010第10章注塑模浇注系统设计
- 格式:ppt
- 大小:7.95 MB
- 文档页数:80
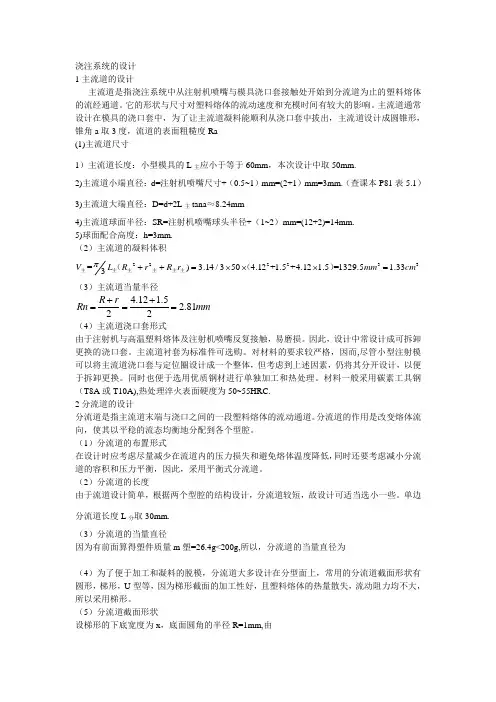
浇注系统的设计1主流道的设计主流道是指浇注系统中从注射机喷嘴与模具浇口套接触处开始到分流道为止的塑料熔体的流经通道。
它的形状与尺寸对塑料熔体的流动速度和充模时间有较大的影响。
主流道通常设计在模具的浇口套中,为了让主流道凝料能顺利从浇口套中拔出,主流道设计成圆锥形,锥角a 取3度,流道的表面粗糙度Ra(1)主流道尺寸1)主流道长度:小型模具的L 主应小于等于60mm ,本次设计中取50mm.2)主流道小端直径:d=注射机喷嘴尺寸+(0.5~1)mm=(2+1)mm=3mm.(查课本P81表5.1)3)主流道大端直径:D=d+2L 主tana ≈8.24mm4)主流道球面半径:SR=注射机喷嘴球头半径+(1~2)mm=(12+2)=14mm.5)球面配合高度:h=3mm.(2)主流道的凝料体积222233=) 3.14/350 4.12+1.5+4.12 1.5=1329.5 1.333V L R r R r mm cm π++=⨯⨯⨯=主主主主主主(()(3)主流道当量半径4.12 1.5 2.8122R r Rn mm ++===(4)主流道浇口套形式由于注射机与高温塑料熔体及注射机喷嘴反复接触,易磨损。
因此,设计中常设计成可拆卸更换的浇口套。
主流道衬套为标准件可选购。
对材料的要求较严格,因而,尽管小型注射模可以将主流道浇口套与定位圈设计成一个整体,但考虑到上述因素,仍将其分开设计,以便于拆卸更换。
同时也便于选用优质钢材进行单独加工和热处理。
材料一般采用碳素工具钢(T8A 或T10A),热处理淬火表面硬度为50~55HRC.2分流道的设计分流道是指主流道末端与浇口之间的一段塑料熔体的流动通道。
分流道的作用是改变熔体流向,使其以平稳的流态均衡地分配到各个型腔。
(1)分流道的布置形式在设计时应考虑尽量减少在流道内的压力损失和避免熔体温度降低,同时还要考虑减小分流道的容积和压力平衡,因此,采用平衡式分流道。
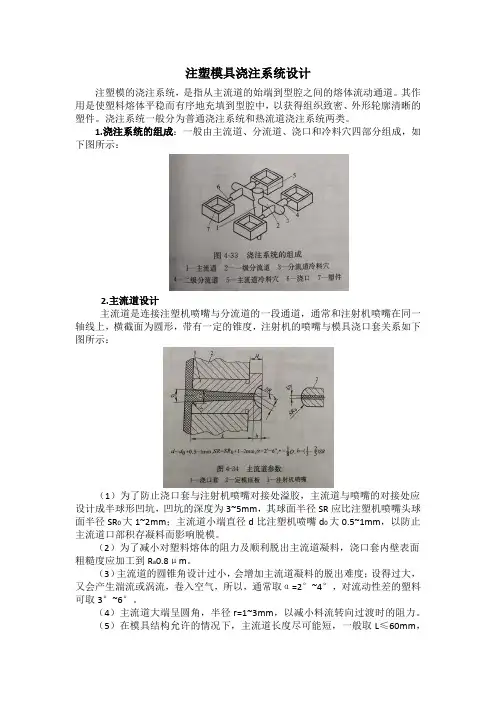
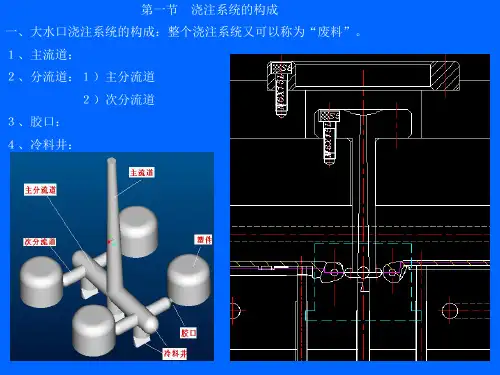
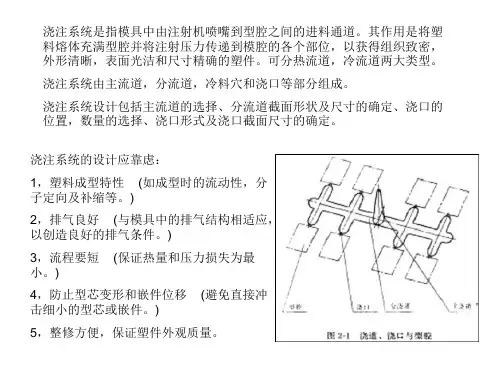
注塑模具浇注系统设计注塑模的浇注系统,是指从主流道的始端到型腔之间的熔体流动通道。
其作用是使塑料熔体平稳而有序地充填到型腔中,以获得组织致密、外形轮廓清晰的塑件。
浇注系统一般分为普通浇注系统和热流道浇注系统两类。
1.浇注系统的组成:一般由主流道、分流道、浇口和冷料穴四部分组成,如下图所示:2.主流道设计主流道是连接注塑机喷嘴与分流道的一段通道,通常和注射机喷嘴在同一轴线上,横截面为圆形,带有一定的锥度,注射机的喷嘴与模具浇口套关系如下图所示:(1)为了防止浇口套与注射机喷嘴对接处溢胶,主流道与喷嘴的对接处应设计成半球形凹坑,凹坑的深度为3~5mm,其球面半径SR应比注塑机喷嘴头球面半径SR0大1~2mm;主流道小端直径d比注塑机喷嘴d0大0.5~1mm,以防止主流道口部积存凝料而影响脱模。
