清梳联(棉箱)改造工艺流程及梳棉自调匀整仪的运用
- 格式:doc
- 大小:248.00 KB
- 文档页数:6

清梳联工序的任务及工艺流程一、清梳联工序的任务:为了运输方便,从轧花厂或化纤厂出来的原棉或化学纤维都是压紧成包进入纺纱厂的,原棉或化学纤维因为长时间的压紧结成坚实的硬块。
要纺制出优良的纱线,满足后道工序的需要,清梳联作为第一道工序,要完成开松、混合、除杂、梳理和成条等任务。
1.开松,将棉包中压紧的大棉块或化学纤维块,松解成较小的纤维束,以利于原料的充分混合与除杂;2.混合,按配棉成分,把几种不同产地、不同性能的原棉或化学纤维混合均匀;3.除杂,通过机械和气流作用,清除棉或化学纤维中的大部分杂质、尘屑、籽壳和疵点;4.成条,制成符合一定规格、达到质量要求的生条,有规律的圈放在棉条筒中。
二、清梳联工艺流程,由于纺纱品种多种多样,所用原料各不相同,再加上新型纺纱技术不断涌现,这就要求清梳联工艺流程配置也要多种多样,能满足各种不同的工艺要求,现就几种常用的比较典型的清梳联配置做简单分析,1.用细绒棉纺中特纱(31tex-22tex)和细特纱(11-21tex棉纱)时的典型工艺流程配置用细绒棉纺中特纱或细特纱时,所用配棉较好,含杂率较低,在选择设备时应注意在满足除杂要求和开松度的情况下,尽量减少对纤维的损伤,在流程中推荐用FA103A型双轴流开棉机和FA109A系列三辊筒清棉机配套使用,流程配置有以下两种1)一机一仓一线流程JWF1012(-230)(TF27+TF2412)→ AMP3000 →FA126 → FA113B+FA051A →→FA028C-120(160)[ZF9104-425(5.5)]→JWF1124-120(160)(TF34) →FA151→119A→TF2202→(JWF1204A+TF2513)×(6-14)注:梳棉机实际产量长期﹥400kg/h时,多仓及清棉机用幅宽160;当梳棉机配台数多于8台时,建议采用TF2202型配棉三通将梳棉机分成两路。
2)一机两仓两线FA051A JWF1012(230)(TF27+TF2406)→ AMP3000 →FA126→ FA113B →FA028C-120[ZF9104-425(5.5)]+JWF1124-120(TF34)→FA151→119A→(JWF1204A+TF2513)×(6-12)TF2212 →FA028C-120[ZF9104-425(5.5)]+JWF1124-120(TF34)→FA151→119A→(JWF1204A+TF2513)×(6-12)2.用低级细绒棉配回用棉、精梳落棉、清梳落棉等纺粗特纱(32tex及以上的棉纱)、中特纱时的典型流程配置用低级细绒棉配回用棉、精梳落棉、清梳落棉等纺粗特纱、中特纱时,除精梳落棉外,其它配棉中的杂质含量均较高。



清梳联的工艺流程清梳联是一种将纤维进行分类、清洗和梳理的工艺流程。
它既可以提高纤维的质量,又可以减少废弃物的产生,是纤维加工过程中非常重要的一环。
下面将详细介绍清梳联的工艺流程。
首先,清洗。
纤维在采摘、储存和运输过程中容易受到灰尘、泥土和微生物等污染。
因此,在进行梳理前,需要对纤维进行清洗。
清洗主要包括浸泡和洗涤两个步骤。
首先,将纤维浸泡在水中,使其吸湿软化。
然后,使用洗涤剂和温水洗涤纤维,去除上述污染物。
接下来,分类。
