汽车安全气囊气体发生器激光焊接系统与工艺
- 格式:pdf
- 大小:600.78 KB
- 文档页数:10

陕西省发展和改革委员会关于商洛比亚迪实业有限公司汽车安全气囊及气体发生器装配生产线项目备案的
通知
文章属性
•【制定机关】陕西省发展和改革委员会
•【公布日期】2009.06.09
•【字号】陕发改工业[2009]768号
•【施行日期】2009.06.09
•【效力等级】地方规范性文件
•【时效性】现行有效
•【主题分类】交通运输综合规定
正文
陕西省发展和改革委员会关于商洛比亚迪实业有限公司汽车安全气囊及气体发生器装配生产线项目备案的通知
(陕发改工业〔2009〕768号)
商洛市发展改革委:
商发改字〔2009〕223号收悉。
汽车安全气囊及气体发生器装配生产线项目,建设地址在商洛市商丹循环工业区沙河子现代材料产业园区。
项目总投资23200万元。
主要建设内容:新建生产厂房、装配厂房、检验试验室、原材料库、研发办公楼等13321平方米,购置激光焊接设备、塑料注射成型机、自动化控制装备等国产及自制设备720台(套),项目建成后将形成年产100万只汽车安全气囊的生产能力。
经审查,符合《陕西省企业投资项目备案暂行办法》的规定,同意备案。
请据此抓紧办理项目建设相关手续,待符合开工条件后,于开工建设前15日报告我委。
二○○九年六月九日。

激光焊的原理与应用1. 激光焊的原理激光焊是一种利用激光束的高能量和高密度进行材料加工的技术。
激光束经过聚焦和定位后,能够在短时间内加热工件的表面,使其局部熔化并与其他工件或填充材料形成牢固的焊接接头。
1.1 激光的生成原理激光是通过激活物质来产生的一种高强度、高聚集度、单色性良好的光束。
常见的激光发生器包括气体激光发生器、固体激光发生器和半导体激光发生器。
1.2 激光与材料的相互作用激光束与材料相互作用时,主要通过光学吸收和热传导的方式来传递能量。
激光束照射到材料表面时,由于光的吸收,工件表面温度迅速升高,达到材料的熔点或沸点,形成熔池区域。
1.3 激光焊接过程激光焊接过程主要包括激光束与工件的相互作用、传热和传质过程。
激光束的聚焦能量将工件局部加热至熔点以上,然后形成熔池,熔池冷却后形成焊缝。
2. 激光焊的应用激光焊由于其独特的特点,在现代工业中得到了广泛的应用。
以下是激光焊的一些主要应用:2.1 电子产品制造激光焊广泛应用于电子产品的制造过程中,特别是电子元器件的连接和封装。
激光焊具有高精度、低热影响区域、无接触等优点,可以满足电子产品对焊接质量和可靠性的要求。
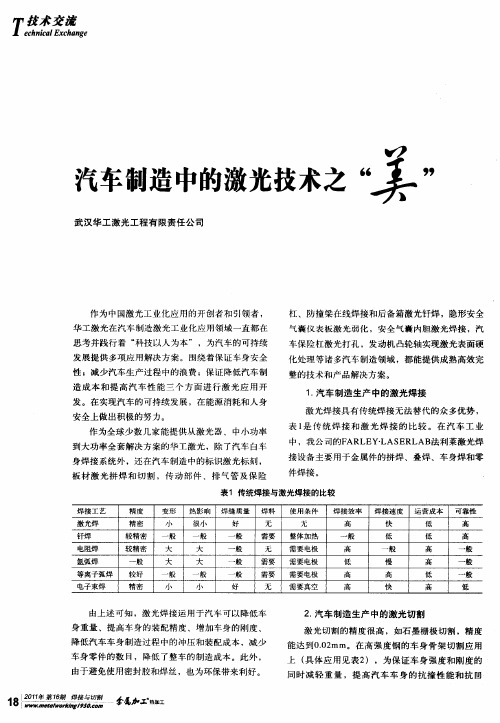
2.2 汽车制造激光焊在汽车制造中起到了关键作用。
汽车零部件的焊接需要高焊接质量和高效率,激光焊能够满足这些要求。
例如,汽车车身和底盘的焊接、发动机部件的连接等。
2.3 机械制造激光焊在机械制造领域也得到了广泛应用。
例如,船舶、飞机和高速列车等大型机械设备的焊接需要高强度和高密度的焊接接头,激光焊具有非常好的效果。
2.4 铁路轨道维修激光焊在铁路轨道维修中也发挥了重要作用。
激光焊可以用于轨道的焊接、修复和连接,具有高效率和高质量。
与传统焊接方法相比,激光焊在轨道维修中可以减少能量消耗和工程时间。
2.5 医疗器械制造激光焊在医疗器械制造中具有广泛的应用。
激光焊可以实现医疗器械的组装、精细焊接和封装,具有低热影响、无粘接剂和高强度的特点。

激光焊接技术的研究现状及发展趋势探究激光焊接技术是一种高精度、高效率的焊接方法,近年来得到了广泛的应用和发展。
本文将探究激光焊接技术的研究现状和发展趋势,分析其在各个领域的应用以及未来的发展方向。
一、激光焊接技术的研究现状1. 激光焊接工艺激光焊接是利用激光束对材料进行加热,从而使材料表面产生熔化,并将熔化池与受热区域形成牢固的结合。
激光焊接工艺主要包括传统激光焊接、深层激光焊接、激光-激光混合焊接、激光-煤炭混合焊接等多种方式,每种方式都有其适用的具体情况。
2. 激光焊接设备激光焊接设备包括激光发生器、激光传输系统和焊接装置等部分。
目前,市场上主要有固体激光器、液体激光器和气体激光器等多种类型的激光器可供选择,其中固体激光器因其高功率、高能量密度和高效率等优势,逐渐成为主流。
3. 激光焊接材料激光焊接可适用于多种材料,包括金属材料、合金材料、塑料材料等。
而随着激光焊接设备和工艺的不断改进,其在特殊材料、复合材料和高温材料等方面的应用也逐渐增多。
4. 激光焊接检测技术激光焊接后的焊缝质量直接影响着工件的使用性能,因此激光焊接检测技术成为焊接过程中不可或缺的一部分。
目前,主要的检测技术包括激光扫描显微镜检测、红外热像仪检测、超声波检测和X射线检测等多种方式。
