复合板展开长度的计算
- 格式:doc
- 大小:90.50 KB
- 文档页数:2


折弯展开计算公式
1.V型折弯计算公式:
V型折弯是最简单的一种折弯方式,常见于薄板的折弯加工。
展开长度的计算公式如下:
展开长度=折弯线长度×π×弯曲角度/180
其中,折弯线长度指的是两个折弯边缘之间的直线距离,弯曲角度指的是两个折弯边之间的夹角,π是一个常数,约等于3.14
2.U型折弯计算公式:
U型折弯是将平板折弯成U形的一种方式,常见于制作箱体或管道。
展开长度的计算公式如下:
展开长度=π×R×弯曲角度/180+2×t×弯曲角度/180
其中,R是U型折弯的半径,t是平板的厚度。
3.槽型折弯计算公式:
槽型折弯是在平板上制作一条槽,将其折弯成一种特定形状的方式,常见于制作复杂曲线形状的零件。
展开长度的计算公式如下:展开长度=(2×L×e/h+π×R)×弯曲角度/180
其中,L是槽的长度,e是槽的宽度,h是平板的厚度,R是槽的曲率半径。
需要注意的是,这些折弯展开计算公式只是一种近似的计算方法,实际折弯过程中还会受到材料的弹性变形、弯曲工具的半径等因素的影响,因此在实际应用中还需要根据实际情况进行调整和修正。

钣金加工计算公式钣金加工是一种常见的金属加工技术,用于将金属板材加工成所需形状的工艺。
在进行钣金加工时,我们需要考虑一些基本的计算公式,以确保加工质量和精度。
下面是钣金加工中常用的一些计算公式:1.板材展开长度计算公式:展开长度=(外周长+冗余值)/压延系数其中,外周长指的是材料未加工前的周长,冗余值一般选取材料厚度的1-2倍,压延系数是指未加工前材料与加工后展开形状之间的长度比例。
2.弯曲件折弯长度计算公式:折弯长度=弯曲半径*弯曲角度*(π/180)弯曲半径是指折弯件曲面的半径,弯曲角度是指折弯件的弯曲角度。
3.压铆螺栓强度计算公式:F=P*n其中,F代表螺栓预紧力,P代表螺栓所受的拉力,n代表螺栓数量。
4.膨胀螺栓强度计算公式:F=A*σ其中,F代表螺栓所受的拉力,A代表螺栓横截面积,σ代表应力。
5.拉伸区域面积计算公式:A=b*t其中,A代表拉伸区域的面积,b代表宽度,t代表厚度。
6.承载能力计算公式:P=(0.6*σ*A)/γ其中,P代表承载能力,σ代表应力,A代表横截面积,γ代表安全系数。
7.拉伸量计算公式:δ=(F*L)/(E*A)其中,δ代表拉伸量,F代表受力,L代表长度,E代表弹性模量,A 代表横截面积。
8.扭矩计算公式:T=k*F*r其中,T代表扭矩,k代表比例系数,F代表力,r代表力臂。
以上仅为钣金加工中一些常见的计算公式,具体的计算公式还会受到材料性质、工艺要求和实际应用等因素的影响。
在实际应用中,我们需要根据具体情况进行选择和调整,以确保加工质量和安全性。

附录A(资料性附录)筒体精准下料尺寸计算方法A.0.1正常情况下,筒体下料展开长度应按式A.0.1计算。
L=πDm =π(Di+S)(A.0.1)式中:Di——筒体内直径(mm);S——筒体壁厚(mm);Dm——筒体中性面直径(mm)。
A.0.2当需要制作直径精确的筒体时,单纵缝筒节精确下料尺寸应按式A.0.2-1计算。
L=π(Di+S+a/2)+b-c+2d(A.0.2-1)a注=△D-△L/π(A.0.2-2)注:a用于只允许上偏差的筒体,单位为mm。
式中:Di——筒体内直径(mm);S——筒体实际壁厚(mm);△D——标准规范或设计文件规定的内径公差;△L——展开长度的公差,刨边或铣边一般控制为正偏差,L≤2,400时,△L=1.0;2,400≤L≤12,000时,△L=1.5;b——焊缝收缩量(mm);c——焊接间隙,按设计图样要求(mm);d——边缘余量,熔化切割的边缘余量为表A.0.2-1所列的切割余量、切削加工余量和收缩余量三部分之和,剪切边缘的余量见表A.0.2-2,其中“切削加工余量”指板料用气割或等离子切割后铣边或刨边的切削加工余量。