(2)为了减小对塑料熔体的阻力及顺利脱出主流道凝料,浇口套内壁表面粗糙度应加工到R a0.8μm。
(3)主流道的圆锥角设计过小,会增加主流道凝料的脱出难度;设得过大,又会产生湍流或涡流,卷入空气,所以,通常取α=2°~4°,对流动性差的塑料可取3°~6°。
(4)主流道大端呈圆角,半径r=1~3mm,以减小料流转向过渡时的阻力。
(5)在模具结构允许的情况下,主流道长度尽可能短,一般取L≤60mm,过长会增加压力损失,使塑料熔体的温度下降过多,从而影响熔体的顺利充型。
另外,过长的流道还会浪费塑料材料、增加冷却时间。
(6)最常见的主流道的类型有以下几种形式,如下图所示。
由于浇口套在工作时经常与注塑机喷嘴反复接触、碰撞,所以浇口套常用优质合金钢制造,也可以选用T8、T10,并进行相应的热处理,保证足够的硬度,但其硬度应低于与注塑机喷嘴的硬度,以防止喷嘴被碰坏。
(7)对于小型模具,可将主流道浇口套与定位圈设计成整体式,不过大多数情况下,是将主流道浇口套和定位圈设计成两个零件,然后配合固定在模板上面。
注塑模具浇注系统设计注塑模具浇注系统是一种将熔融塑料材料注入到模具中,经过冷却固化得到所需产品的过程。
这个系统是整个注塑过程中的核心部件,其设计合理与否将直接影响到产品的质量和生产效率。
为了设计一个高效可靠的注塑模具浇注系统,我们需要考虑以下几个关键要素。
首先,我们需要确定适当的注塑机型号和规格,以满足模具需要的注射压力和流量要求。
注塑机应该具备可调的注射速度和压力控制功能,以适应不同的注塑工艺要求。
其次,我们需要设计一个合理的注射系统。
注射系统主要包括熔化、塑化和注射三个阶段。
在熔化阶段,塑料颗粒通过加热和搅拌混合,被熔化成为流动性较好的熔体。
在塑化阶段,熔体通过螺杆推进的作用,被塑化成为均匀的熔融状态。
在注射阶段,熔融塑料被注射进入模具腔道,填满整个模具空腔。
在设计注射系统时,需要考虑到塑料材料的特性、模具结构、注射压力和速度的要求,以确保注塑过程的稳定性和可控性。
第三,我们需要设计一个合适的冷却系统。
冷却系统的设计对于模具质量和生产效率有着重要的影响。
冷却系统应该能够提供足够的冷却能力和均匀的冷却效果,以确保塑料在模具中的冷却速度和温度分布均匀。
冷却系统的设计需要考虑到模具的结构和材质、注塑过程中塑料的热传导特性,以及冷却介质的选择和循环方式等因素。
此外,我们还需要考虑到模具的顶出系统和废料处理系统的设计。
顶出系统用于将成型产品从模具中顶出,废料处理系统用于处理注塑过程中产生的废料和废水。
这两个系统的设计应与注塑模具浇注系统相配合,以确保顶出效果的稳定和废料处理的环保性。
最后,我们需要进行充分的系统试验和调试,以验证所设计的注塑模具浇注系统的性能和可靠性。
试验和调试过程中,应该注意注塑过程的各个参数和变量的监测和控制,以及系统的自动化程度和安全性。
通过试验和调试,可以进一步优化和改进注塑模具浇注系统的设计,提高产品质量和生产效率。
总之,注塑模具浇注系统的设计是一个复杂而关键的过程。
通过综合考虑注塑机、注射系统、冷却系统、顶出系统和废料处理系统等各个方面的因素,我们可以设计出高效可靠的注塑模具浇注系统,为产品的制造提供良好的技术支持。