5. 激光焊接应用领域激光焊接技术已经广泛应用于汽车制造、航空航天、电子设备、医疗器械、管道制造等领域。
在汽车制造中,激光焊接可以实现车身零部件的高效焊接,提高生产效率,减少成本。
6. 激光焊接的优势与传统焊接方法相比,激光焊接具有焊缝小、变形小、热影响区小、焊接速度快、热影响深度浅等特点。
激光焊接在一些对焊接质量要求高、对材料变形敏感的领域有着明显的优势。
1. 激光焊接设备的技术升级随着激光技术的不断发展,激光焊接设备的性能将不断提升。
固体激光器的输出能量和能量密度将不断增加,激光束质量和稳定性将得到进一步提高,激光束调控技术也将更加精密。
2. 激光焊接工艺的创新针对不同的焊接需求,激光焊接技术将不断进行工艺创新。

华中科技大学硕士学位论文汽车仪表板激光弱化设备的设计及弱化工艺研究姓名:***申请学位级别:硕士专业:光学工程指导教师:***20090514AbstractWith the continuous development of automotive technology and the people of their security requirements, more and more cars are equipped with a co-pilot airbag. For the purpose of opening airbag normally, there is a cover on the top of it for release the airbag. There is a visible assembly line between the cover and instrument panel. In recent years, more and more instrument panel is designed as integrated airbag for the beautiful and comfortable of cars. The airbag can be opened through the weakening line on the instrument panel. Weaken the instrument panel by laser is developed with automotive technology and laser technology. Laser can be used for processing a large aspect ratio micro-hole or line because of its high energy density, non-contact process and the advantages of small heat-affected. It is very suitable for processing of the weakened line of the instrument panel.For the purpose of the engineering application, we designed the laser weakening system for the instrument panel, so that it can used in the production line. Through the analysis and choice, we use the robot to catch the instrument panel and fixed the laser head. This thesis mainly introduced the selection and property for the laser and robots, the fixture for the instrument panel are designed in this paper, Optical System are using a Reflection Mirrors and a focusing mirror, and introduced the circulating water system and pneumatic system. According to the requirements of the factory, we designed the layout of the laser weakening systemWith the completer of Equipment installation, we analysis the issue that impact the