表A.0.2-1熔化切割的边缘余量(mm)材料厚度切割余量切削加工余量收缩余量碳素钢低合金钢高强度钢≤8310.8 9~2831~21~1.3≥3242 1.5Cr-Mo钢不锈钢≤65117~305~61~21~2≥3282263表A.0.2-2板材剪切余量(mm)板料厚度剪切余量8≤s≤10310<s≤18418<s≤406A.0.3为了保证实际筒体展开长度与计算长度相符,划线应精确,尺寸公差应符合表A.0.3的规定。
表A.0.3板料下料的尺寸公差(mm)板料长度对角线公差每边公差≤2,000 1.5±1.0﹥2,000≤4,000 2.0±2.0﹥4,000≤8,000 3.0±2.5﹥8,000 3.5±3.0A.0.4对于卷制时需要预弯的筒体,下料时应在展开料的基础上加上两端的预弯余量。



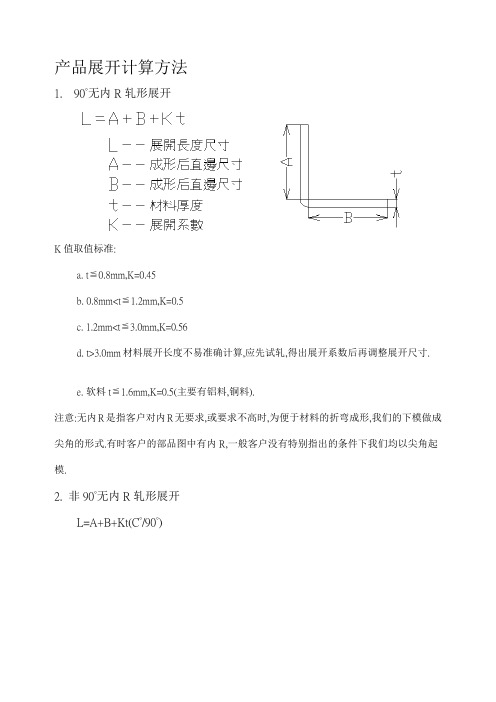
各种板厚、折弯角度展开尺寸计算方式产品展开计算方法1. 90?无内R 轧形展开K 值取值标准:a. t≦0.8mm,K=0.45b. 0.8mmc. 1.2mm<≦t 3.0mm,K=0.56d. t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e. 软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.2. 非90?无内R 轧形展开L=A+B+Kt(C?/90?)备注:当客户部品图中没有特别要求做轧形内 R 时,我们尽量按尖角设计 .有要求时按以上K 值取值标准 :a. t ≦ 0.8mm,K=0.45b. 0.8mm<≦t 1.2mm,K=0.5c. 1.2mm<≦t 3.0mm,K=0.56d. t>3.0mm 材料展开长度不易准确计算,应先试轧 ,得出展开系数后再调整展开尺寸e. 软料t ≦1.6mm,K=0.5主(要有铝料 ,铜料).注意:无内 R 是指客户对内 R 无要求 ,或要求不高时 ,为便于材料的折弯成形 ,我们的下模做成尖角的形式 .有时客户的部品图中有内 R,一般客户没有特别指出的条件下我们均以尖角起模.7.3. 有内 R 轧形展开方式进行展开.中性层系数确定:弯曲处的中性层是假设的一个层面.首先将材料延厚度方向划分出无穷多个厚度趋于0 的层面, 那么在材料弯曲的过程中长度方向尺寸不变的层面即为材料弯曲处的中性层.由上述可知中性层的尺寸等于部品的展开尺寸.12. 铝料/ Al 料中性层系数2) SPCC,SECC,SUS301,SUS304,SUS430,SPTE,SK5,铜SK 料7中,性层系数3)中性层经验值根据我们的实际设计经验,当产品的材料厚度t≦0.3时,产品弯曲处中性层系数K 为0.5;当产品的材料厚度t>0.3 时,产品弯曲处中性层系数为1/3.此时只需从弯曲的内侧向材料方。

产品展开计算方法1. 90˚无内R轧形展开K值取值标准:a.t≦0.8mm,K=0.45b.0.8mm<t≦1.2mm,K=0.5c.1.2mm<t≦3.0mm,K=0.56d.t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.2. 非90˚无内R轧形展开L=A+B+Kt(C˚/90˚)K值取值标准:a. t≦0.8mm,K=0.45b. 0.8mm<t≦1.2mm,K=0.5c. 1.2mm<t≦3.0mm,K=0.56d. t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.7.3. 