焊线及焊线工艺介绍共97页
- 格式:ppt
- 大小:4.80 MB
- 文档页数:97

焊线及焊线工艺介绍焊线的概述焊线是焊接过程中所使用的填充材料,用于连接和固定金属工件。
焊线通常由金属合金制成,具有良好的导电性和导热性。
焊线分为铝焊丝、铜焊丝、钢焊丝等不同材质,根据不同的焊接需求选择适合的焊线。
焊线的分类根据焊接方式和焊接材料的不同,焊线可以分为以下几类:1. 气焊焊丝气焊焊丝是一种常见的焊接材料,它通过燃烧燃气产生的热量来引燃焊丝,在气焊焊接过程中起到熔化金属、填充焊缝的作用。
常见的气焊焊线有铜焊丝和铝焊丝。
1.1 铜焊丝铜焊丝通常用于对铜及铜合金进行焊接。
铜焊丝具有良好的导电性和导热性,是电子、电器行业中常用的焊接材料。
1.2 铝焊丝铝焊丝是一种专门用于铝及铝合金焊接的材料。
铝焊丝具有良好的氧化抗性和流动性,在汽车制造、航空航天等领域得到广泛应用。
2. 电焊焊丝电焊焊丝是一种通过电弧的形式来熔化并填充焊缝的焊接材料。
电焊焊丝分为钢焊丝和不锈钢焊丝等不同种类。
2.1 钢焊丝钢焊丝是一种通用的电焊焊丝,广泛用于各种金属焊接。
钢焊丝分为低碳钢焊丝、中碳钢焊丝和高碳钢焊丝等不同规格,可根据具体的焊接需求选择合适的类型。
2.2 不锈钢焊丝不锈钢焊丝主要用于焊接不锈钢及其合金。
不锈钢焊丝具有耐腐蚀性和耐高温性,适用于化工、食品加工等领域的焊接工艺。
焊线工艺介绍焊线工艺是指焊接过程中所采用的技术和操作方法。
不同的焊接工艺适用于不同的焊接需求,下面将介绍几种常见的焊线工艺。
1. 气焊工艺气焊工艺是一种利用氢气和氧气混合燃烧产生的火焰来熔化焊丝并连接金属的焊接方法。
气焊工艺适用于对铜、铜合金、铝及铝合金等材料进行焊接。
2. 电弧焊工艺电弧焊工艺是一种通过电弧放电的方式将焊丝熔化并连接金属的焊接方法。
电弧焊工艺分为手工电弧焊、埋弧焊、氩弧焊等不同类型,可根据具体的焊接需求选择合适的工艺。
3. 不锈钢焊接工艺不锈钢焊接工艺是一种专门用于焊接不锈钢及其合金的工艺。
常见的不锈钢焊接工艺有TIG焊(钨极惰性气体保护焊)、MIG焊(金属惰性气体保护焊)及电弧焊等。
1 什么是手弧焊?它有什么缺点?(manual arc welding or shield metal arc welding )用手工操纵焊条进行焊接的电弧焊方法称为手弧焊,它是利用焊条和焊件之间产生的电弧将焊条和焊件局部加热到熔化状态,焊条端部熔化后的熔滴和熔化的线母材融合一起形成熔池,随着电弧向前移动,熔池液态金属逐步冷却结晶,形成焊缝,见图1。
手弧焊的优点是使用的设备简单,方法简便灵活,适应性强,对大部分金属材料的焊接均适用。
缺点是生产率较低,特别是在焊接厚板多层焊时,焊接质量不够稳定;可焊最小厚度为 1.0mm,一般易掌握的最小焊接厚度为 1.5mm;对焊工的操作技术要求高,焊接质量在一定程度上决定于焊工的操作技术;对于活泼金属(Ti、Nb、Zr等)和难熔金属(如Mo)由于其保护效果较差,焊接质量达不到要求,不能采用手弧焊。
另外对于低熔点金属(如Pb、Sn、Zn)及其合金由于电弧温度太高,也不可能用手弧焊。
目前,由于重力焊条、立向下焊焊条、低毒、低尘焊条及铁粉焊条等高效或专用焊条日益得到广泛应用,使手弧焊工艺得到了进一步的发展。
2 试述手弧焊时焊接电流种类的选择。
手弧焊时焊接电流的种类根据焊条的性质进行选择。
