清梳联安装调试使用手册
- 格式:doc
- 大小:4.78 MB
- 文档页数:30
清梳联流程配置(推荐)方案一、气流纺(纯棉)项目要求适纺16支针织纱,按每天生产16支纱需18吨生条产量计算,若清梳联每天工作22.5小时,则每小时生条需要量为800Kg/h,纺16支纱时,JWF1204A型梳棉机的单机产量按70Kg/h 计算(195*6*60/1000=70.2Kg/h),则需要梳棉机11.4台,推荐配臵为12台。
配臵清梳联流程1配12台JWF10204A梳棉机1套。
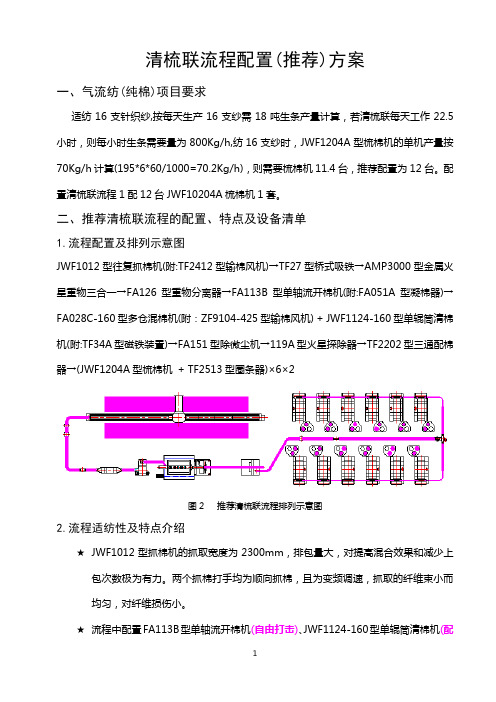
二、推荐清梳联流程的配置、特点及设备清单1.流程配置及排列示意图JWF1012型往复抓棉机(附:TF2412型输棉风机)→TF27型桥式吸铁→AMP3000型金属火星重物三合一→FA126型重物分离器→FA113B型单轴流开棉机(附:FA051A型凝棉器)→FA028C-160型多仓混棉机(附:ZF9104-425型输棉风机) + JWF1124-160型单辊筒清棉机(附:TF34A型磁铁装臵)→FA151型除微尘机→119A型火星探除器→TF2202型三通配棉器→(JWF1204A型梳棉机 + TF2513型圈条器)×6×2图2 推荐清梳联流程排列示意图2.流程适纺性及特点介绍★JWF1012型抓棉机的抓取宽度为2300mm,排包量大,对提高混合效果和减少上包次数极为有力。
两个抓棉打手均为顺向抓棉,且为变频调速,抓取的纤维束小而均匀,对纤维损伤小。
★流程中配臵FA113B型单轴流开棉机(自由打击)、JWF1124-160型单辊筒清棉机(配直径φ400mm的梳针辊筒)和JWF1204A型梳棉机(顺向喂棉),具有较强的开松、除杂和梳理能力,且对纤维损伤小,在相同质量的前提下,可以有效降低原棉配棉半个等级。
★流程中选用FA028C-160型多仓混棉机,棉仓容量大,混合效果好,能够有效降低成纱的强力不匀。
★所有输棉风机均为变频直驱形式,效率高且调速、维护方便。
★单线实际产量≤1000Kg/h。
★采用一路清花设备配12台JWF1204A型高产梳棉机,使清花设备和梳棉机均能发挥较大的产量优势,不会造成太大的损失。
清梳联故障排除法(供参考)1. 方法1.1 排除故障时,以一人为主,另一人配合。
1.2根据故障现象进行逻辑推理,观察PLC输出模块的输出点和输入模块的输入点的情况:输入点正常,输出点不正常,再手动一试,进一步判断情况,有可能是“飞”程序问题。
这时需要进行PLC清零(请参照清零方法)。
如果输入点正常输出点也正常,则检查有关外围电路器件是否正常。
输入点不正常也可查找外围电路器件是否正常。
1.3排除故障要从简到繁,逐步深入进行。
一般先检查有关的电源电压是否正常,然后再进行检查排除故障,防止电压不正常造成问题扩大化。
1.4熟悉设备及系统的工作原理,相互控制关系,明白机械、工艺和电气之间的相互联系,才能够找到问题的根本原因。
1.5排除故障不要“头痛医头脚痛医脚”,要追根求源,找到造成问题的真正原因,否则还会发生类似问题。
1.6用替代法判断故障,判断出故障件后,如果暂无器件时,也可以将另一设备相同元器件(故障点不用的)代用,应该把被怀疑的器件安装到正常设备中,而不要将正常的器件安装到发生故障的设备中,以免正常的器件损坏。
1.7熟悉设备机内使用的电压:三相380V AC , 三相220V AC,单相220V AC,单相12V AC,30V DC,模拟量0-10V,模拟量0-5V 。
