数控铣削加工综合实例
- 格式:doc
- 大小:153.50 KB
- 文档页数:11
数控铣削加工综合实例
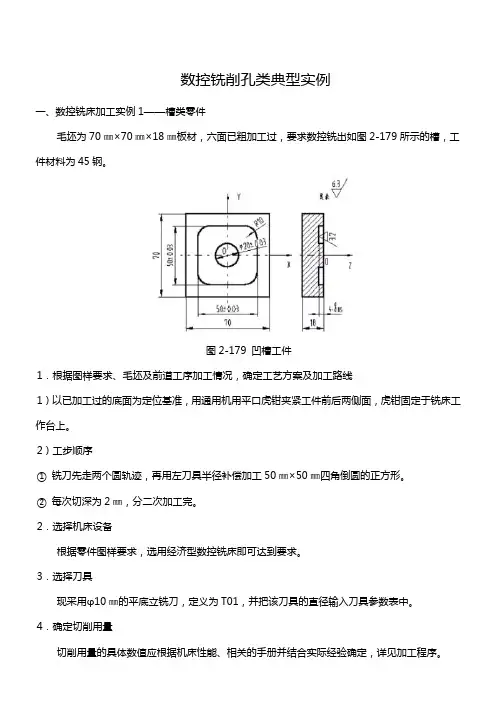
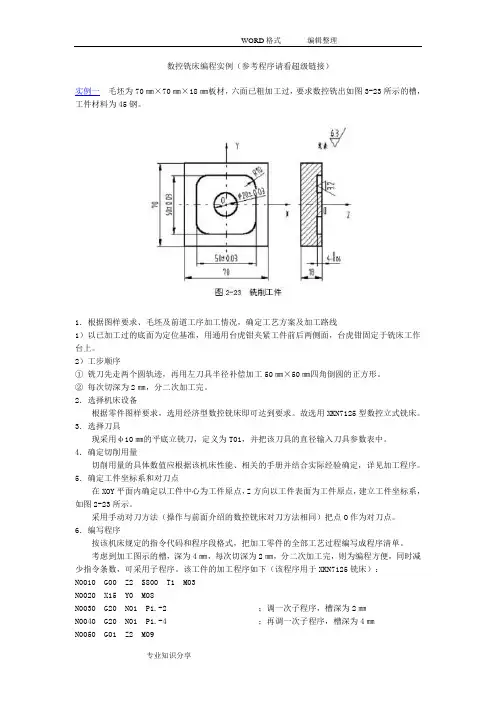
加工如图10-1所示零件(单件生产),毛坯为80mm×80mm×19mm长方块(80mm×80mm四面及底面已加工),材料为45钢。
任务实施的具体方法及步骤
1.分析零件图样
该零件包含了平面、外形轮廓、型腔和孔的加工,孔的尺寸精度为IT8,其它表面尺寸精度要求不高,表面粗糙度全部为Ra3.2,没有形位公差项目的要求。
2.工艺分析
1)加工方案的确定
根据零件的要求,上表面采用端铣刀粗铣→精铣完成;其余表面采用立铣刀粗铣→精铣完成。
2)确定装夹方案
该零件为单件生产,且零件外型为长方体,可选用平口虎钳装夹。
工件上表面高出钳口11mm左右。
3)确定加工工艺
加工工艺见表10-1。
4)进给路线的确定
(1)外轮廓粗、精加工走刀路线
(2)型腔粗、精加工走刀路线
(3)孔精加工走刀路线
5)刀具及切削参数的确定
10.2.2 参考程序编制
1.工件坐标系的建立
以图示的上表面中心作为G54工件坐标系原点。
2.基点坐标计算(略)
3.参考程序
1)上表面加工程序
上表面采用面铣刀加工,其参考程序见表10-5。
表10-5 上表面加工参考程序
2)外轮廓、孔、型腔粗加工程序
外轮廓、孔、型腔粗加工采用立铣刀加工,其参考程序见表10-6至10-8。
表10-6 外轮廓、孔、型腔粗加工程序
表10-7 外轮廓加工子程序
表10-8 型腔加工子程序
3)外轮廓、孔、型腔精加工程序
外轮廓、孔、型腔精加工采用立铣刀加工,其参考程序见表10-9。
表10-9 外轮廓、孔、型腔精加工程序
布置作业(时间:2分钟)
10-2 练习编写图10-5所示零件加工工艺及程序,毛坯为80mm×80mm×19mm长方块(80mm×80mm四面及底面已加工),材料为45钢。