纤维根据种类、长度和质量进行分类。
分类是为了将不同质量的纤维分开处理,以达到更好的加工效果。
通常,纤维按种类和长度分类,在初步分类后,还可以根据纤维的各种性能进行二次分类。
这样可以更好地满足后续工艺对纤维的要求。
然后,梳理。
梳理是将纤维进行纵向拉伸和梳理,以减少纤维之间的空隙,提高纤维的质量和可纺性。
梳理主要包括梳理机和梳理刷两个工艺步骤。
梳理机是利用纤维之间的相互摩擦,通过旋转的金属齿轮或齿条将纤维拉伸和梳理。
梳理刷是一种特殊设计的梳理工具,用于进一步梳理纤维,使之更加平直和整齐。
最后,联合。
在梳理过程中,产生了一些短纤维和表面细微的纤维碎屑。
为了保证纤维的质量,需要对这些废弃物进行处理。
通常,这些废弃物被称为“卡癥”,它们被收集起来,与新鲜纤维混合,并进行再次清洗和梳理。
最终,纤维和废弃物被通过纺纱机纺制成纱线,用于后续的织造和制作。
总之,清梳联是一种将纤维进行分类、清洗和梳理的工艺流程。
通过这一流程,可以提高纤维的质量和可纺性,减少废弃物的产生,为纺织工艺提供优质的原材料。
清梳联的工艺流程可以说是纺织行业中非常重要的一环,它对于提高产品的品质和降低成本起到了至关重要的作用。

无锡普莱特清梳联棉箱(梳棉)自调匀整市场火爆
关键词:自调匀整、匀整仪、梳棉、清梳联。
纵观2012年,国际形势错综复杂,经济萧条,欧债危机为国内的纺织企业蒙上了阴影,棉纱市场形势更是不容乐观!
纺织业对成纱质量的要求越来越高,无锡普莱特审时度势,凭借多年在自调匀整领域的研究,及时开发出了ZNS智能型清梳联自调匀整仪装置。
该设备秉承了德国先进工艺与技术,能帮助梳棉机棉条(干)质量有明显提高,解决了困扰前纺龙头的均匀度问题。
无锡普莱特纺电ZNS清梳联自调匀整装置是在给棉罗拉两端加装灵敏的进口传感器,通过计算机和变频电机对给棉罗拉的位移测控对厚度和给棉罗拉转速进行控制,加上前道跟踪检测,从而达到长短片段混合控制的良好效果。
几十家纺织企业使用证明:梳棉机加装ZNS自调匀整仪之后能完全杜绝克重的漂移,并且机台与机台之间的差异几乎没有了,对后道的成纱质量起到了绝对性的作用!同时自动化程度大大提高,更加便于管理!
无锡普莱特ZNS智能型清梳联自调匀整装置,渗透了无锡普莱特人刻苦钻研的辛勤汗水及自强不息、敢为人先的豪情壮志,同时也让我们感受到科学技术从来没有象今天这样,以巨大的力量,以人们难以想象的速度,深刻地推动着纺织工业发展的进程。
历经刻骨磨砺,心志弥坚,不断奋斗接受挑战并获得成长,ZNS智能型清梳联自调匀整仪已在全国各个纺织厂安家落户.目前又有多家纺织企业传来定单要求订购:ZNS智能型梳棉自调匀整装置。

无锡市普莱特机电有限公司---说明书自调匀整专家Automatic evener expertZNS智能梳棉自调匀整仪ZNS Intelligent automatic evenerZNC系列清花微电脑变频自调匀整仪适用:A076、A076C、E、F、1017、FA141、FA142清花成卷机老机改造等新机配套使用。
适合纯棉、化纤、混纺等任意品种。
是铁炮变速装置、调压调速匀整仪更新换代新产品,适合纯棉、化纤、混纺等品种。
ZNS系列梳棉机自调匀整仪适用于:配套各种国产清梳联生产线、梳棉机改造、棉箱改造、简易清梳联配套使用。
配套:郑州、青岛、胶南、金坛及江阴纺机厂家。
