焊条质量证明书J427-3.2.jpg
- 格式:doc
- 大小:4.17 MB
- 文档页数:2
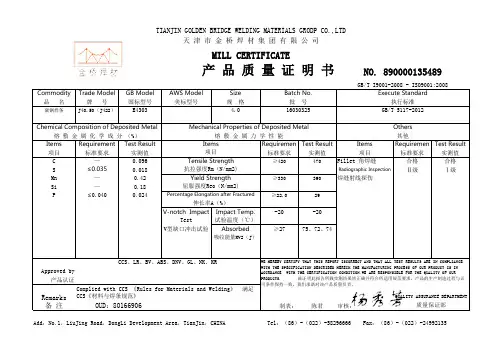
Commodity Trade Model GB Model AWS Model Size 品 名牌 号国标型号美标型号规 格碳钢焊条J40.50(J422)E43034.0Items Requirement Test Result Requiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096≥420470Fillet 角焊缝合格合格S ≤0.0350.018Radiographic Inspection Ⅱ级Ⅰ级Mn —0.42≥330390焊缝射线探伤Si —0.18P ≤0.0400.024≥22.029V-notch Impact Impact Temp.-20-20Test 试验温度(℃)V型缺口冲击试验Absorbed ≥2775、72、74吸收能量KV2(J)Approved by产品认证Remarks 备 注制表:陈君审核:Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。
焊条材质证明书焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:伯乐焊条,郝伯特焊丝材质证明书篇三:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员: 3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇四:焊条与材质j422 e4303 用于焊接重要的低碳结构钢和强度等级较低的低合金结构钢,如q235,09mnv,09mn2j427 e4315 用于焊接重要受压载荷或低碳厚板结构和低合金钢的结构,如机械,船舶,桥梁,压力容器等j502 e5003 主要用于490mpa抗拉强度的低合金结构钢的焊接,如建筑用螺纹钢及其他16mn等结构钢的焊接j506 e5016 用于焊接中碳钢和低合金结构钢,如16mn,09mn2si和船舶用a,b,d,e级钢等,也可用于厚板及可焊性较差的碱钢结构的焊接j507 e5015 用于焊接重要的中碳钢和低合金结构钢(受压,动载),如16mn,09mn2si和船舶用a,b,d,e级钢等,也可用于厚板及可焊性较差的碱钢结构的焊接a102 e308-16 用于工作温度低于300℃的0cr19ni9及0cr19ni11ti的不锈钢结构的焊接a002 308l-16 用于超低碳cr19ni10不锈钢结构焊接,如0cr19ni,0cr19ni11ti a102 e308-16 用于工作温度低于300℃的cr19ni9及cr19ni11ti的不锈钢结构的焊接a107 e308-15用于工作温度低于300℃的cr19ni9及cr19ni11ti 的不锈钢结构的焊接,可全位置焊接a132 e347-16 用与重要耐腐蚀含钛稳定0cr19ni11钛不锈钢的焊接a137 e347-15 用与重要耐腐蚀含钛稳定0cr19ni11钛不锈钢的焊接,可全位置焊接焊条直径要根据工件厚度进行选择:如下图篇五:不锈钢焊条材质表不锈钢焊条牌号型号 gbcmnsis熔敷金属化学成分(%)(≤) pcrnimo其余熔敷金属力学性能rm mpaa %特点与用途用于焊接ocr13及icr13不锈钢结构也可用thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.7545020于耐蚀耐磨的表面的堆焊(熔敷及时热力学性能试样在860℃x2h 缓冷至600℃然后空冷。
j427焊条质量证明书精品文档j427焊条质量证明书J422与J427两种焊条的比较:1、焊条性质:J422酸性焊条,J427是碱性焊条;2、成本:J427略高;3、烘烤:J427焊前要进行焊条烘烤,现场采用焊条保温筒保温,J422不要;4、焊前:J427要求焊接环境高些,坡口不得有油污、水迹,风力、湿度都有要求;5、焊缝强度:J427的冲击韧性高,强度差不多;6、外观:J427焊缝外观成型更漂亮。