depth of weakening, such as laser power, duty, frequency, speed, focus position and the pressure of the blow air. Make experiment and analysis the data, we found that the depth of weakening increases with the increasing of laser power, and decreases with the increasing of speed. The frequency and speed affect the performance of the weakening line. The focus position is appropriate at -1mm. The pressure of the blow air is appropriate at 0.35Mpa.The stability of the experiment can be controlled in ±0.1mm. Finally, we found the appropriate parameters for the laser weakening system.Key words:laser weakening instrument panel独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
Weldox700E高强度钢焊接性探讨张飒;王攀;庄园【摘要】The welding performance of the Sweden Vivitar Weldox700E high strength steel was analyzed.The microstructure and physical properties of the materials were systematically tested,and the microstructure of the heat affected zone and the problem of decline in toughness were analyzed. The results show that Weldox700E steel has good weldability,and there is a linear correlation be-tween the organizational structure and the impact toughness,which provides a theoretical guidance for enterprises to determine the relation among organizational structure and physical properties in the welding process evaluation.%对瑞典威达 Weldox700E高强度钢的焊接性能进行研究,测试了焊接区域显微组织结构和物理性能,分析了热影响区显微组织与韧性下降的关联问题。
结果表明,Weldox700E 高强度钢焊接性能良好,其组织结构与冲击韧性之间存在一定的线性关系。
研究结果为企业在焊接工艺评定中确定中高强度钢组织结构和物理性能之间的关系提供了一定的理论参考。
【期刊名称】《中国机械工程》【年(卷),期】2016(027)013【总页数】5页(P1815-1819)【关键词】高强度钢;焊接性;组织结构;冲击韧性【作者】张飒;王攀;庄园【作者单位】厦门大学福建省特种先进材料重点实验室,厦门,361005;厦工机械股份有限公司,厦门,361023;厦工机械股份有限公司,厦门,361023【正文语种】中文【中图分类】TG457高强度钢由于具备优良的可成形性以及较低的制造成本,将作为主要的工程材料发挥越来越重要的作用[1],然而高强钢焊接时有淬硬倾向,容易产生冷裂纹,同时伴有热影响区韧性下降的现象[2-7],其焊接区域的组织结构对其物理性能尤其是冲击韧性至关重要[8-11]。
激光焊接机工作原理1.激光发生器激光发生器是激光焊接机的核心部件,它能够产生一束单色、一致相位和方向的激光束。
激光发生器通常采用固体激光器或气体激光器。
其中,固体激光器通过在激活介质中释放能量来产生激光束,气体激光器则在激光气体中通过放电来产生激光束。
2.激光束控制系统激光束控制系统是激光焊接机中的另一个重要部件,它能够控制激光束的大小、方向和焦点位置,从而使其能够精确地照射到焊接接头上。