有内R轧形展开备注:当客户部品图中没有特别要求做轧形内R时,我们尽量按尖角设计.有要求时按以上方式进行展开.中性层系数确定:弯曲处的中性层是假设的一个层面.首先将材料延厚度方向划分出无穷多个厚度趋于0的层面,那么在材料弯曲的过程中长度方向尺寸不变的层面即为材料弯曲处的中性层.由上述可知中性层的尺寸等于部品的展开尺寸.铝料/ Al料中性层系数角度( 0˚<N≦90˚ ) 角度( 90˚<N≦180˚ ) 角度( >180˚ )R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外) R内/T S(从弯曲内侧往外) 5.00 0.5t 5.00 0.5t 2.80 0.5t4.00 0.475t 4.00 0.49t 2.60 0.49t3.00 0.47t 3.00 0.48t 2.40 0.48t2.00 0.455t 2.00 0.47t 2.20 0.46t1.80 0.45t 1.80 0.46t2.00 0.44t2)SPCC,SECC,SUS301,SUS304,SUS430,SPTE,SK5,SK7,铜料中性层系数3) 中性层经验值根据我们的实际设计经验,当产品的材料厚度t≦0.3时,产品弯曲处中性层系数K为0.5;当产品的材料厚度t>0.3时,产品弯曲处中性层系数为1/3.此时只需从弯曲的内侧向材料方向偏移kt即为弯曲处的中性层.7.4 Z轧展开7.4.1两次Z轧成形图中t为材料厚度,H为Z轧折弯高度,在设计时材料厚度≦1.2mm,2.0mm≦轧形高度H≦3.5mm的时,我们通常采用两次Z轧的方式完成材料的Z轧成形.这时轧形展开公式为:备注:采用此类Z轧成形法,要求轧形高度为2mm以上3.5mm以下,材料厚度在1.2mm以下.7.4.2一次成形"Z"轧1) 轧形高度在一倍料厚之内时,一般采用一次成形.轧形展开尺寸为:2) 轧形高度在1倍料厚以上2mm以下时,采用一次成形,展开尺寸为:7.5 压平展开L=A+B+@=A'+B'+@'@=1.33t@'=0.42tC=0.7t(有压线)C=0.9t(无压线)t=材料厚度在模具设计时推平展开按以下公式进行L=A+B+1.33t (t为材料厚度)12.2CNC轧形展开展开公式:L=A+B+@CNC轧形弯曲补偿值@铜类材料铝类材料材料厚度(t) 电解料,单光料0.8mm 0.28mm 0.3mm 0.3mm1.0mm 0.33mm 0.35mm 0.4mm1.2mm 0.4mm 0.45mm 0.48mm1.5mm 0.49mm 0.6mm 0.63mm上表补偿值适用于折弯内R为0(包括图纸没有要求一般都当0做)的情况,如果客户图纸有内R要求,则展开方法另计.当材料规格不在此表时可以用@=0.35t(t为材料的厚度)做补偿进行初步展开,再根据实际情况进行调整.12.2U形弯曲的展开L=A+B+(R+0.43t) t:为材料厚度7.8 弯曲拉伸复合结构展开展开原则:先将直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-PC-PB)的方式作一段与两直边和直径为D圆心与圆角圆心重合的圆(圆形拉伸的展开形状)相切的圆弧.当r≦1.5t时,求D值计算公式如下:当r>1.5t时,求D值计算公式如下:备注:拉伸处应按等体积法进行计算.7.9 展开尺寸调整7.9.1 标注公差不对称尺寸调整标注公差不对称尺寸展开时取尺寸公差的中间值.见下例:7.9.2 孔位加工尺寸的调整为防止因冲头的磨损而造成孔尺寸因小而超差.我们在设计一般将孔尺寸(所有类型的孔)做到上公差的60%~80%.