所以:现在一般规定承压设备都用J427焊接,重要结构也有用J427焊接的,一般结构才采用J422焊条J422和J427有什么区别,最佳答案J422,,,酸性焊条GB型号E4303结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,主要用于焊接低碳钢和强度等级低合金钢如09Mn2等(J427,,,碱性焊条GB型号E4315结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,主要用于焊接重要的低碳钢和低合金钢如09MnSi等(1 / 15精品文档J422的强度级别在420MPA,牌号是E4303。
J422,,,酸性焊条GB型号E4303结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,主要用于焊接低碳钢和强度等级低合金钢如09Mn2等(J427,,,碱性焊条GB型号E4315结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,主要用于焊接重要的低碳钢和低合金钢如09MnSi等(牌号中42代表强度,所以J422与J427相同强度。
7和2分别代表药皮类型,7代表低氢钠型,2代表钛钙型,所以分别是碱性和酸性焊条。
碱性焊条比酸性焊条含氢少,所以产生氢裂的危险也小,焊接接头的可靠性也高,所以同强度的碱性焊条可代用同强度的酸性焊条,反之就不一定行,要看对接头的要求高低的问题。
但是酸性焊条的焊接稳定性要好于碱性焊条,一般酸性焊条可以满足的焊接结构不用碱性焊条代用。
j427焊条标准焊条是一种常见的焊接材料,用于连接和修复金属工件。
为了保证焊接质量和安全性,焊条需要符合特定的标准。
以下是与焊条相关的参考内容。
1. 国际标准化组织(ISO)标准:- ISO 2560:2017:这个标准规定了用于手动金属弧焊的焊条的技术要求。
它包括钢焊条和铸铁焊条的分类、机械性能的要求,以及其它特定的技术要求。
- ISO 3581:2016:这个标准规定了用于电弧焊纵向焊接的焊条的技术要求。
它涵盖了来自硬焊、不锈钢焊条和镍及镍合金焊条等不同材料的焊条。
2. 美国焊接协会(AWS)标准:- AWS A5.1/A5.1M:2012:这个标准规定了用于碳钢电弧焊的焊条的分级和规格。
它涵盖了不同类型的焊条,包括镀铜焊条和低氢焊条,同时也包含了它们的化学成分和机械性能要求。
- AWS A5.4/A5.4M:2012:这个标准规定了用于焊接不锈钢的焊条的分级和规格。
它包括多种不同的不锈钢焊条类型,如氩弧焊不锈钢焊条、保护焊层焊条等。
3. 欧洲焊接协会(EN)标准:- EN ISO 2560:2017:这个标准是基于ISO 2560:2017,规定了手动焊接用钢焊条的技术要求。
它包括焊接性能、机械性能和检验方法等方面的要求,适用于各种类型和强度级别的钢焊条。
- EN ISO 3581:2016:这个标准是基于ISO 3581:2016,规定了纵向焊接用的不同材料焊条的技术要求。
它适用于多种类型的焊条,如镍合金焊条、不锈钢焊条等。
4. 中国标准化协会(SAC)标准:- GB/T 5117-2012:这个标准规定了钢焊条的分类和表示要求,包括焊条的命名规则、化学成分和机械性能等要求。
- GB/T 983-2012:这个标准规定了不锈钢焊条的分类和表示要求,包括焊条的材质、化学成分和力学性能等方面的要求。
以上所列的标准是与焊条相关的一些参考内容,这些标准都是由国际和国内标准化组织制定的,目的在于规范焊条的制造、设计和使用。
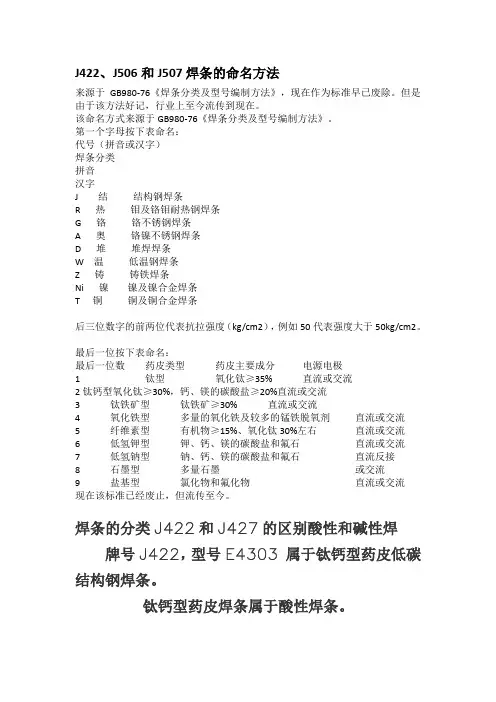
J422、J506和J507焊条的命名方法来源于GB980-76《焊条分类及型号编制方法》,现在作为标准早已废除。
但是由于该方法好记,行业上至今流传到现在。
该命名方式来源于GB980-76《焊条分类及型号编制方法》。
第一个字母按下表命名:代号(拼音或汉字)焊条分类拼音汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合金焊条T铜铜及铜合金焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度大于50kg/cm2。