酸性焊条是交、直流两种焊条,但通常选用交流电源进行焊接,因交流弧焊电源价格便宜,交流电弧磁偏吹小。
碱性焊条中的低氢钠型焊条(如E5015),由于药皮中加入了一定量的氟石(CaF2),电弧稳定性差,因此必须选用直流电源进行焊接(并采用直流反接),碱性焊条中的低氢钾型焊条(如E5016),由于药皮中含有一定数量的稳弧剂,电弧的稳定性比低氢钠型焊条好,所以可以选用交流电源进行焊接。
此外,焊接薄板时,由于采用小电流施焊,因为交流电小电流的稳定性较差,引弧比较困难,所以应选用直流电源进行焊接。
3 手弧焊的焊接工艺参数有哪些?某一种焊接方法的焊接工艺参数,应该是指哪些焊前能预先确定其数值并在焊接过程中能够贯彻实行的参数。
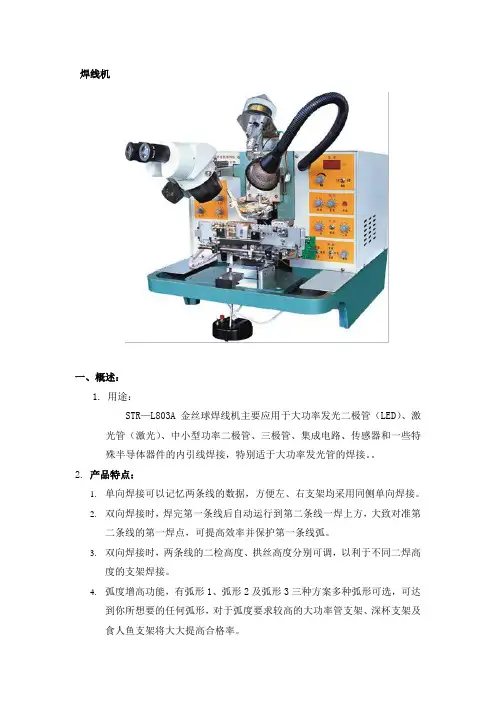
焊线机一、概述:1. 用途:STR—L803A金丝球焊线机主要应用于大功率发光二极管(LED)、激光管(激光)、中小型功率二极管、三极管、集成电路、传感器和一些特殊半导体器件的内引线焊接,特别适于大功率发光管的焊接。
2. 产品特点:1.单向焊接可以记忆两条线的数据,方便左、右支架均采用同侧单向焊接。
2.双向焊接时,焊完第一条线后自动运行到第二条线一焊上方,大致对准第二条线的第一焊点,可提高效率并保护第一条线弧。
3.双向焊接时,两条线的二检高度、拱丝高度分别可调,以利于不同二焊高度的支架焊接。
4.弧度增高功能,有弧形1、弧形2及弧形3三种方案多种弧形可选,可达到你所想要的任何弧形,对于弧度要求较高的大功率管支架、深杯支架及食人鱼支架将大大提高合格率。
5.二焊补球功能,可大大提高二焊的可焊性,降低死点率6.自动过片1步或2步选择,对于Φ8mm和10mm等大距离的支架,选择每次过片两步将大大提高生产效率。
7.连续过片功能,对于返工支架能提高效率。
8.劈刀检测功能,可检测劈刀是否正确安装,大大降低人为的虚焊。
9.超声功率4道输出,可尽量保证两边线的二焊焊点基本一致,同时因为晶片支架上的焊点参数不同,选择晶片上与支架上不同的一焊功率,可保证10.晶片上的焊点与支架上的补球一焊都满足要求。
11.烧球性能大大改善,若再采用本公司独特设计的劈刀,可得到更小的一焊(球焊)及更可靠的二焊。
更适合蓝、白发光二极管的生产。
二、主要技术参数:1、使用电源:220VAC±10%(AC110V可订制),50Hz,300W,要求可靠接地。
2、消耗功率:最大300W。
3、适用金丝线径:20~50μm(0.8~2 mil)。
4、焊接温度:60~400℃。
5、超声功率:二通道0~3W分两档连续可调。
6、焊接时间:二通道0~100ms。
7、焊接压力:二通道35~180g8、最小焊接时间:0.4s/线。
9、一焊至二焊最大自动跨度:双向均不小于4mm。
焊线的参数及作用-概述说明以及解释1.引言1.1 概述焊线作为焊接过程中必不可少的材料,其参数和作用对于焊接质量起着重要的影响。
本文主要探讨焊线的参数及其作用,并分析影响焊线选择的考虑因素。
通过对这些内容的讨论,可以更好地理解焊线的重要性,并为焊接过程中的选择和应用提供指导。
在焊接过程中,焊线的参数包括直径、材料、涂层、强度等。
焊线的直径决定了焊接过程中所需的电流和热量传输量,直径越大,焊接过程中所需的电流和热量传输量就越大;焊线材料的选择会直接影响焊接后的强度和耐腐蚀性;焊线的涂层可以提高焊接过程的稳定性和焊缝的质量。