例:图纸标注Φ5±0.1,起模时将此孔做到Φ5.06; 图纸标注Φ5±0.2,起模时将此孔做到Φ5.15.但对装钉底孔为保证装配质量,设计时只做大0.06mm(与装钉类型,材料厚度无关,但对需要进行特质特性要求的产品应根据实际情况而定,如装钉前需进行表面阳极氧化处处理的装钉底孔可以再做大0.02~0.03mm,但一般也为不表面处理进行再做大处理).7.9.3 有特质特性要求产品展开尺寸调整1)需要进行电镀类产品:原料为单光料(光泊)的产品一般需要电镀处理在设计时应根据客户对镀层厚度的要求适当的做小外形尺寸,做大孔尺寸(此时应根据公差的大小与镀层的厚度对尺寸进行相应调整,且仅进行一次调整),使产品电镀之后,能满足图纸的公差要求.关于需电镀产品镀前尺寸处理(对客户来图公差处理):图纸圆孔(及方孔)Φ±0.1的,做大0.06mm;图纸圆孔(及方孔)Φ±0.05的,做大0.04mm;图纸圆孔(及方孔)Φ±0.1以上的,做大0.1mm;特别是脚仔,图纸标注公差为±0.1的,做小0.06mm,角仔公差±0.1以上的,做小0.1mm.2)需要进行表面阳极氧化类产品,将产品上的孔做大0.02mm(在孔一般放大之后再做大),其余尺寸(如外形尺寸)不需要进行特别的调整.3)需要进行喷油喷粉的产品,在对产品展开图不进行一般调整,只需将孔做大2倍的最大喷层厚度,将其他有影响的外形尺寸用2倍的最大喷层厚度进行调整(喷后尺寸变大的做小,喷后尺寸变小的做大.友情提示:方案范本是经验性极强的领域,本范文无法思考和涵盖全面,供参考!最好找专业人士起草或审核后使用。

各种板厚、折弯角度展开尺寸计算方式产品展开计算方法1. 90˚无内R轧形展开K值取值标准:a.t≦0.8mm,K=0.45b.0.8mm<t≦1.2mm,K=0.5c.1.2mm<t≦3.0mm,K=0.56d.t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.2. 非90˚无内R轧形展开L=A+B+Kt(C˚/90˚)K值取值标准:a. t≦0.8mm,K=0.45b. 0.8mm<t≦1.2mm,K=0.5c. 1.2mm<t≦3.0mm,K=0.56d. t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.7.3. 有内R轧形展开备注:当客户部品图中没有特别要求做轧形内R时,我们尽量按尖角设计.有要求时按以上方式进行展开.中性层系数确定:弯曲处的中性层是假设的一个层面.首先将材料延厚度方向划分出无穷多个厚度趋于0的层面,那么在材料弯曲的过程中长度方向尺寸不变的层面即为材料弯曲处的中性层.由上述可知中性层的尺寸等于部品的展开尺寸.铝料/ Al料中性层系数2)SPCC,SECC,SUS301,SUS304,SUS430,SPTE,SK5,SK7,铜料中性层系数0.60 0.385t 0.60 0.42t0.50 0.38t 0.50 0.41t0.40 0.37t 0.40 0.40t0.30 0.36t 0.30 0.38t0.20 0.33t 0.20 0.36t0.10 0.25t 0.10 0.35t3) 中性层经验值根据我们的实际设计经验,当产品的材料厚度t≦0.3时,产品弯曲处中性层系数K为0.5;当产品的材料厚度t>0.3时,产品弯曲处中性层系数为1/3.此时只需从弯曲的内侧向材料方向偏移kt即为弯曲处的中性层.7.4 Z轧展开7.4.1两次Z轧成形图中t为材料厚度,H为Z轧折弯高度,在设计时材料厚度≦1.2mm,2.0mm≦轧形高度H≦3.5mm的时,我们通常采用两次Z轧的方式完成材料的Z轧成形.这时轧形展开公式为:备注:采用此类Z轧成形法,要求轧形高度为2mm以上3.5mm以下,材料厚度在1.2mm以下.7.4.2一次成形"Z"轧1) 轧形高度在一倍料厚之内时,一般采用一次成形.