第四章均衡化生产资料重点
- 格式:ppt
- 大小:936.00 KB
- 文档页数:47
精益生产之均衡化生产概述精益生产是一种以流程优化为核心的生产管理理念,旨在通过消除浪费,提高生产效率和质量,进一步提升企业的竞争力。
而均衡化生产则是精益生产的一个重要概念,它强调在生产过程中各个环节的平衡,以实现生产线的流程平稳和资源的有效利用。
均衡化生产的原则均衡化生产的核心原则是通过合理分配资源和优化生产流程来实现生产环节之间的平衡。
这里的资源包括人力、设备、原材料等,而生产流程则包括各个环节之间的工序、物料流动路径等。
为了实现均衡化生产,需要遵循以下原则:1. 根据客户需求进行生产计划均衡化生产的首要原则是以客户需求为导向。
只有充分了解客户需求,才能合理安排生产计划。
生产计划的制定应该考虑到不同产品的需求量、交货期限以及企业的生产能力,从而实现生产过程的平衡。
2. 平衡生产线的各个环节生产线上的各个环节应该在时间和能力上保持平衡。
通过合理地安排工序和物料流动路径,避免出现瓶颈环节或者空闲环节。
这样可以最大限度地提高生产线的效率。
3. 避免资源的浪费均衡化生产追求资源的最大化利用。
因此,需要避免资源的浪费,包括人力浪费、设备能力的浪费以及原材料的浪费。
通过优化生产流程,避免不必要的等待和运输时间,可以降低资源的浪费。
4. 强调持续改进均衡化生产是一个持续改进的过程。
通过不断地优化生产流程,改善生产环节之间的平衡,可以进一步提高生产效率和质量。
因此,企业应该建立持续改进的机制,不断寻找优化的空间,并进行相应的改进措施。
实施均衡化生产的关键步骤实施均衡化生产需要经过以下关键步骤:1. 分析生产过程首先需要对企业的生产流程进行分析,理清各个环节之间的关系和依赖。
通过绘制流程图或者价值流图,可以清楚地看到整个生产过程中的瓶颈环节和资源浪费的问题。
2. 识别问题和机会点在分析生产过程的基础上,需要识别问题和机会点。
问题包括生产线上的瓶颈、资源浪费以及质量问题等,而机会点则是指可以进一步优化的环节或者改进的措施。

精益生产之均衡化生产均衡化是丰田生产方式的大前提均衡化是与市场需求同步,同时将生产量与机种平均。
翻译成英文是"level(拉平)"的意思。
但为了强调并理解『同时将生产量与机种平均』,建议直接使用日语发音的"Heijunka"作为专业术语。
均衡化生产是丰田生产方式的大前提,和说明其它手法时一样,均衡化生产是在理解了丰田生产方式的目标与两大支柱之后的进一步研究的课题。
什么是均衡化?均衡化是将生产量与机种在一定的时间内加以平均的意思,例如并不是早上只生产"A",下午只生产"B",而是将"A、B"切割成小批量,交错地生产。
为什么要实施均衡化?如果实施了均衡化就可以不必批量生产,而可以和市场需求同步,结果就是没有浪费地生产,在整个物料流动范围内就能以最少的库存、资金、工种和前置时间来营运了。
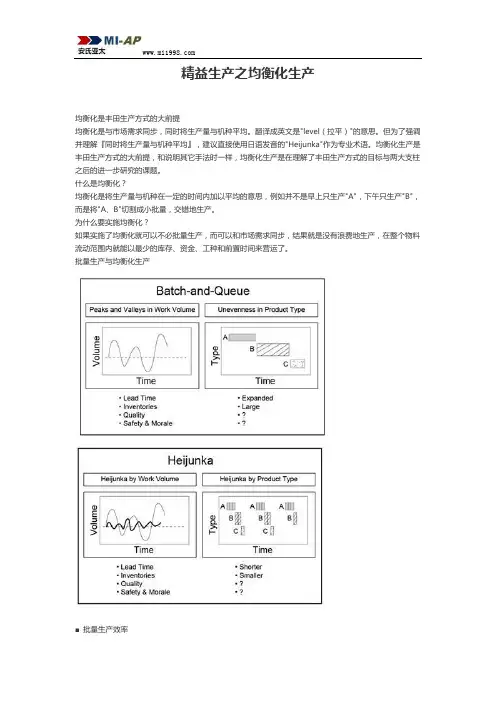
批量生产与均衡化生产■批量生产效率在装配部门几乎所有的人都认为要尽可能地、持续地制造同种机种的产品,避免机种的频繁切换,但是这种方法会带来比较高的成本。
■批量生产前置时间延长批量生产会延长前置时间,顾客需要的产品若不进行批量生产,就无法满足客户的需求。
若提前为顾客准备好各自机种的库存,就必须增加完成品的库存。
■批量生产的材料与零件批量制造的话则需要批量地使用材料与零件,这也加大了半成品的库存。
■批量生产的品质批量生产会隐蔽不良品,如果在该批量生产期间未被发现,不良品就会不断地被制造出来,所以品质无法保障。
■批量生产和团队在批量生产过程中你会看到即使某生产线的人很忙,但其他生产线的人却很悠闲。
这种方式会有许多的浪费,同时工作的『不均匀』也会产生『不合理』,而『不合理』则会影响生产安全和折损员工士气。
均衡化生产什么是生产均衡化生产均衡化的含义生产均衡化是实现“适时、适量、适物”生产的前提条件。