激光束控制系统通常由准直器、大小系统、扫描控制系统和光束稳定系统等组成。
3.工件定位系统工件定位系统是激光焊接机中用于固定并定位待焊接工件的部件。
它能够根据工件的形状和尺寸进行调整,并确保待焊接的接头位于激光焊接机的焊接范围内。
4.辅助气体系统辅助气体系统是激光焊接机中用于辅助焊接过程的部件。
它能够通过向焊接接头上方喷射惰性气体,如氩气或氮气,来保护焊接接头不被外界气体和氧气污染。
辅助气体还可以用于吹除接头表面的灰尘和杂质,提供清洁的焊接环境。
5.焊接监控系统焊接监控系统是激光焊接机中用于监测和控制焊接过程的部件。
它可以通过对焊接接头的温度、形状、质量和焊接速度等参数进行测量和分析,从而及时发现并修正潜在的焊接缺陷。
6.焊接过程当激光束穿过激光焊接机的准直器和大小系统后,它将被聚焦到焊接接头上,产生高温区。
在高温区内,接头材料被熔化并与其他接头材料相融合,形成一个坚固的焊接连接。
焊接过程中,辅助气体会从激光焊接机的喷嘴中喷射出来,保护焊接接头并吹除焊接区域的灰尘和杂质。
总结:激光焊接机工作原理是通过激光束在焊接接头上产生高温,使接头材料熔化并连接。
它由激光发生器、激光束控制系统、工件定位系统、辅助气体系统和焊接监控系统等组成。
在焊接过程中,激光束被聚焦到焊接接头上,辅助气体保护接头不受外界气体和氧气污染。
焊接监控系统可以实时监测和控制焊接过程,确保焊接质量达到要求。
激光焊接机具有高精度、高效率和低热影响区等特点,广泛应用于金属和非金属材料的焊接领域。
激光焊接技术激发电子或分子使其在转换成能量的过程中产生集中且相位相同的光束,Laser来自Light Amplification by Stimulated Emission Radiation的第一个字母所组成。
由光学震荡器及放在震荡器空穴两端镜间的介质所组成。
介质受到激发至高能量状态时,开始产生同相位光波且在两端镜间来回反射,形成光电的串结效应,将光波放大,并获得足够能量而开始发射出激光。
激光亦可解释成将电能、化学能、热能、光能或核能等原始能源转换成某些特定光频(紫外光、可见光或红外光的电磁辐射束的一种设备。
转换形态在某些固态、液态或气态介质中很容易进行。
当这些介质以原子或分子形态被激发,便产生相位几乎相同且近乎单一波长的光束-----激光。
由于具同相位及单一波长,差异角均非常小,在被高度集中以提供焊接、切割及热处理等功能前可传送的距离相当长。
世界上的第一个激光束于1960年利用闪光灯泡激发红宝石晶粒所产生,因受限于晶体的热容量,只能产生很短暂的脉冲光束且频率很低。
虽然瞬间脉冲峰值能量可高达10^6瓦,但仍属于低能量输出。
使用钕(ND)为激发元素的钇铝石榴石晶棒(Nd:YAG)可产生1---8KW的连续单一波长光束。
YAG激光,波长为1.06uM,可以通过柔性光纤连接到激光加工头,设备布局灵活,适用焊接厚度0.5-6mm。
使用CO2为激发物的CO2激光(波长10.6uM),输出能量可达25KW,可做出2mm板厚单道全渗透焊接,工业界已广泛用于金属的加工上。
属于熔融焊接,以激光束为能源,冲击在焊件接头上。
激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。
激光焊接属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。
激光焊可以与MIG焊组成激光MIG 复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。
(1)可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
汽车美容类型(一)汽车/用品/配件/改装/摩托●汽车美容之车表护理:无水洗车、泡沫精无水洗车/list.php/26.html致洗车、全自动电脑洗车、中性环保蜡水精细洗车,底盘清洗,漆面圬渍处理、漆面飞漆处理、新车开蜡、氧化层去除、漆面封蜡、漆面划痕处理、抛光翻新、金属件增亮、轮胎增亮防滑、玻璃抛光、轮毂清洁处理、外饰条清洗、发动机外部美容、划痕快速修复、汽车漆表的沥青、焦油的去处、顶蓬去污翻新处理、汽车玻璃防雨防雾处理/list.php/50014480.html●汽车美容之内饰翻新:顶棚清洗、车门衬板清洗、仪表盘清洗护理、桃木清洗、丝绒清洗、地毯除臭、塑料内饰清洗护理、真皮座椅清洗、全车皮革养护、全车桑拿、空调风口清洗、座套坐垫清洗、行李箱清洁护理、全车吸尘处理●汽车美容之高级美容:漆面封釉、漆面镀膜、汽车桑拿、底盘装甲、臭氧消毒、划痕修复、专业真皮修护、内室干洗等。
/list.php/50014481.html汽车美容类型(二)/list.php/50014648.html 现代汽车美容服务大体上可分为车身美容、内部美容、漆面处理、汽车防护和汽车精品等几部分。
