOR+UPPERDOOR INSTALLATIONPREPARE INNER DOOR FOR UPPER DOOR1.Identify embossed lines on inner door panel.2.Drill one1/4in(6.5mm)hole at each end ofrectangular embossed lines.Cut remaining plastic,between drilled holes,with utility knife orequivalent.PREPARE INNER DOOR FOR PLASTIC DOOR1.Identify and drill seven embossed drill marks oninner door panel.Drill one1/4in(6.5mm)hole atINNER DOOR INSTALLATIONRefer to Inner Door Kit installation instructions.UPPER DOOR INSTALLATIONShroud Installation1.Align rear shroud a with roll-cage.2.Attach rear shroud to roll cage with three hook-and-loops straps g.3.Put one fastener j through one washer h and4.Hook Z-clip2#onto rear body plastic and align withpreviously installed fastener.Secure with one nut2@.5.Counter-hold nut2@and torque fastener j tospecification.TORQUEShroud Fasteners j:35in-lbs(4N·m)6.Align front shroud i with roll-cage.7.Put two fasteners j through two washers h andthrough front shroud.8.Hook shroud clip f onto shroud and align withfastener j.Secure with one nut2@.9.Put two fasteners j through two washers h andthrough front shroud.10.Hook each shroud clip f onto shroud and alignj2@Upper Door Installation1.Put upper door panel into inner door panel cut-outs.2.Hold door panel upright and install holding bar kwith two fasteners2!and two washers2).3.Put four door bracket fasteners d through fourwashers h,inner door panel,and door frame.4.Secure door bracket fasteners with four nuts2@.5.Install front-most part of door panel with onefastener d and one washer h.6.Move door assembly to most-rearward position,making sure door seals firmly against front and7.Counter-hold nuts2@(where applicable)andtorque five fasteners d to specification.TORQUEDoor Bracket Fasteners d:8ft-lbs(11N·m)8.Torque two holding bar fasteners2!tospecification.TORQUEHolding Bar Fasteners2!:13ft-lbs(18N·m)Shroud Adjustment1.Make sure front shroud seal is firmly againstcontours of upper fender and tweeter boot.2.Front shroud may need to be twisted slightlyinward for shroud to seal tightly against vehicle.3.Counter-hold nuts2@and torque shroud fastenersj to specification.TORQUEShroud Fasteners j:35in-lbs(4N·m)Shroud Installation Continuede front shroud as a template to drill two1/4in(6.5mm)holes through overlapping rear shroud.2.Install front shroud to rear shroud with twofasteners,two washers,and two nuts.3.Counter-hold nuts2@and torque two shroudfasteners j to specification.TORQUEShroud Fasteners j:35in-lbs(4N·m)PLASTIC DOOR INSTALLATION1.Align door panel with door frame.2.From inside of door,install door panel with sevendoor panel fasteners.3.Install trim bracket with two bracket fasteners.TORQUETrim Bracket Fasteners:18in-lbs(2N·m)ALUMINUM DOOR+INNER DOOR+UPPERDOOR INSTALLATIONPREPARE INNER DOOR FOR UPPER DOOR1.Identify embossed lines on inner door panel.2.Drill one1/4in(6.5mm)hole at each end ofrectangular embossed lines.Cut remaining plastic,between drilled