轧形展开尺寸为:2) 轧形高度在1倍料厚以上2mm以下时,采用一次成形,展开尺寸为:7.5 压平展开L=A+B+@=A'+B'+@'@=1.33t@'=0.42tC=0.7t(有压线)C=0.9t(无压线)t=材料厚度在模具设计时推平展开按以下公式进行L=A+B+1.33t (t为材料厚度)12.2CNC轧形展开展开公式:L=A+B+@CNC轧形弯曲补偿值@材料厚度(t) 电解料,单光料铜类材料铝类材料0.8mm 0.28mm 0.3mm 0.3mm1.0mm 0.33mm 0.35mm 0.4mm1.2mm 0.4mm 0.45mm 0.48mm1.5mm 0.49mm 0.6mm 0.63mm2.0mm 0.78mm 0.73mm 0.83mm上表补偿值适用于折弯内R为0(包括图纸没有要求一般都当0做)的情况,如果客户图纸有内R要求,则展开方法另计.当材料规格不在此表时可以用@=0.35t(t为材料的厚度)做补偿进行初步展开,再根据实际情况进行调整.12.2U形弯曲的展开L=A+B+(R+0.43t) t:为材料厚度7.8 弯曲拉伸复合结构展开展开原则:先将直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-PC-PB)的方式作一段与两直边和直径为D圆心与圆角圆心重合的圆(圆形拉伸的展开形状)相切的圆弧.当r≦1.5t时,求D值计算公式如下:当r>1.5t时,求D值计算公式如下:备注:拉伸处应按等体积法进行计算.7.9 展开尺寸调整7.9.1 标注公差不对称尺寸调整标注公差不对称尺寸展开时取尺寸公差的中间值.见下例:7.9.2 孔位加工尺寸的调整为防止因冲头的磨损而造成孔尺寸因小而超差.我们在设计一般将孔尺寸(所有类型的孔)做到上公差的60%~80%.例:图纸标注Φ5±0.1,起模时将此孔做到Φ5.06; 图纸标注Φ5±0.2,起模时将此孔做到Φ5.15.但对装钉底孔为保证装配质量,设计时只做大0.06mm(与装钉类型,材料厚度无关,但对需要进行特质特性要求的产品应根据实际情况而定,如装钉前需进行表面阳极氧化处处理的装钉底孔可以再做大0.02~0.03mm,但一般也为不表面处理进行再做大处理).7.9.3 有特质特性要求产品展开尺寸调整1)需要进行电镀类产品:原料为单光料(光泊)的产品一般需要电镀处理在设计时应根据客户对镀层厚度的要求适当的做小外形尺寸,做大孔尺寸(此时应根据公差的大小与镀层的厚度对尺寸进行相应调整,且仅进行一次调整),使产品电镀之后,能满足图纸的公差要求.关于需电镀产品镀前尺寸处理(对客户来图公差处理):图纸圆孔(及方孔)Φ±0.1的,做大0.06mm;图纸圆孔(及方孔)Φ±0.05的,做大0.04mm;图纸圆孔(及方孔)Φ±0.1以上的,做大0.1mm;特别是脚仔,图纸标注公差为±0.1的,做小0.06mm,角仔公差±0.1以上的,做小0.1mm.2)需要进行表面阳极氧化类产品,将产品上的孔做大0.02mm(在孔一般放大之后再做大),其余尺寸(如外形尺寸)不需要进行特别的调整.3)需要进行喷油喷粉的产品,在对产品展开图不进行一般调整,只需将孔做大2倍的最大喷层厚度,将其他有影响的外形尺寸用2倍的最大喷层厚度进行调整(喷后尺寸变大的做小,喷后尺寸变小的做大.。
附录A(资料性附录)筒体精准下料尺寸计算方法A.0.1正常情况下,筒体下料展开长度应按式A.0.1计算。
L=πDm =π(Di+S)(A.0.1)式中:Di——筒体内直径(mm);S——筒体壁厚(mm);Dm——筒体中性面直径(mm)。
A.0.2当需要制作直径精确的筒体时,单纵缝筒节精确下料尺寸应按式A.0.2-1计算。