1.车身美容/list.php/50018708.html车身美容主要包括高压洗车,除锈、去除沥青、焦油等污物,上蜡增艳与镜面处理,新车开蜡,钢圈、轮胎、保险杠翻新与底盘防腐涂胶处理等项目。
经常洗车可以清除车表尘土、酸雨、沥青等污染物,防止漆面及其他车身部件受到腐蚀和损害。
适时打蜡不但能给车身带来光彩亮丽的效果,而且多功能的车蜡能够无微不至地呵护爱车,可以防紫外线、防酸雨、抗高温及防静电。
/list.php/50014477.html2.内部美容http://www.taobao4/list.php/50018772.html内部美容主要分为车内美容、发动机美容、行李箱清洁等内容。
其中车内美容包括仪表台、顶棚、地毯、脚垫、座椅、座套、车门衬里的吸尘清洁保护,以及蒸汽杀菌、冷暖风口除臭、车内空气净化等项目。
发动机美容则包括发动机冲洗清洁、喷上光保护剂、做翻新处理、三滤清洁(指的是燃油滤清器、机油滤清器、空气滤清器)等项目。
3.漆面处理/list.php/50014482.html漆面处理服务项目可分为氧化膜处理、飞漆处理、酸雨处理、漆面划痕处理、漆面破损处理及整车喷漆。
漆面处理不仅能使爱车永保“青春”。
还能复原您不慎造成的划痕及破损。
更好地保护车身,使汽车保值。
/list.php/50018720.html4.汽车防护汽车防护的项目包括贴防爆太阳膜、安装防盗器、安装静电放电器、安装汽车语音报警装置等。
汽车防护虽然对汽车的美观不产生直接影响,但却能很好地呵护爱车。
/list.php/50014537.html5.汽车精品汽车精品是汽车美容的点睛之处,也是一种汽车生活文化的体现,它致力于把汽车营造成一个流动的生活空间,诸如车用香水、蜡掸、护目镜、把套、坐垫等。
汽车精品带给人们的是一种贴身的关怀。
/list.php/50014479.html一分功夫一分精彩。
美丽的背后绝不仅仅是追逐时尚的冲动,更多的是对另一种物质文化的把握。
/list.php/50014666.html中国机械工程第19卷第18期2008年9月下半月1激光焊接系统图1为安全气囊气体发生器壳体结构示意图。
华中科技大学光电子科学与工程学院激光加工国家工程研究中心研制的汽车安全气囊气体发生器激光焊接设备由HUST一5000型低阶模横流CO:激光器、双温冷水机组、三工位导光系统、3个两轴数控工作台、聚焦系统和安全保护装置等组成,如图2所示。
图l安全气囊气体发生器壳体结构示意图图2汽车安全气囊气体发生器三工位激光焊接设备1.1高稳定性的低阶模横流CO:激光器在安全气囊气体发生器的激光焊接中,在焊接相同的熔深下,激光器模式越低,所需的激光功率也越低,气体发生器壳体的温升越低,焊接过程越安全。
为此在原有HUST一5000型横流C0z激光器二折腔的基础上,成功研制了实用化的三折光学谐振腔系统。
该激光器为无He运行连续横流CO:激光器,实验中工作气体的混合比为驴(C0:):驴(Nz):驴(Ar)一1:8:7,总气压为8.8kPa,最大输出功率为3000W,模式为TEM。
和TEM。
,电光转换效率为15%,近场光束直径为18ram,光束发散全角2臼≤0.0015rad。
该激光器光束质量好,运行成本低,完全满足安全气囊气体发生器的激光焊接性能要求。
1.2三工位焊接系统工作原理为了提高激光器的利用率,本文研制了三工位导光系统,图3为汽车安全气囊气体发生器激光焊接设备的三工位导光系统示意图,在三工位都不工作的时候,光闸反射镜处于激光光路中,将激光反射到吸收体上,此时,红光通过光闸反射镜背面的反射镜进入各个工位进行调节指示。
当第一个工位请求工作时,第一工位分工镜移动到激光光路中,光闸反射镜离开激光光路,激光被导入到第一工位,第一工位工作结束后,光闸反射镜移动到激光光路中,第一工位分工镜离开激光光路;当第二个工位请求工作时,光闸反射镜离开激光光路,激光被导人到第二工位,第二工位工作结束后,光闸反射镜移动到激光光路中;当第三个工位请求工作时,第三工位分工镜移动到激光光路中,光闸反射镜离开激光光路,激光被导人到第三工位,第三工位工作结束后,光闸反射镜移动到激光光路中,第三工位分工镜离开激光光路。
三工位导光系统采用PLC进行控制,3个工位按照时间先后顺序优先取得激光使用权限,同时,采用到位检测、自锁互锁操作,保证设备运行的可靠性和安全。