适用机型:FA186、201、203、221、223、231、204、206、1203丰田、立达、特吕茨勒、克罗斯罗尔等型号梳棉机。
结构组成主要由高精度位移传感器、匀整控制器、进口变频器、交流电机、加压重锤等组成。
详见下图:- 1 -工作原理曲线所示,棉层厚度变化H(mm)与变频器频率(Hz)所对应的曲线。
主要技术参数1、控制器、变频器输入电压AC220V±10%(伏)。
2、电动机功率0.55千瓦(KW),变频器功率0.75~1.55KW3、匀整仪功率<10W4、调速范围400~1500转/分5、位移传感器工作范围±10㎜6、减速机速比59:17、环境环境温度-20~+60C℃8、相对温度≤90%控制系统的引线连接X2电源端子:变压器ZNC-800 变频自调匀整仪外部接线图附:请注意电机用三角形△接法;变频器为常供电~220V;电源控制器电源与振动板和76给棉同步~220V注:此图仅供参考对变频器的维护和检查变频器是基于半导体器件组成的设备,易受环境(如温度、湿度、粉尘、振动)的影响,为避免对其使用寿命及工作状态的损害,应定时对其进行维护和检查。
1、维护及检查的注意事项:⑴请电工负责电源的开/断⑵在断电后,变频器内部仍有电压存在,在检查时,断电后必须确认充电灯(红)熄灭后方能开始。
自调匀整装置原理及在棉纺中的运用一、导言在纺纱半制品和成品中,总是会存在着纤维沿纱条方向排列的不均匀,即粗细不匀,如果对纱条的不匀不加以控制,那么所加工的纱条将会在后段加工过程中,增加各工序所造成的不匀,这些不匀都将出现在成纱中,而且,不匀的最初波长会随着各工序的牵伸而大大增加,最终导致成纱强力低、断头率高、均匀度差、品质下降,严重影响了纱线的外观和质量。
自调匀整装置是人们为了提高纱线和织物的质量而采用的一种匀整方法,它根据喂入或者纺出的半制品单位长度重量(或粗细)差异,自动调节牵伸倍数,从而使纺出的半制品单位长度重量(或粗细)稳定在一定的水平,是自动控制理论在纺纱过程中的具体运用。
采用此装置将提高产品质量,缩短工艺流程,提高劳动生产率。
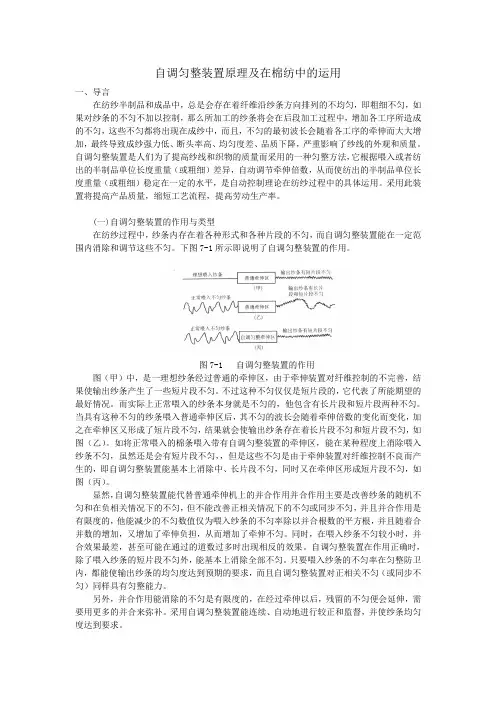
(一)自调匀整装置的作用与类型在纺纱过程中,纱条内存在着各种形式和各种片段的不匀,而自调匀整装置能在一定范围内消除和调节这些不匀。
下图7-1所示即说明了自调匀整装置的作用。
图7-1 自调匀整装置的作用图(甲)中,是一理想纱条经过普通的牵伸区,由于牵伸装置对纤维控制的不完善,结果使输出纱条产生了一些短片段不匀。
不过这种不匀仅仅是短片段的,它代表了所能期望的最好情况。
而实际上正常喂入的纱条本身就是不匀的,他包含有长片段和短片段两种不匀。
当具有这种不匀的纱条喂入普通牵伸区后,其不匀的波长会随着牵伸倍数的变化而变化,加之在牵伸区又形成了短片段不匀,结果就会使输出纱条存在着长片段不匀和短片段不匀,如图(乙)。
如将正常喂入的棉条喂入带有自调匀整装置的牵伸区,能在某种程度上消除喂入纱条不匀,虽然还是会有短片段不匀,,但是这些不匀是由于牵伸装置对纤维控制不良而产生的,即自调匀整装置能基本上消除中、长片段不匀,同时又在牵伸区形成短片段不匀,如图(丙)。