L=π(Di+S+a/2)+b-c+2d(A.0.2-1)a注=△D-△L/π(A.0.2-2)注:a用于只允许上偏差的筒体,单位为mm。
式中:Di——筒体内直径(mm);S——筒体实际壁厚(mm);△D——标准规范或设计文件规定的内径公差;△L——展开长度的公差,刨边或铣边一般控制为正偏差,L≤2,400时,△L=1.0;2,400≤L≤12,000时,△L=1.5;b——焊缝收缩量(mm);c——焊接间隙,按设计图样要求(mm);d——边缘余量,熔化切割的边缘余量为表A.0.2-1所列的切割余量、切削加工余量和收缩余量三部分之和,剪切边缘的余量见表A.0.2-2,其中“切削加工余量”指板料用气割或等离子切割后铣边或刨边的切削加工余量。
表A.0.2-1熔化切割的边缘余量(mm)材料厚度切割余量切削加工余量收缩余量碳素钢低合金钢高强度钢≤8310.8 9~2831~21~1.3≥3242 1.5Cr-Mo钢不锈钢≤65117~305~61~21~2≥3282263表A.0.2-2板材剪切余量(mm)板料厚度剪切余量8≤s≤10310<s≤18418<s≤406A.0.3为了保证实际筒体展开长度与计算长度相符,划线应精确,尺寸公差应符合表A.0.3的规定。
表A.0.3板料下料的尺寸公差(mm)板料长度对角线公差每边公差≤2,000 1.5±1.0﹥2,000≤4,000 2.0±2.0﹥4,000≤8,000 3.0±2.5﹥8,000 3.5±3.0A.0.4对于卷制时需要预弯的筒体,下料时应在展开料的基础上加上两端的预弯余量。
产品展开计算方法1. 90˚无内R轧形展开K值取值标准:a.t≦0.8mm,K=0.45b.0.8mm<t≦1.2mm,K=0.5c.1.2mm<t≦3.0mm,K=0.56d.t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.2. 非90˚无内R轧形展开L=A+B+Kt(C˚/90˚)K值取值标准:a. t≦0.8mm,K=0.45b. 0.8mm<t≦1.2mm,K=0.5c. 1.2mm<t≦3.0mm,K=0.56d. t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e.软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.7.3. 有内R轧形展开备注:当客户部品图中没有特别要求做轧形内R时,我们尽量按尖角设计.有要求时按以上方式进行展开.中性层系数确定:弯曲处的中性层是假设的一个层面.首先将材料延厚度方向划分出无穷多个厚度趋于0的层面,那么在材料弯曲的过程中长度方向尺寸不变的层面即为材料弯曲处的中性层.由上述可知中性层的尺寸等于部品的展开尺寸.铝料/ Al料中性层系数2)SPCC,SECC,SUS301,SUS304,SUS430,SPTE,SK5,SK7,铜料中性层系数3) 中性层经验值根据我们的实际设计经验,当产品的材料厚度t≦0.3时,产品弯曲处中性层系数K为0.5;当产品的材料厚度t>0.3时,产品弯曲处中性层系数为1/3.此时只需从弯曲的内侧向材料方向偏移kt即为弯曲处的中性层.7.4 Z轧展开7.4.1两次Z轧成形图中t为材料厚度,H为Z轧折弯高度,在设计时材料厚度≦1.2mm,2.0mm≦轧形高度H≦3.5mm的时,我们通常采用两次Z轧的方式完成材料的Z轧成形.这时轧形展开公式为:备注:采用此类Z轧成形法,要求轧形高度为2mm以上3.5mm以下,材料厚度在1.2mm以下.7.4.2一次成形"Z"轧1) 轧形高度在一倍料厚之内时,一般采用一次成形.