holes,with utility knife orequivalent.INNER DOOR INSTALLATIONRefer to Inner Door Kit installation instructions.UPPER DOOR INSTALLATIONShroud Installation1.Align rear shroud a with roll-cage.2.Attach rear shroud to roll cage with three hook-and-loops straps g.3.Put one fastener j through one washer h andrear shroud.4.Hook Z-clip2#onto rear body plastic and align withpreviously installed fastener.Secure with one nut2@5.Counter-hold nut2@and torque fastener j tospecification.TORQUEShroud Fasteners j:35in-lbs(4N·m)6.Align front shroud i with roll-cage.7.Put two fasteners j through two washers h andthrough front shroud.8.Hook shroud clip f onto shroud and align withj2@9.Put two fasteners j through two washers h andthrough front shroud.10.Hook each shroud clip f onto shroud and alignwith fastener j.Secure with one nut2@.Upper Door Installation1.Put upper door panel into inner door panel cut-2.Hold door panel upright and install holding bar kwith two fasteners2!and two washers2).3.Put four door bracket fasteners d through fourwashers h,inner door panel,and door frame.2@5.Install front-most part of door panel with onefastener d and one washer h.6.Move door assembly to most-rearward position,making sure door seals firmly against front andrear shroud.7.Counter-hold nuts2@(where applicable)andtorque five fasteners d to specification.TORQUEDoor Bracket Fasteners d:8ft-lbs(11N·m)8.Torque two holding bar fasteners2!tospecification.Shroud Adjustment1.Make sure front shroud seal is firmly againstcontours of upper fender and tweeter boot.2.Front shroud may need to be twisted slightlyinward for shroud to seal tightly against vehicle.3.Counter-hold nuts2@and torque shroud fastenersj to specification.TORQUEShroud Fasteners j:35in-lbs(4N·m)Shroud Installation Continuede front shroud as a template to drill two1/4in(6.5mm)holes through overlapping rear shroud.2.Install front shroud to rear shroud with twofasteners j,two washers h,and two nuts2@.3.Counter-hold nuts2@and torque two shroudfasteners j to specification.TORQUEShroud Fasteners j:35in-lbs(4N·m)ALUMINUM DOOR INSTALLATIONRefer to Inner Door Kit and Aluminum Door Kitinstallation instructions.INSTRUCTION FEEDBACK FORMA feedback form has been created for the installer to provide any comments, questions or concerns about the installation instructions.The form is viewable on mobile devices by scanning the QR code or by clicking HERE if viewing on a PC.。
组装的操作规程组装操作规程一、目的本操作规程旨在规范组装过程,保证产品质量,提高工作效率,确保员工的工作安全。
二、适用范围本操作规程适用于公司的组装工作。
三、责任分工1. 生产主管负责组装工作的安排和监督。
2. 组装人员负责具体组装操作。
四、操作程序1. 准备工作(1)组装人员应熟悉组装产品的结构,了解组装的基本流程。
(2)检查组装所需的材料和工具,确保完整性和可用性。
(3)确认组装区域的清洁和整齐。
2. 组装工作(1)按照产品组装图纸进行组装,确保零部件按照正确的顺序组装。
(2)组装过程要注意零部件之间的配合精度,确保组件的质量。
(3)组装人员需按工艺要求加工细节,保证产品的性能和外观。
(4)组装过程中如遇特殊操作或问题,应及时向生产主管汇报并寻求协助和解决。
3. 质量检查(1)组装完成后,进行质量检查,确保产品的质量和功能符合要求。
(2)检查产品的外观,如有损坏或瑕疵应及时修复。
(3)检查产品的功能性能,确保产品能够正常使用。
4. 清理和整理(1)组装完成后,清理和整理工作区域,保持干净、整洁。
(2)清点工具和材料,确保无遗漏和损坏。
