数控程序的编制及刀具轨迹仿真的实现
- 格式:pdf
- 大小:105.47 KB
- 文档页数:2

1.CAD(计算机辅助设计):是指工程技术人员在计算机及其各种软件工具的帮助下应用自身的知识及经验,对产品进行包括方案构思,总体设计,工程分析,图形编辑和技术文档整理等一切设计活动的总称。
功能:几何建模,工程分析,模拟仿真,工程绘图。
2.CAPP(计算机辅助工艺设计):是根据产品设计结果进行产品的加工方法和制造过程的设计。
功能:毛坯设计,加工方法选择,工序设计,工艺路线制定和工时定额计算。
3.狭义CAM(计算机辅助制造):指数控程序的编制,包括刀具路线的规划,刀具文件的生成,刀具轨迹仿真以及后置处理和数控代码的生成等作业过程。
4.广义CAM:指利用计算机辅助完成从毛坯到产品制造过程中的直接和间接的各种活动,包括工艺准备,生产作业计划制定物流过程的运行控制,生产控制质量控制等5.CAD\CAM集成技术:是指一种在CAD,CAPP,CAM各应用系统之间进行信息的自动传递和转换的技术6.CAD\CAM的系统:由硬件,软件(核心),和设计者组成的人机一体化系统7.CAD\CAM系统硬件:计算机主机(核心),输入输出设备,存储器,生产设备以及计算机网络等几部分组成8.CAD\CAM系统软件类型:操作系统,支撑软件,应用软件9.CAD\CAM技术的发展阶段:单元技术的发展阶段,CAD\CAM的集成阶段,面向产品并行设计制造环境的CAD\CAM发展阶段10.CAD\CAM系统的网络拓扑结构:线性表,栈与队列,树与二叉树11.PDM功能:电子资料室管理与检索,产品配置管理,工作流程管理,项目管理功能12.成组技术:成组技术是利用相似性原理将工程技术和管理技术集于一体的一种生产组织管理技术。
涉及到相似性标识,相似性开发和相似性应用等技术内容13.设计手册的数据处理包括?处理方法有?包括数表和线图的处理。
方法有数表的程序化、数表的文件化、数表的公式化以及数据库存储等。
14.线图计算机化处理做法?若提供线图原有的公式,只需将公式编写到计算机程序中,直接由公式求取相关的数据。

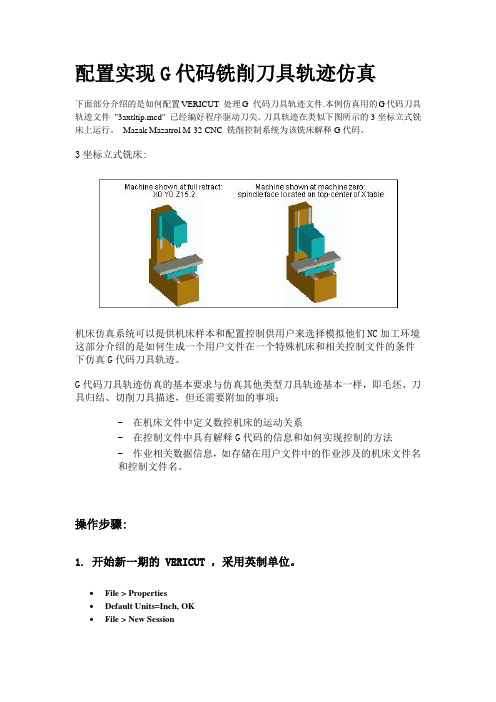
配置实现G代码铣削刀具轨迹仿真下面部分介绍的是如何配置VERICUT 处理G 代码刀具轨迹文件.本例仿真用的G代码刀具轨迹文件"3axtltip.mcd" 已经编好程序驱动刀尖。
刀具轨迹在类似下图所示的3坐标立式铣床上运行。
Mazak Mazatrol M-32 CNC 铣削控制系统为该铣床解释G代码。
3坐标立式铣床:机床仿真系统可以提供机床样本和配置控制供用户来选择模拟他们NC加工环境这部分介绍的是如何生成一个用户文件在一个特殊机床和相关控制文件的条件下仿真G代码刀具轨迹。
G代码刀具轨迹仿真的基本要求与仿真其他类型刀具轨迹基本一样,即毛坯、刀具归结、切削刀具描述,但还需要附加的事项:- 在机床文件中定义数控机床的运动关系- 在控制文件中具有解释G代码的信息和如何实现控制的方法- 作业相关数据信息,如存储在用户文件中的作业涉及的机床文件名和控制文件名。
操作步骤:1. 开始新一期的 VERICUT ,采用英制单位。
∙File > Properties∙Default Units=Inch, OK∙File > New Session如果有提示的话,这样回复:Reset cut model? Yes /Save changes? No 2. 添加一个 5 x 6 x 2 英寸的长方体毛坯模型∙Model > Model Definition: Model tab∙T ype=Block∙Length(X)=5, Width(Y)=6, Height(Z)=2∙Add∙Cancel∙Fit3.指定一个仿真用的G代码刀具轨迹文件 "3axtltip.mcd"∙Setup > T oolpath∙T oolpath T ype=G-Code Data∙Add∙Shortcut=CGTECH_SAMPLES∙File Name=3axtltip.mcd, OK∙OK4. 