1.8掌握故障的特点:有时候同样的故障现象,问题的原因却不相同,比如:通讯故障,在显示屏上各个数据为#号,可能是通讯电缆出现问题,也可能是PLC电源有问题等等。
也有时同样的故障原因,但反映出来的故障现象却不一样。
故障汇编只能做参考,不能死搬硬套。
2. PLC清零方法:2.1首先备份一份“设备参数”以备清零后重新输入。
2.2 PLC断电,将CPU工作选择开关放到STOP“停止”位置上。
2.3 PLC上电,扳动工作选择开关到MRES“清零”位置。
2.4 观察STOP黄色灯的情况:应快速闪烁,否则放开手选择开关回到“停止”位置,重新向下按压工作选择开关,重复多次直到黄灯快速闪烁为止,当快闪3次时放开手,黄灯停止后,PLC断电。

清梳联揩车工作法揩车是机器状态维修地重要工作之一,机器在生产过程中,部分机件的内部积花不容易在运转时揩扫掉,另外部分机件在高速运行时容易松动,为确保机台正常运转、减少机件磨损,需要进行揩车工作。
揩车工作采用有规律的分段作业法,合理分工,相互配合。
顺序是:先粗扫后细揩、先车上后车下、先里面后外面,随拆随揩,随安装。
对机器各部分要进行彻底清除,除去飞花油污、疏通油路、加油润滑,并对某些机件进行校正,根据机器零件的不同情况,用毛刷、揩布、特种工具清扫,特别要注意输棉通道部位的清洁。
拆车前,先布置好工作地点,把工具安放在需要应用的固定地点。
揩车中每次使用完工具,放在固定地点,以便下次使用。
揩车中卸下的机件也放在一定地点,保证安全。
1.清花揩车工作法揩车周期为6-8天,1天1台。
辅助设备如输棉风机的揩扫属于控制机台。
1.1FA002抓包机(含FA125重物分离器、FT245F(B)输棉机)。
1.1.1工作内容:1.1.1.1检查机械运转是否正常。
1.1.1.2清理机台、保持清洁。
1.1.1.3检查中心轨道槽内是否有棉絮、异物,进行清理。
1.1.1.4清理打手轴头、间隙中的棉絮,清理升降链条、各电机间棉絮。
1.1.1.5轴承注油。
1.1.1.6检查各链条松紧,并进行调整加油。
1.1.1.7检查丝杆铜套螺纹。
加油1.1.1.8检查各传感器固定是否牢靠,隔距是否正常、行程开关是否活动。
1.1.1.9检查各部分的螺丝是否松动、并进行固定。
1.1.1.10检查打手四角是否平行1.1.1.11打手振动,0.3豪米以下。
1.1.2组织分工和工作顺序:1.1.2.1组织分工:FA125重物分离器由揩车工(甲)全面负责,并具体掌握输棉管道、FT245F输棉风机、抓棉打手的揩扫工作。
揩车工(乙)负责塔身、抓臂内外的揩扫。
1.1.2.2 工作顺序:1.1FA1107A单轴流开棉机1.2.1 工作内容:1.2.1.1检查机械运转是否正常。


深度剖析:短流程高效清梳联的使用及实践摘要探讨郑州宏大短流程高效清梳联的使用实践。
介绍了该清梳联的工艺流程、各单机主要技术特点以及系统生产调试情况。
对各单机工艺进行了优化试验,分析了各部位纤维的质量指标和成纱质量指标。
生产实践表明:JWF1204B-120型梳棉机棉结去除率约为84%,12.7 mm短绒增长率-1.7%,生条内不匀率小于1%、外不匀率小于1.35%、条干 CV 值在3%以内,成纱质量指标可达到USTER公报5%水平。
认为:该清梳联智能化程度高,自适应能力强,运行稳定,工艺调整方便,在高产状态下质量指标稳定。
