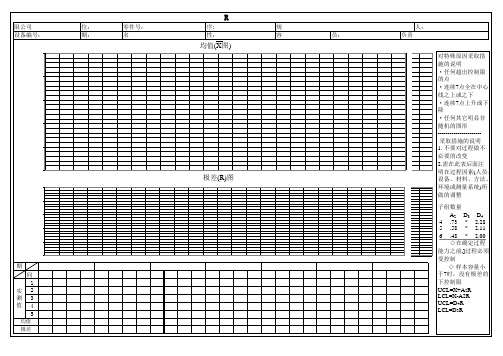
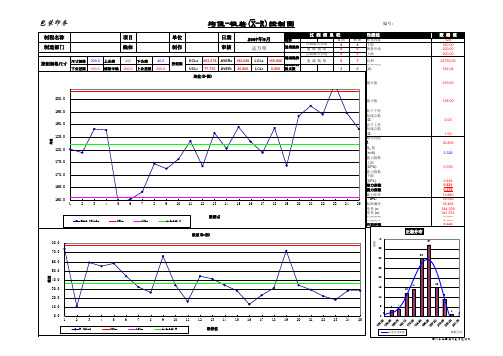
机加镗孔三坐标X-R控制图
- 格式:xls
- 大小:142.50 KB
- 文档页数:1



加工精粗镗孔时,教你用G76、G85、G86、G87指令编程,简单详细!嗨,大家好,我是INNOCUT,数控铣削加工精粗镗孔时,要区分开G76、G85、G86、G87指令编程适用于哪些工艺的零件加工,这样容易提高工作效率,今天给大家详细介绍这些指令的用法及加工用途。
1)粗镗孔循环指令G86指令格式:G86 X_ Y_ Z_ R_F_;与G81相比,相同点:指令格式;不同点: G86的动作路线是在进给到孔底后,主轴停止,返回到R点(G99) 或初始平面(G98)后,主轴再重新启动。
应用:精度或表面粗糙度要求不高的孔的镗削加工。
2)半精镗、铰孔、扩孔固定循环指令G85指令格式:G85X_Y_Z_R_F_;与G81相比, 相同点:指令格式; 不同点: G85的动作路线在返回行程中,从孔底到R点不是快速退刀, 而是以切削速度退刀,所以比G86加工精度高。
应用:较精密的镗孔加工、铰孔、扩孔加工。
3)精镗循环指令G76指令格式:G76 X_ Y_ Z_ R_Q_P_F_;P一在孔底的暂停时间;Q一刀具偏移量指令说明:①X轴和Y轴定位后,刀具从初始点移至R点,并开始进行精镗切削直至孔底,然后进给暂停、孔底主轴准停、刀尖离开已加工表面Q (让刀),然后快速退刀,刀具复位(刀具中心回位,且主轴恢复转动)②加工时,为了使刀具在退刀过程中不划伤孔表面,可使用G76精镗指令。
4)背镗孔固定循环G87指令格式:G87 X_ Y_ Z_R_Q_P_F_;指令说明:①x轴和Y轴定位后,主轴定向停止→向刀尖的反方向移动0 (使刀尖与孔壁有一一个安全距离)快速移动到指定R平面→向刀尖方向移动Q→主轴正转,开始切削,以进给速率沿Z轴向上加工到指定Z点→主轴又定向停止,再次向原刀尖反方向移动Q值→快速移动到初始点(只能用G98)后,刀尖返回-一个原位移Q,主轴正转。
②采用G87方式时,只能让刀具返回到初始平面而不能返回到R 点平面,因为此时 R点平面低于Z平面。