从文件库中选用普通3轴铣床 "g3vmtt.mch" 和Mazak Mazatrol M-32 CNC 控制系统的控制文件"mazm32.ctl"∙Setup > Machine > Open∙Shortcut=CGTECH_LIBRARY∙File Name=g3vmtt.mch, Open∙Setup > Control > Open∙Shortcut=CGTECH_LIBRARY∙File Name=mazm32.ctl, Open5. 指定该刀具轨迹的程序编制方法为"tool tip"∙Setup > G-Code > Settings: Settings T ab∙Programming Method=T ool Tip∙OK6. 指定刀具轨迹的起点为毛坯的左上角,如图所示这是刀具轨迹文件"3axtltip.mcd"所必需的设置:∙Setup > G-Code > Settings; T ables tab∙Job T ables∙Add/Modify∙T able Name = Input Program Zero∙Select From/T o Locations∙From, Name = T ool∙T o, Name = Stock∙Click on the selection icon on the "T o" row∙Click top left corner. (value should be 0 0 2)∙Add∙Close∙OK刀具轨迹文件"3axtltip.mcd" 中的字母"T"指定是加工零件时用到的刀具的编号,words which specify the tool number of the cutters used to machine the part. The 刀具库文件"3axtltip.tls" 中包含刀具的描述,这和G代码刀具轨迹文件中刀具编码是相对应的。

第三章数控加工程序的编制本章教学重点及难点:数控车床、数控铣床编程的特点;固定循环指令的应用。
§3.1数控车床的程序编制说明:(1)数控车床主要加工轴类零件和法兰类零件,使用四爪卡盘和专用夹具也能加工出较复杂的回转零件。
(2)车削加工时,装在数控车床上的工件随同主轴一起作回转运动,数控车床的刀架在X轴和Z轴组成的平面内运动,主要加工回转零件的端面、内孔和外圆。
(3)由于数控车床配置的数控系统不同,使用的指令在定义和功能上有一定的差异,但其基本功能和编程方法还是相同的。
(4)前置刀架与后置刀架:是数控车床刀架布置的两种形式。
前置刀架位于Z轴的前面,与传统卧式车床刀架的布置形式一样,刀架导轨为水平导轨,使用四工位电动刀架;后置刀架位于Z轴的后面,刀架的导轨位置与正平面倾斜,这样的结构形式便于观察刀具的切削过程、切屑容易排除;且后置空间大,可以设计更多工位的刀架;一般全功能的数控车床都设计为后置刀架。
一、数控车床的编程特点(1)可以采用绝对值编程、增量值编程,或二者的混用。
在采用增量值编程时,有些数控车床不用G91指令,而是在运动轨迹的起点建立起平行于X、Z 轴的增量坐标系U、W。
如:N01 G91 G01 X-20 Z-18 (半径编程)相当于:N01 G01 U-20 W-18N01 G91 G01 X-40 Z-18 (直径编程)相当于:N01 G01 U-40 W-18有些数控车床编程时,绝对坐标指令直接用X、Z 来指定数值;而增量坐标指令直接用U、W来指定数值。
如:N01 G01 X30 W-18 (直径编程)(2)直径编程和半径编程由于零件的回转尺寸(径向尺寸)在图纸上标注及测量时,一般都用直径值表示,因此数控车削加工常用直径编程。
直径编程时,若用G90绝对值编程时,则X值以直径值表示;若用G91相对值编程时,则X 值以实际增量的两倍表示。
半径编程时,若用G90绝对值编程时,则X值以半径值表示;若用G91相对值编程时,则X 值即为实际增量值。
一、填空题(每题1分,共20分)1、CAD系统一般应具有几何建模、工程分析、、工程绘图等主要功能。