五、安全注意事项1. 组装人员应穿戴好劳动防护用品,如手套、眼镜等,确保自身安全。
2. 使用工具时应谨慎,确保正确使用,并注意工具的安全存放和保养。
3. 组装过程中应注意防火安全,禁止吸烟等火源。
4. 如发现有不安全的操作或环境,应立即汇报,确保工作场所的安全。
六、记录与报告1. 组装过程中的重要环节和操作情况应及时记录。
2. 如发现质量问题或不合格品,应立即报告生产主管并追踪处理。
3. 定期对组装工作进行总结和分析,提出改进建议。
七、改进措施1. 定期组织培训,提高组装人员的技能和知识水平。
2. 加强与其他部门的沟通与合作,共同解决问题和改善工作。
3. 定期评估组装工作的效果,发现问题并及时采取改进措施。
八、附则本操作规程的解释权归公司所有,如有需要进行修改或补充,应进行相应的程序审批。
燃气发动机组装流程Assembling a gas engine is a complex process that requires precision and attention to detail. 燃气发动机的组装是一个需要精密和细致注意的复杂过程。
It involves multiple steps, from selecting the right components to testing the final product. 这涉及多个步骤,从选择合适的零部件到测试最终产品。
Each step must be carefully executed to ensure the engine functions optimally. 每个步骤都必须小心执行,以确保发动机能够最佳地运转。
The process begins with the selection of high-quality components. 这个过程始于选择高质量的零部件。
This includes the engine block, pistons, crankshaft, camshaft, and various other parts that make up the engine. 这包括发动机缸体、活塞、曲轴、凸轮轴以及构成发动机的其他各种零部件。
It is crucial to select components that are compatible with each other and meet the specifications required for the engine. 选择与发动机相容并符合发动机所需规格的零部件非常重要。
Once the components are selected, the assembly process can begin. 选定零部件后,组装过程就可以开始了。
成功是失败之母,一切都是努力的结果1 目的建立设备安装调试验收标准。
2 范围固定资产、设备。
3 职责设备部4 内容4.1 按供货合同确定设备的安装范围、调试内容。
4.2 根据设计图纸及设备技术资料对设备进行安装,简易设备由设备部安装,复杂、难度较高设备由供应商施工单位安装。
安装过程中出现的问题由设备部负责沟通、协调。
安装结束,水、电、气(汽)接通后设备部通知供应商派人到现场调试设备。
4.3 设备调试运行时设备部派人全程陪同,学习操作与维护,使用部门必须派人参加调试,学习操作和保养。
4.4 由供应商(厂家)做现场验证的设备,验证前设备部与供应商商定确立验证方案,验证方案必须经我方质保部确认,质保部必须派人陪同跟踪验证过程。
4.5 设备调试、运行、验证结束,设备部与供应商共同形成验证报告,不进行验证的设备运行结束填写《设备运行验收单》,运行单位一栏中由设备部相关人员填写。
4.6 验收合格的设备由设备部统一移交使用部门,并对该设备操作人员进行现场培训,设备部及时制订设备的操作、维护保养规程。
5 相关标准文件5.1 设备基础管理制度5.2 设备开箱验收标准操作规程6附则6.1 设备运行验收单执行日期:2011.02.01浙江万翔药业有限公司设备运行验收单文件号:R: SOP1-G-00003【1】No.设备名称设备编号制造单位施工安装单位安装位置安装日期运行达到目标运行日期:年月日至年月日试运行记录试运行内容:试运行结果:评定意见;制造单位代表:负责人:日期:施工单位代表:负责人:日期:运行单位代表:负责人:日期:。
客户机型版本发行日期有效性广达
ISV
1
长 期
序号
流程图
工站名称
设备工具治具
防护措施
平衡工时
(1+ 8%)(s)标准人员配置
标准工时(s)
190
符号说明:
按计划储藏原材料、制品变更日期
变更人批准
加工搬运质量检查
数量检查
以加工为主,同时带有质量检查
通达(厦门)科技有限公司
TONGDA (XIAMEN) TECHNOLOGY Co., Ltd.
文件名称
装配工艺流程图
零件名称文件编号
页次前壳组件
QS-03-ZP-ISV QK 第1页,共1页
作业内容简介
作业时间测定Test time (s)
平均作业时间average time(s)
作业周期Cycle time (s)1
本工站不进行互检动作
0.00拟制
审核
会签
批准
林 国 军
牛 正 权
0.0010.00
前检
外观检查
10.00
反压铜螺母
自检螺母是否漏螺压,未压到位
2
反压铜螺母本工站不进行互检动作
0.000.004
热铆前框接地
弹片
检查前框接地弹片是否漏装
0.000.0040.00
装前框接地弹片
自检前框接地弹片是否装到位3
前框接地弹片检查螺母是否漏压
0.000.006
FPC MAIN 检查FPC GPS是否漏贴
0.000.00自检FPC GPS是否贴歪5
FPC GPS 检查前框接地弹片是否漏铆
0.000.0013
包装本工站不进行互检动作
0.0012
后检
本工站不进行互检动作
0.00
自检前框接地弹片是否铆到位Sub-total
变更记录
变 更 内 容概要
0.0010.00
包装
自检是否少包、多包
自检天线麦拉胶是否贴歪
吕 先 曼
杨 银 川
2
0.00
后检
检查产品正反面部件是否少部件
20.00
贴FPC MAIN 20.00
贴FPC GPS 0.00
自检FPC MAIN是否贴歪10.00
热铆前框接地弹片7
8
10911
检查TP导电胶是否漏贴
自检TP导电胶是否贴歪检查天线麦拉胶是否漏贴
自检TP背胶是否贴歪
检查TP背胶是否漏贴
冷压TP背胶自检TP背胶是否压到位
贴TP导电胶贴TP背胶摄像头泡棉胶TP导电胶TP背胶
天线麦拉胶冷压TP背胶
检查FPC MAIN是否漏贴
贴摄像头泡棉胶自检摄像头泡棉胶是否贴歪检查摄像头泡棉胶是否漏贴
贴天线麦拉胶0.00
0.000.0010.00
0.000.0010.00
10.00
0.000.000.000.0010.00
0.00
1
0.00
OK NG
NG
NG
NG
NG
NG
NG NG
NG。