所谓生产均衡化,是指总装配线在向前工序领取零部件时,应均衡的使用各种零部件,混合生产各种产品。
为此在制定生产计划时就必须加以考虑,然后将其体现于产品投产顺序计划之中。
在生产制造阶段,生产均衡化主要通过专用设备通用化和制定标准作业来实现。
其中,专业设备通用化是指通过在专用设备上增加一些工具等方法,使之能够加工多种不同的产品;标准作业是指将作业节拍内一个作业人员所应担当的一系列作业内容标准化。
为什么要实现生产均衡化随着市场形势的变化,越来越多的企业遇到这样的难题:消费者的口味由原来的单一向多元的方向发展,引起市场需求的不断变化,企业所能接到的订单,品种要求越来越多,但生产数量却越来越小,交货期越来越短,如图所示。
因此,市场发展的特点决定了企业只有通过实现精益生产的均匀化才能够解决上述问题。
生产均衡化的目的就是尽量地让生产与市场需求一致。
实际上,完全按照市场的需求来组织生产,说起来容易但做起来很困难。
如果没有生产的柔性化和均衡化,是很难适应市场的变化的。
生产均衡化对生产排程的影响1.传统的生产排程在传统的生产排程中,通常是采用分段生产的方式,即生产完一种产品以后再去生产另外一种产品。
如表6-1所示,按照先后次序生产X、Y、Z这三种产品。
但是由于市场的变化,对X的需求并不急迫,而对Z的需求却很紧急,这时候再去生产Z已经来不及了。
这样通常会导致X产品库存时间较长,而Z产品达半个月无货供应市场。
表传统的生产排程2.生产均衡化改进后的生产排程为了解决传统生产安排所出现的问题,可以用生产均衡化来改进生产安排。
如表6-2,每月工作日20天,如果减少批量,每天生产X产品50个,Y产品30个,Z产品20个。
一个月20天重复20次,这样情况就会好得多。
对于顾客来讲,无论需要哪种产品,每天都可以得到,产品积压与短缺的情况将大大减少,企业内部资源的利用情况也将好得多。



均衡化生产实施步骤均衡化生产实施步骤1、计算节拍时间。
2、确定每件产品的单位制造时间。
单位制造时间是生产产品和将产品装入箱子、装上托台或者为满足客户的任何装运指示而进行的任何活动所需要的时间。
节拍时间乘以包装数量,再除以60秒重点:每一件产品也许都有不同的单位制造时间。
但是,当您确定生产顺序时,它是根据最小容量或者单位制造时间确定的。
下面例子说明了这一点。
假设有3件产品,分别为A,B和C。
节拍时间是60秒。
每件产品的包装数量都不同:包装数量:产品A=每箱10件产品B=每箱15件产品C=每箱20件单位时间计算:产品A=10分钟(60秒节拍时间)X10件/箱/(60秒)产品B=15分钟(60秒节拍时间)X115件/箱/(60秒)产品C=20分钟(60秒节拍时间)X20件/箱/(60秒)3、确定生产顺序因为最小的单位制造时间是10分钟,所以以10分之为间隔,在生产均衡板所示的时间顺序如下:7:007:107:207:307:407:50等如果发生了中断,但是生产未受到影响,那么就可以保持同样的顺序。
如果中断确实影响顺序,生产均衡板中一定会显示。
所以在顺序中20分钟的午餐时间会像如下显示的,从11:10开始:11:1011:20午餐午餐11:5012:004、创建生产顺序表。
生产顺序表是一个模板,它应当标明当需要包装产品时,在何时,包装多少数量产品。
只要看一眼,这个表就会告诉您客户需求的全部内容,并且应将它张贴在生产均衡板上,因为它也显示了看板的顺序。
当客户需求改变时,应重新计算它。
5、创建生产均衡板。
生产均衡板或者平衡板是一件物理设备,用于平衡特定时间内的生产数量和品种。
通过考虑最有效地使用人员和设备,可以达到负载平衡。
在精益系统中,这是一个仅有的、可以输入每日生产需求信息的场所。
从这个意义上看,均衡板就像是生产邮箱,而操作者就像是邮递员。
按照卡片上制定的单位时间增加的顺序,将看板卡片放在板中。
6、将生产均衡板投入操作这需要配送工或者物料员。