2、随着CAD/CAM技术应用的日益广泛和深入,CAD/CAM技术的未来发展主要体现在集成化、网络化、智能化和的实现上。
3、参数化建模技术和变量化建模技术的共同特点为基于特征、全数据相关以及。
4、在投影变换中,三视图是将三维空间物体分别对正面、水平面和侧面进行得到的。
5、实体建模中基本实体的生成方法有体素法和扫描法,其中法是将平面内的任意曲线进行“扫描”(拉伸、旋转等)形成复杂实体的方法。
6、对刀点是数控编程中刀具相对工件运动的,对刀点的选择应使编程简单、加工过程便于检查。
7、在数控编程中确定刀具加工路线时,要保证被加工零件获得良好的加工精度和表面质量,并兼顾走刀路线等方面。
8、CAD/CAM系统数控编程的基本步骤为几何建模、加工工艺分析、刀具轨迹生成、刀位验证和、后置处理以及数控程序的输出。
9、UG NX软件界面的提示行和状态行是重要的信息反馈源,其中行用来显示系统状态以及操作执行的情况。
10、UG NX提供的8种标准视图有前(主)视图、后视图、顶(俯)视图、底(仰)视图、左视图、右视图、图和三角轴测图。
11、在应用UG NX建模时,为简化建模环境的设置,常常建立按相关标准规定预先设定好应用环境参数(如层、线型、颜色等)的空白部件文件,即文件。
12、UG NX中的键槽特征的截面类型包括槽、球形槽、U型槽、T型槽和燕尾槽等。
13、UG NX软件中的特征是采用指针方式复制或者镜像已有特征,生成的特征与已有特征相关联。
14、应用UG NX软件生成的二维工程图是由得到的,工程图的尺寸直接引用三维模型的尺寸。
15、装配建模中的由一个或多个关联约束组成,用来限制组件在装配中的自由度。
16、在装配建模中,应用,可将部件文件中选定的部分几何对象作为该部件的一个替代装入装配件中。
17、在UG NX中对工程图进行尺寸标注时,应用图标可以在用户指定的两条不平行直线之间进行标注。
(新⼿必看)数控机床⾃动编程的基本步骤1. 加⼯零件及其⼯艺分析与⼿动编程⼀样,加⼯零件及其⼯艺分析是数控编程的基础。
⽬前这项⼯作主要还需⼈⼯来做,随着CAPP技术的发展,将逐渐由CAPP或借助CAPP来完成。
主要任务有:①零件⼏何尺⼨、公差及精度要求的核准;②确定加⼯⽅法、⼯夹量具及⼑具;③确定编程原点及编程坐标系;④确定⾛⼑路线及⼯艺参数;2. 加⼯部位造型与前述相同,有三种⽅法获取和建⽴零件⼏何模型:①利⽤软件本⾝提供的CAD设计模块;②将其他CAD/CAM系统⽣成的图形,通过标准图形转换接⼝(如STEP、DXFIGES、STL、DWGPARASLD、CADL、NFL等),转换成本软件系统的图形格式;③利⽤三坐标测量机数据或三维多层扫描数据。
3. ⼯艺参数输⼊将⼯艺分析中的⼯艺参数输⼊到⾃动编程系统中,常见的⼯艺参数有:①⼑具类型、尺⼨与材料;②切削⽤量,如主轴转速、进给速度、切削深度及加⼯余量等;③⽑坯信息,如尺⼨、材料等;④其他信息,如安全平⾯、线性逼近误差、⼑具轨迹间的残留⾼度、进退⼑⽅式、⾛⼑⽅式、冷却⽅式等。
4. ⼑具轨迹⽣成与编辑⾃动编程系统将根据⼏何信息与⼯艺信息,⾃动完成基点和节点计算,并对数据进⾏编排,形成⼑位数据;⼑位轨迹⽣成后,⾃动编程系统将⼑具轨迹显⽰出来,如果有不合适的地⽅,可在⼈⼯交互⽅式下对⼑具轨迹进⾏编辑与修改。
5. ⼑具轨迹的验证与仿真⾃动编程系统提供验证与仿真模块,可以检查⼑具轨迹的正确性与合理性。
验证模块指通过模拟加⼯过程来检验加⼯中是否过切,⼑具与约束⾯是否发⽣⼲涉与碰撞等;仿真模块是将加⼯过程中的零件模型、机床模型、夹具模型及⼑具模型⽤图形动态显⽰出来,基本具有试切加⼯的效果。
6. 后置处理将⼑位数据⽂件转换为数控装置能接受的数控加⼯程序。
7. 加⼯程序输出①将加⼯程序利⽤打印机打印清单,供⼈⼯阅读;②将加⼯程序存⼊存储介质,⽤于保存或转移到数控机床上使⽤;③通过标准通信接⼝,将加⼯程序直接送给数控装置。
文章编号:1003 0794(2002)11 0032 02
数控程序的编制及刀具轨迹仿真的实现
蒲志新1,林贵瑜2,陈维红3,熊永超1