…光囱銎薯国第二工位:两囫r撇触酯第一工位:两险型轴数控加工台图3三工位导光系统示意图焊接效率分析如图4所示,以焊接主气囊气体发射器外圆环焊缝为例,对于单工位系统(图4a),一道焊缝的整个焊接周期包括图4a中的a—b3个阶段,a阶段为焊接前零件的装夹、转台转时间问系统(a)单工位焊接系统激光时间利用率尹萨严严料黼问I厂]厂]厂]广]厂]厂]广一罢晋型…{一址l厂];一生l厂]¥--T位l—』广—L…;一—』r——L~.第二工位r—-1…一广_1一…磊一主茬时『日】(b)三工位焊接系统激光时间利用率图4三工位焊接系统焊接效率分析动、光轴到位、吹气、到位检测等焊接准备步骤,时间大约9s,b阶段为激光焊接过程,大约10s,c阶段为焊接后转台转动、光轴移开、停止吹气、零件卸载等,大约为6s,整个焊接周期时间为25s。
图4a中粗线表示激光时间利用率,A阶段为激光导中国机械工程第19卷第18期2008年9月下半月图6水压破坏试验效果图的水压破坏试验效果图。
3结论(1)研制了高光束质量三折腔横流C0:激光器,实现了TEM。
+TEM。
,混合模3000W输出。
开发了汽车安全气囊气体发生器三工位激光焊接系统,将激光时间利用率从单工位焊接系统的40%提高到90.9%。
(2)进行了不锈钢汽车安全气囊气体发生器壳体激光焊接工艺研究,激光功率为2000W,焊接时间为10s,不锈钢发生器壳体的耐水压值达到72.5~75MPa(壳体和焊缝都有开裂现象),焊接强度接近壳体材料强度极限,超过气体发生器壳体密封焊接强度要求的45MPa。
离焊缝10mm远处,壳体温升不超过120℃,满足装填产气剂以后对壳体实施焊接的温度要求。
参考文献:周奎军,陈保伟,赵海静.气体发生器壳体强度设计口].火工品,2004(2):54—56.乌秀春,王红,王若愚.安全气囊气体发生器的压力容器试验研究[J].液压与气动,2006(8):49—50.马春生,岳卉,黄世霖,等.基于提高乘员保护效能的安全气囊折叠方法研究tJ3.汽车工程,2005,27(3):980—984.杨晓川.摩擦焊技术在气体发生器研制生产中的应用[J].四川大学学报(自然科学版),2004,41(S):426-429.郑启光,秦应雄,朱蕴策,等.汽车剪裁板的激光高速拼焊试验研究[J].光学技术,2002,28(5):422—426.(编辑何成根)作者简介:泰应雄。
男,1978年生。
华中科技大学光电子科学与工程学院讲师、博士。
研究方向为高功率气体激光器及应用。
获教育部科技进步一等奖1项,湖北省科技进步二等奖l项,中国授权发明专利3项。
发表论文10余篇。
詹重辉,男,1963年生。
华中科技大学光电子科学与工程学院教授、博士研究生导师。
钾蛔,女,1978年生。
华中科技大学光电子科学与工程学院讲师。
彭藩,男,1977年生。
华中科技大学光电子科学与工程学院讲师。
邛前松,男,1976年生。
华中科技大学光电子科学与工程学院工程师。
钟如涛。
男,1967年生。
华中科技大学光电子科学与工程学院博士。
李正佳,男,1945年生。
华中科技大学光电子科学与工程学院教授、博士研究生导师。
(上接第2202页)而不考虑其原始文件格式、数据库组织或平台,最终使得产品开发周期大大缩短。
在产品研发过程中将所用到的相关应用软件工具,包括CAD、CAPP、CAM、ERP等,通过PDM的封装功能形成一个集成化的应用工具集。
本文通过研究BOM在纺织机械产品开发过程中的演变过程,以及在纺织机械企业PLM系统实施过程的实际应用,定位各种不同的BOM视图和状态,为企业在实施信息化协同设计、制造和管理的过程中,规划BOM的状态演变提供了相关的技术方法和实际经验。
参考文献:[13肖田元,韩向利,王新龙.虚拟制造的定义与关键技术EJ].清华大学学报(自然科学版),1998,38(10):102-106.[2]黄学文,范玉顺.BOM多视图与视图之间映射模型的研究[J].机械工程学报,2005,41(4):97—102.[3]徐汉川,徐晓飞,战德臣,等.一种结合设计BOM/BOP的制造BOM生成方法[J].中国机械工程,2005,16(8):701-705.刘晓冰,黄学文,马跃,等.面向产品全生命周期的xBOM研究[J].计算机集成制造系统一cIMS,2002,8(12):983—987.张天顺,阳厚森,杨林楠.CAPP与ERP集成中的EBOM/MBOM的转换研究[J].制造技术与机床,2005(3):34—37.张和明,熊光愣.制造企业的产品生命周期管理[M].北京:清华大学出版社,2006.童秉枢,李建明.产品数据管理(PDM)技术[M].北京:清华大学出版社,2000.乌云,尚风武.基于PDM的应用系统集成过程中BOM表的讨论[J].工程图学学报,2002(1):37—41.(编辑何成根)作者简介:韩丹,男,1956年生。
经纬纺织机械股份有限公司高级工程师。
主要研究方向为产品数据管理、企业信息化研究和实施。
不和舅,男.1966年生。
清华大学国家CIMS工程技术研究中心副研究员、博士。