最后一位按下表命名:最后一位数药皮类型药皮主要成分电源电极1钛型氧化钛≥35%直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3钛铁矿型钛铁矿≥30%直流或交流4氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5纤维素型有机物≥15%、氧化钛30%左右直流或交流6低氢钾型钾、钙、镁的碳酸盐和氟石直流或交流7低氢钠型钠、钙、镁的碳酸盐和氟石直流反接8石墨型多量石墨或交流9盐基型氯化物和氟化物直流或交流现在该标准已经废止,但流传至今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药皮低碳结构钢焊条。
钛钙型药皮焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药皮焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的工艺性能好,如电弧稳定,飞溅小,焊缝成形美观等。
而J427是碱性(低氢型)焊条,只能用直流电焊机,但它的焊缝综合力学性能好,即韧性要比酸性焊条好。
因此,一般联接用J422,而重要焊缝则应用J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,主要用于焊接低碳钢和强度等级低合金钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,主要用于焊接重要的低碳钢和低合金钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药皮成份不同。
焊接材料质量证明书R307-3.2.jpg 本文档将提供焊接材料质量证明书R307-3.2的详细信息。
证明书概述
- 证明书编号:R307-3.2
- 焊接材料名称:[在此填写焊接材料名称]
- 生产厂家:[在此填写生产厂家名称]
- 生产日期:[在此填写生产日期]
- 批次号:[在此填写批次号]
- 技术要求:[在此填写相关技术要求]
质量检验结果
以下为焊接材料的质量检验结果:
- 化学成分检验:符合技术要求,无超标成分。
- 机械性能检验:符合技术要求,强度、延伸率等性能参数满足要求。
- 微观组织检验:焊接材料的微观组织均匀、细致,无明显缺
陷或损伤。
其他信息
- 本焊接材料质量证明书仅适用于批次号为[填写批次号]的产品。
- 本证明书仅详述了质量检验结果,并不包含其他相关规格或
要求。
请注意,此文档仅提供了焊接材料质量证明书R307-3.2的概述和相关信息,并不包含详细数据和确认内容。
详细数据和确认内容
可以直接从证明书本身获取。
---
请注意,以上信息仅供参考,如需更详细的信息和确认,请直
接咨询相关部门或生产厂家。
J422(E4303)焊条1.E4303型号表示E表示焊条。
43表示熔敷金属抗拉强度最小值为430MPa。
03表示药皮类型为钛型,适用于全位置焊接,采用直流或交流正反接。
2.技术要求2.1.尺寸焊条尺寸应符合GB/T25775规定。
2.2.药皮2.2.1.焊条药皮应均匀、紧密地包覆在焊芯周围,焊条药皮上不应有影响焊接质量的裂纹、气泡、杂质及脱落等缺陷。
2.2.2.焊条引弧端药皮应倒角焊芯端面应露出焊条沿周围的露芯应不大于圆周的1/2。
碱性药皮类型焊条长度应不大于焊芯直径1/2或1.6㎜两者的较小值。
其他药皮类型焊条长度方向上露芯长度应不大于焊芯直径的2/3或2.4㎜两者的较小者。
2.2.3.焊条偏心度应符合如下规定:(1)直径不大于2.5㎜的焊条,偏心度应不大于7%;(2)直径3.2㎜和4.0㎜的焊条,偏心度应不大于5%;(3)直径不小于5.0㎜的焊条,偏心度应不大于4%;偏心度计算公式及图式中:P-焊条偏心度;T1-焊条端面药皮最大厚度+焊芯直径;T2-焊条同一端面药皮最小厚度+焊芯直径。
焊条偏心度测量示意图2.3.T型接头角焊缝角焊缝的试件检查按GB/T25774.3规定。
角焊缝的试验要求和两焊角长度差及凸度要求应符合下表。