(1 辽宁工程技术大学,辽宁阜新123000;2 东北大学,辽宁沈阳110015;3 湖光星源光电公司,江苏无锡461400)
摘要:利用Visual C++开发数控技术刀具轨迹仿真软件,用于本科生实验教学。
该软件可以实现数控程序的编制、语法检测、刀具轨迹仿真、基础知识学习等功能。
关键词:数控技术;Visual C++;刀具轨迹;仿真
中图号:TP311
文献标识码:A
1 前言
数控程序的编制和联机调试是 数控技术 课程的一个重要环节。
目前由于高等院校的实验室设备不足,尽管有的学校购置了仿真设备和软件,但因为成本太高,无法满足学生的实验要求。
随着计算机的普及,高等院校都购置了大量计算机,如能将计算机应用到试验中,就可保证每生一机。
于是,我们便进行了数控技术课程刀具轨迹仿真软件的开发。
该软件实现了在计算机上独立地进行数控编程和刀具轨迹的仿真,可以增加学生的数控程序编制和调试的机会。
对于增强学生在机电控制及自动化领域工作的适应性,培养其相关技术的应用、开发和研究的能力,具有重要的作用。
2 软件的设计思路
本教学软件采用目前流行的面向对象设计的开发软件Visual C++(简称VC)。
该软件功能强大,尤其是面向对象技术,充分利用C++语言的封装、继承、多态、重载和虚函数等特性,使代码和数据分离,使程序可移植性好,可扩充性好,易于维护。
本教学软件采用模块化结构设计,先对各功能模块进行编制、调试、最后进行联调、运行。
3 软件的总体设计要求
(1)数控程序的编制功能 能够实现数控源代码的输入、编辑、存储等功能。
(2)语法检查功能 对输入的数控源代码进行语法检查。
如果有错误,能提示用户修改。
(3)程序的仿真功能 对编制好的数控源代码,经语法检查无误后,可以运行,显示刀具的运行轨迹,对要实现的功能进行仿真。
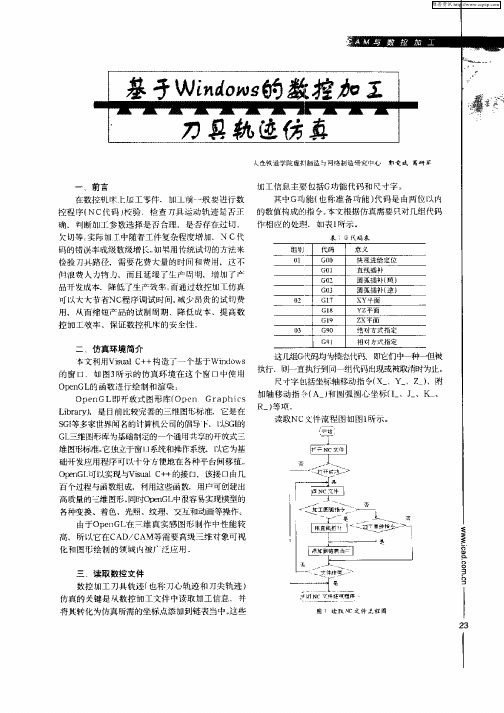
4 数据结构设计
国际标准的数控代码有很多,我们这里只对常用的指令进行了编制,如果需要,可以扩充。
常用的指令有G 指令:G00,G01,G02,G03,G04,G90,G91,G92;M 指令:M00,M02,M03,M04,M05,M06,M30;F
指令是进给速度指令;T 指令是刀具指令;S 指令是
主轴指令。
(1)各项参数的设置 采用一个C Set 类实现此功能,包括刀具编号、对刀点的坐标、工件的内外圆直径、工件长度、轨迹仿真的显示倍率。
具体界面如图1所示。
(2)程序实现的主界面 采用一个CNctest 类实现此功能,包括数控指令的分类、各种控件所对应的变量、各种坐标设置函数、各种指令设置函数、指令的行数、每行指令的个数、指令的处理函数、换刀函数、刀具的进给速度、各种运行状态标志等的设定、改变。
图1 参数设置界面Fig.1 Interface of preferences
5 主要功能实现
(1)数控源代码的输入和编辑
充分利用VC 的强大功能,用编辑控件来实现。
在视图窗口中添加一个编辑控件,并设置相应属性。
具体功能有:输入数控源代码,并转换成大写;能够进行多行编辑;可以剪切复制粘贴。
(2)语法检查功能的实现
当执行该模块时,首先对编辑控件内的数控源代码逐行扫描。
如果有分号或回车符,认为该行结束,并计算行数;如果没有行结束符,则提示用户修正。
逐行扫描以后,对每行进行单词分解,查找预先存储的单词表,成功则继续;失败则提示用户该行有不能识别指令。
识别出功能代码后,转到相应程序,进行编号识别,例如识别出是G 代码后,要判断随后的数字,如果是已经存储好的,则成功;否则提示
!32! 煤 矿 机 械 2002年第11期
文章编号:1003 0794(2002)11 0033 02
MG150∀W 1无链采煤机部件及整机试验方法
谭 兵,陈小兵
(盘江煤电集团公司机电分公司,贵州盘县553536)
摘要:介绍MG150∀W 1型采煤机的试验过程,提出合理的技术要求。
关键词:采煤机;试验;方法中图号:TD421 6
文献标识码:A
1 前言
采煤机是现代煤矿生产的最主要的采煤设备。
井下地质条件复杂,要求采煤机的性能可靠,能完成井下采煤工作。