这些参数的选择应根据具体焊接需求和材料的特性来确定。
焊线的作用主要体现在以下几个方面:首先,焊线作为焊接材料,能够提供稳定的焊接电弧和熔池,保证焊缝的形成和质量;其次,焊线还能在焊接过程中提供热量,使焊缝和母材得以熔化和结合;此外,焊线的涂层还能保护焊接过程中的熔池免受外界环境的影响,提高焊接质量和稳定性。
可以说,焊线在焊接过程中起着关键的作用。
在选择焊线时,需要考虑多个因素。
首先,应根据焊接材料的特性和焊接要求选择合适的焊线直径和材料;其次,还需考虑焊接环境和焊接条件,选择相应的焊线涂层和强度。
此外,还需要考虑经济性和可获得性等因素,选择成本适宜且易获取的焊线。
综上所述,焊线作为焊接过程中的重要组成部分,其参数和作用对于焊接质量起着关键的影响。
选择合适的焊线参数和材料,以及理解焊线的作用和选择考虑因素,对于提高焊接质量和效率具有重要意义。
通过进一步研究和探索焊线的优化选择和应用,将有助于推动焊接技术的发展和创新。
1.2 文章结构文章结构部分的内容可以按照以下方式编写:文章结构部分的内容应该简洁明了地介绍整篇文章的组织结构和各部分的主题。
本文将从以下几个方面来论述焊线的参数及作用。
首先,在引言部分,我们将对焊线的参数和作用进行概述,并明确本文的结构和目的。
通过对焊线这一焊接过程中重要组成部分的研究,可以全面了解焊线的参数对焊接质量的影响,从而为正确选择和使用焊线提供依据。
LED封装焊线大功率LED封装工艺系列之焊线篇大功率LED封装工艺系列之焊线篇大功率LED封装工艺系列之焊线篇一、基础知识1.目的在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成良好的欧姆接触,完成内外引线的连接。
2.技术要求2.1 金丝与芯片电极、引线框架键合区间的连接牢固2.2 金丝拉力:25μm金丝F最小>5CN,F平均>6CN: 32μm金丝F最小>8CN,F平均>10CN。
2.3 焊点要求2.3.1金丝键合后第一、第二焊点如图(1)、图(2)键合1.jpg (79.88 KB)2021-4-14 09:392.3.2 金球及契形大小说明金球直径A: ф25um金丝:60-75um,即为Ф的2.4-3.0倍;球型厚度H:ф25um金丝:15-20um,即为Ф的0.6-0.8倍;契形长度D: ф25um金丝:70-85um,即为Ф的2.8-3.4倍;2.3.3 金球根部不能有明显的损伤或变细的现象,契形处不能有明显的裂纹键合2.jpg (62.01 KB)2021-4-14 09:392.4 焊线要求2.4.1 各条金丝键合拱丝高度合适,无塌丝、倒丝,无多余焊丝2.5 金丝拉力2.5.1第一焊点金丝拉力以焊丝最高点测试,从焊丝的最高点垂直引线框架表面在显微镜观察下向上拉,测试拉力。
如图所示:键合5.jpg (54.78 KB)2021-4-14 09:44 键合拉力及断点位置要求:键合4.jpg (.1 KB)2021-4-14 09:39 3.工艺条由于不同机台的参数设置都不同,所以没有办法统一。
我在这里就简单的说一下主要要设置的地方:键合温度、第一第二焊点的焊接时间、焊接压力、焊接功率、拱丝高度、烧球电流、尾丝长度等等。
4.注意事项4.1 不得用手直接接触支架上的芯片以及键合区域。
4.2 操作人员需佩带防静电手环,穿防静电工作服,避免静电对芯片造成伤害。