轧形展开尺寸为:2) 轧形高度在1倍料厚以上2mm以下时,采用一次成形,展开尺寸为:7.5 压平展开L=A+B+@=A'+B'+@'@=1.33t@'=0.42tC=0.7t(有压线)C=0.9t(无压线)t=材料厚度在模具设计时推平展开按以下公式进行L=A+B+1.33t (t为材料厚度)12.2CNC轧形展开展开公式:L=A+B+@CNC轧形弯曲补偿值@铜类材料铝类材料材料厚度(t) 电解料,单光料0.8mm 0.28mm 0.3mm 0.3mm1.0mm 0.33mm 0.35mm 0.4mm1.2mm 0.4mm 0.45mm 0.48mm1.5mm 0.49mm 0.6mm 0.63mm2.0mm 0.78mm 0.73mm 0.83mm上表补偿值适用于折弯内R为0(包括图纸没有要求一般都当0做)的情况,如果客户图纸有内R要求,则展开方法另计.当材料规格不在此表时可以用@=0.35t(t为材料的厚度)做补偿进行初步展开,再根据实际情况进行调整.12.2U形弯曲的展开L=A+B+(R+0.43t) t:为材料厚度7.8 弯曲拉伸复合结构展开展开原则:先将直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-PC-PB)的方式作一段与两直边和直径为D圆心与圆角圆心重合的圆(圆形拉伸的展开形状)相切的圆弧.当r≦1.5t时,求D值计算公式如下:当r>1.5t时,求D值计算公式如下:备注:拉伸处应按等体积法进行计算.7.9 展开尺寸调整7.9.1 标注公差不对称尺寸调整标注公差不对称尺寸展开时取尺寸公差的中间值.见下例:7.9.2 孔位加工尺寸的调整为防止因冲头的磨损而造成孔尺寸因小而超差.我们在设计一般将孔尺寸(所有类型的孔)做到上公差的60%~80%.例:图纸标注Φ5±0.1,起模时将此孔做到Φ5.06; 图纸标注Φ5±0.2,起模时将此孔做到Φ5.15.但对装钉底孔为保证装配质量,设计时只做大0.06mm(与装钉类型,材料厚度无关,但对需要进行特质特性要求的产品应根据实际情况而定,如装钉前需进行表面阳极氧化处处理的装钉底孔可以再做大0.02~0.03mm,但一般也为不表面处理进行再做大处理).7.9.3 有特质特性要求产品展开尺寸调整1)需要进行电镀类产品:原料为单光料(光泊)的产品一般需要电镀处理在设计时应根据客户对镀层厚度的要求适当的做小外形尺寸,做大孔尺寸(此时应根据公差的大小与镀层的厚度对尺寸进行相应调整,且仅进行一次调整),使产品电镀之后,能满足图纸的公差要求.关于需电镀产品镀前尺寸处理(对客户来图公差处理):图纸圆孔(及方孔)Φ±0.1的,做大0.06mm;图纸圆孔(及方孔)Φ±0.05的,做大0.04mm;图纸圆孔(及方孔)Φ±0.1以上的,做大0.1mm;特别是脚仔,图纸标注公差为±0.1的,做小0.06mm,角仔公差±0.1以上的,做小0.1mm.2)需要进行表面阳极氧化类产品,将产品上的孔做大0.02mm(在孔一般放大之后再做大),其余尺寸(如外形尺寸)不需要进行特别的调整.3)需要进行喷油喷粉的产品,在对产品展开图不进行一般调整,只需将孔做大2倍的最大喷层厚度,将其他有影响的外形尺寸用2倍的最大喷层厚度进行调整(喷后尺寸变大的做小,喷后尺寸变小的做大.。

按两个
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位以配合冲头加工方便性,例:取.有特殊公差时除外,例:Φ+取Φ.
c产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化.
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化.。