因此,采煤机在出厂时和使用一个采面进行大修后,必须严格进行试验。
2 MG150∀W 1型采煤机试验
该采煤机是上海冶金机械厂生产,是我集团公司的主要采煤设备。
以前由于我公司没有较好的试验手段,条件较差,到井下采煤时,故障较多,使用维护工作量大。
为了更好地确保井下生产,根据现有的条件,大修车间合理组织了以下几项试验。
(1)主泵试验。
在公称转速、最大排量下,逐渐加载至最高输出压力或额定压力的125%。
运转1min 以上。
不得有异常现象,观察外泄漏、噪声、振动及温升不得有异常现象。
(2)马达的试验。
在空载压力工况下启动,达到额定转速后,运转2min 以上,开始测量排量,其值应在公称排量95%~110%的范围内,然后逐渐加载分级跑合。
满载试验在额定压力、额定转速、最大排量工况下。
运转2min 以上,测量排量与外泄量,计算出容积效率,其值不得低于原出厂规定的5%,大修后马达的容积效率不得低于出厂规定,无出厂规定时,超载试验,在额定转速最大排量下,加载至最高输入压力或额定压力的125%,运转1min 以上,不得有异常现象。
用户暂时不能处理该指令。
(3)刀具轨迹仿真的实现
在语法检查没有成功之前,该模块是禁止的。
执行时,采用逐行解释的形式,正在执行的行,显示在当前行窗口,执行各功能代码时,转移到具体指令执行程序,如画圆和直线等。
比如G00X100Y100;仿真时则把刀具快速移动到坐标是X100Y100的点。
(4)基础知识学习模块的实现
用网页的形式编制了各章节的知识要点和详细内容,方便学生在编程的过程中进行学习。
该模块在程序启动时就执行,学习内容一目了然。
(5)数控代码的存储和打开
在代码正确时,可以存储起来,以备下次使用。
打开文件就可以使用,节省重新输入代码的时间。
6 结语
该软件经过2a 使用,反映良好,达到了预期的效果。
参考文献:
[1]Michael J.Young(邱仲潘,等译) Vis ual C++6 0从入门到精通[M] 北京:电子工业出版社,1999
[2]廖效果,朱启逑 数字控制机床[M ] 武汉:华中理工大学出版社,1992
[3]廖效果,刘又午 数控技术[M ] 武汉:湖北科学技术出版社,2000
作者简介:蒲志新(1971-),辽宁阜新人,讲师,1997年毕业于辽宁工程技术大学机械制造工艺与设备专业,现在辽宁工程技术大学从事教学工作,在读机械电子专业硕士研究生。
收稿日期:2002 07 21
Compile numerical control program and knife_locus simulate
PU Zhi_xin 1,LIN Gui_yu 2,CHEN Wei _hong 3,XIONG Yong _chao 1
(1 Liaoning University of Eng i neering and T echnology,Fuxin 123000,China;2.Northeastern University,Shenyang 110015,China;
3.Huguang Xingyuan Photoelectricity Company,Wuxi 461400,China)
Abstract:It is a study on using VC++6.0to e xploit the software of numerical control knife_locus simulation,which is used in the e xperiment teaching of undergradua te.The software can realize numerical control programming,syntax inspec t ing,knife _locus simulation,studying basic kno wledge,etc.
Key words:numerical c ontrol technology;Visual C++;knife _locus;simulation
!33! 2002年第11期 煤 矿 机 械。