关键词短流程;清梳联;智能化控制;JWF1204B-120型梳棉机;短绒率;棉结;不匀率我公司实施了“棉纺数字化车间”项目,其精梳品种生产线采用郑州宏大最新短流程高效数字化清梳联设备,于2015年8月完成安装,并投入连续生产运行。
该清梳联机械结构新颖,自动化程度高,在优质高产和运行稳定性方面表现突出,现将该清梳联设备的使用情况做一简单总结。
1 工艺流程及主要技术特点1.1 工艺流程JWF1012型往复抓棉机→JWF0001型多功能分离器→ FA103B型双轴流开棉机→JWF1026-160(10)型多仓混棉机+ JWF1124C-160型开棉机→精灵8型异性纤维分拣机→JWF1054型除微尘机→119A型火星探除器→TF2202型三通配棉器→(JWF1204B-120型梳棉机+ TF2513型圈条器)1.2 各单机主要技术特点1.2.1 JWF1012型往复抓棉机抓棉打手采用双韧刀片结构,往复换向时两个抓棉打手同步变换转向,保持顺向抓棉,避免了传统抓棉机其中一只抓棉打手在抓棉过程中“犁耕”的问题,打手转速变频调节最高可达1 350 r/min ,抓棉机每次下降距离可在0.5 mm~20 mm范围内调节,两只抓棉打手工艺状态相同,两者之间抓取纤维差异小,抓取纤维成分全,离散性小。
清梳联安全操作规程及消防工作法示范文本In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of EachLink To Achieve Risk Control And Planning某某管理中心XX年XX月清梳联安全操作规程及消防工作法示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
1 清花安全操作规程。
1.1按交接班制度规定认真检查交接。
1.2严格按清梳联开、关车顺序进行操作。
1.3开车前必须检查各部轴头,机上是否有人在工作,无问题方可开车。
关车时先正常停车,再关断电源开关,严禁不停车直接关断电源。
1.4 FA009抓包机运行时,发现轨道上有异物必须在塔身运行的后方进行处理。
不准许迎着机器运行的方向。
1.5 禁止坐在机台、轨道和棉包上,要认真巡回棉包。
1.6 FA009抓臂下不准站立或在其下面进行维修工作,如要进行维修应把抓臂调转到另一边。
1.7 FA009打手堵花要进行清理时要停车并按下“急停”按钮再进行处理。
1.8 FA029多仓混棉机的输棉风机在运行中要处理堵花时,要停车15分钟后风机停稳时进行处理。
1.9 罗拉和打手(开松辊) 未停稳不准进行处理粘花、挂花。
如:FA116主除杂机中间棉箱有机玻璃处、JWF1171(FA179B)喂棉箱的左右两侧。
2 梳棉安全操作规程。
2.1.1 按交接班制定认真检查交接。
2.1.2 严格按清梳联开、关车顺序进行操作。
操作规程编号:LX-FS-A67861清梳联安全操作规程及消防工作法范本In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall BehaviorCan Reach The Specified Standards编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑清梳联安全操作规程及消防工作法范本使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
1 清花安全操作规程。
1.1按交接班制度规定认真检查交接。