角焊缝试验要求单位为毫米药皮类型电流类型焊条尺寸焊接位置试板厚度t试板宽度w试板长度l焊脚尺寸03 交流和直流反接5.0 PF、PD 10或12≥75≥300 ≤10.06.0 PB ≥400 ≥8.0两焊脚长度差及凸度要求单位为毫米2.4.熔敷金属化学成分熔敷金属化学成分2.5.力学性能熔敷金属拉伸实验结果应符合下表力学性能2.6.焊缝射线探伤焊缝射线探伤应符合GB/T3323中Ⅱ级规定2.7.熔敷金属扩散氢含量熔敷金属扩散氢含量应要求可由供需双方协商确定扩散氢代号见下表熔敷金属扩散氢含量3.试验方法3.1.力学性能试验3.1.1.试验用母材力学性能试验用母材采用下表规定的试板,若采用其他母版,应采用试验焊条在坡口面和垫板面至少焊接三层隔离层隔离层的厚度加工后不小于3㎜。
焊条材质证明书精选-证明书焊条材质证明书精选-证明书1. 证明书概述本证明书是针对焊条材质进行验证的材质证明书。
焊条是一种常用的焊接材料,用于连接金属工件。
焊条材质的合格性对焊接接头的质量和性能有着重要影响。
为了保证焊接质量,焊条的材质必须符合一定的标准和要求。
本证明书详细介绍了焊条材质的测试和证明过程,以及相关测试结果和质量标准。
2. 测试标准和方法2.1 材质测试标准焊条材质的测试标准主要包括以下方面:- 化学成分:焊条材质应满足特定的化学成分要求,包括各元素含量和存在的非金属夹杂物等。
- 机械性能:焊条应具有一定的机械性能,包括抗拉强度、屈服强度和延伸率等。
- 焊接特性:焊条应具有良好的焊接性能,包括良好的流动性、稳定的焊缝和良好的焊接可靠性。
2.2 材质测试方法为了验证焊条材质的合格性,需要进行以下测试:- 化学成分测试:使用化学分析方法,对焊条材质进行元素含量的测定。
常用的方法包括光谱分析和化学溶解分析等。
- 机械性能测试:通过拉伸试验和冲击试验等方法,测试焊条的抗拉强度、屈服强度和延伸率等机械性能指标。
- 焊接性能测试:通过焊接试验,评估焊条的焊接特性,包括焊缝形态、焊接可靠性和焊接性能等。
3. 测试结果和质量标准3.1 化学成分测试结果通过光谱分析和化学溶解分析,得出焊条材质的化学成分。
测试结果显示,焊条材料的化学成分符合相关标准要求。
具体的化学成分测试结果如下:---- 元素 ---- 含量(%) -------- ------ ---- -------- -------- C ---- 0.05 -------- Si ---- 0.25 -------- Mn ---- 1.00 -------- P ---- 0.025 -------- S ---- 0.030 -------- Cu ---- 0.20 -------- Ni ---- 0.30 -------- Cr ---- 0.20 -------- Mo ---- 0.15 -------- V ---- 0.05 ----3.2 机械性能测试结果通过拉伸试验和冲击试验,测试了焊条的机械性能。
焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员:3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇三:焊条质量管理规程焊条管理制度1、焊接材料的验收1.1 焊接材料的质量必须符合国家及有关标准。
1.2 焊接材料入库前首先由仓库管理员验证以下有关资料是否齐全,否则不得入库。
其资料应妥善保存备查。
1.2.1 焊接材料的质保单合格证; 1.2.2 焊接材料的牌号、标记;1.2.3 焊接材料的批号、规格、数量;1.3 材料管理员负责焊接材料的外观检查和复验工作,不合格品不得入库。
2、焊接材料的保管2.1 各使用单位应设专用焊材库,并有专人保管。
2.1.1 焊材库内应设置温度计、除湿机,室内温度应不低于5℃,相对湿度不大于60%,并且通风良好。
2.1.2 库房内应设专用烘干箱和恒温箱。
2.1.3 库房内应悬挂醒目的烘焙规范,管理人员应严格按规范执行。
2.2 焊材管理人员要按类别、牌号、规格、批号进行,建帐、建卡做好标识,并做到帐、卡、物相符。
2.2.1 焊接材料不得就地堆放,应离地大于200mm,离墙大于300mm。
3 、焊接材料的发放3.1 焊材管理人员应根据焊接技术人员或工艺员签发的焊接材料发放单发放。
3.2 焊材发放单应注明牌号、规格、数量、施焊部位等。
3.3 焊材管理人员应做好焊材发放记录台帐,做到追踪无误。