1.2严格按清梳联开、关车顺序进行操作。
1.3开车前必须检查各部轴头,机上是否有人在工作,无问题方可开车。
关车时先正常停车,再关断电源开关,严禁不停车直接关断电源。
1.4 FA009抓包机运行时,发现轨道上有异物必须在塔身运行的后方进行处理。
不准许迎着机器运行的方向。
1.5 禁止坐在机台、轨道和棉包上,要认真巡回棉包。
1.6 FA009抓臂下不准站立或在其下面进行维修工作,如要进行维修应把抓臂调转到另一边。
1.7 FA009打手堵花要进行清理时要停车并按下“急停”按钮再进行处理。
1.8 FA029多仓混棉机的输棉风机在运行中要处理堵花时,要停车15分钟后风机停稳时进行处理。
1.9 罗拉和打手(开松辊) 未停稳不准进行处理粘花、挂花。
清梳联培训简易教材1.安全知识及注意事项1.1清梳联系统几处注意防范的地方1.1.1 FA009抓包机打手,转速较高1000rpm以上,严禁手碰触。
1.1.2 FA009抓臂下面,严禁站立。
1.1.3 FA029多仓混棉机输棉风机观察窗处,如有堵花情况,要断电后再进行处理,不然的话停车后风机要延时10分钟才能停下来。
1.1.4 FA116主除杂机上棉箱有机玻璃观察窗处,如有挂花情况时,要停车,待上打手停稳后再进行处理。
1.1.5 FA1112精开棉机严禁打手未停稳时就用手处理挂花。
如有挂花要关车断电,待打手停稳后再进行处理。
1.1.6 梳棉机的剥棉罗拉处,有绕花粘花情况,不要用手去处理,要使用粘花杆。
1.1.7 在梳棉机的道夫测速轮处工作时,其他人不要随便开起道夫,当锡林正常运行时,请不要在传动皮带处工作。
1.1.8 JWF1171喂棉箱的两侧,如有挂花情况,要关闭喂棉箱电源,等开松辊停稳后再处理。
1.2 注意事项:1.2.1 FA009抓包机的抓包运行速度不要设定过快,一般在18m/min以下。
1.2.2 FA009抓包机的打手转速不要设定过低,保持电机外部的清洁。
1.2.3 单机在上电后的自检过程,不要随便碰触显示屏,操作时按提示有步骤进行,不要抢步骤,按动显示屏界面不要用力太大。
1.2.4 上电后,开车前要先按“复位”,关车先按“停车”键,再断总电源。
更不要在正常运行时关断电源开关。
1.2.5 车上的红色按钮是“急停”用的,平时不要随意使用,防止变频器受冲击,或损坏皮带,破坏机械状态。
1.2.6 各传动同步带不要调整过紧。
1.2.7 各个电机平时注意其外部的干净,两端的罩盖塞花絮及时取出。
1.2.8 单机的电控柜不要用高压气吹,做清洁工作要用毛刷和工业用(家用)吸尘器。
2 .清梳联流程及主要设备简介2.1 流程介绍:(一机两线)FA009-FT245FB-AMP2000-FT213A-FT215B-(FT214-FA125-FT240F)-FA105A2-FT221A-A/BA-(FT222F-FA029-FT214-FT240F)-(FA179-FA116-FT301B)-(FT240F-FA156-FT201B)- 119AII-P-[JWF1171-FA203A/(B)/(C)/JWF1205-FT024/(FT025)/(FT027)]×nB 同A ※ n –梳棉机单元组数2.2 清梳联电气互联(一机两线流程)3 清梳联系统的特点及对挡车工的要求3.1 系统性系统由各个单机组成,只有保障好每个单机的良好状态,才能够使系统正常运行;同时要保障滤尘机组、压缩机、稳压器的正常;保障车间的温湿度相对正常,温度:25±3℃,相对湿度:50-55%。