显然,自调匀整装置能代替普通牵伸机上的并合作用并合作用主要是改善纱条的随机不匀和在负相关情况下的不匀,但不能改善正相关情况下的不匀或同步不匀,并且并合作用是有限度的,他能减少的不匀数值仅为喂入纱条的不匀率除以并合根数的平方根,并且随着合并数的增加,又增加了牵伸负担,从而增加了牵伸不匀。


梳棉机与自调匀整仪的应用浙江雄峰绍建国本文叙述了梳棉机加装自调匀整仪的重要性,简介ZNS型梳棉机自调匀整装置的基本原理,以及FA201B加装ZNS梳棉机自调匀装后对产品质量的影响。
文章关键词:梳棉机ZNS 梳棉机自调匀整装置成纱质量和改善机织布或针织布的布面效果,均匀丰满。
1、结构组成:ZNS型梳棉机自调匀整仪,采用西门子公司专用PLC为控制中心,以带矢量控制的日本东芝变频作驱动机构,并有高精度的传感器和控制器,保证了系统可靠的运行,系统可分为三部分:检测显示及控制中心、执行驱动装置、采样系统。
2、工作原理:整个梳棉自调匀整仪系统采用计算机控制技术,采用目前先进的数据采集与通讯功能,能方便地改变设定输入。
打开电源后进行几秒钟的自检,便立即对外部输入进行采样。
棉层的厚薄通过加压臂作用于左右两只传感器,传感器通过对棉层厚薄的检测反馈于控制中心,由控制中心对执行驱动装置发动指令,从而控制生条重量不匀和偏差。
在梳棉机慢速启动后,自调匀整仪将立即跟踪道夫运转,启动变频驱动装置,给棉电机将以设定的牵伸倍数的速度跟随道夫运转状态,匀整功能自动关闭。
在梳棉机快速启动后,给棉也跟踪道夫快速运转,牵伸倍数保持不变,并且系统自动对棉卷情况开始分析处理,接着正常进入匀整工作。
3、配套使用前后质量对比:生条不匀率生条条干CV值使用前3.95,使用后2.84.(注:以上数据为使用ZNS型梳棉机自调匀整仪前后各三个月的平均值)。
对后工序质量的影响:自使用ZNS型自调匀整仪后,并条、粗纱、细纱的重量不匀率(重量CV oA)都有了改进,根据试验室统计,并条调换齿轮的次数减少了50次,既降低了劳动强度,又稳定了后工序的质量。
细纱的重量CV oA 稳定在1997乌斯特公报25水平上。
并条粗纱细纱重量不匀CV使用前后明显降低。
ZNS型梳棉自调匀整仪结构紧凑,安装简单,经济实用,是在棉卷工艺条件下提高生条质量较好的选择。
ZNS型自条匀整仪的使用,取消了工艺齿轮的变换,方便了工艺上机。

清梳联(棉箱)改造及加装ZNS梳棉自调匀整仪运用一、清梳联的意义将开清棉联合机输出的散棉,直接均匀地输配给多台梳棉机,由此组成的联合机称为清梳联合机,简称“清梳联”。
清梳联将清花、梳棉两个工序联接成一个工序,取消了清棉成卷过程,省略了落卷、储卷、运卷和换卷等操作,减轻工人劳动强度提高了劳动生产率。
取消成卷还可避免压辊压碎棉层内杂质,消除了退卷粘层以及接头不良等弊病,有利于减少生条含杂粒数和改善生条均匀度。
清梳联是清梳生产技术的发展方向之一,是纺纱技术的一个重要标志,也是实现纺纱过程连续化、自动化、优质高产和低消耗的重要途径。
二、清梳联的工艺流程清梳联的工艺流程如图3-8-1的所示,清棉机打手输出的原料由输棉风机均匀地分配到各台熟棉机的喂棉箱中,其给棉过程采用电子压差开关进行控制。
当箱内压力低于设定值时停止给棉。
喂给装置控制灵敏度准确,气流稳定,可保证棉层的均匀喂给。
图3-8-1清梳联的工艺流程1. 梳棉机2. 输棉风机3. 清棉机一套开清棉联合机可以与多台梳棉机连接,所组合的梳棉机台数可以根据开清棉联合机的产量及梳棉机的产量来计算即:M〔梳棉机配套台数〕= Q〔开清棉联合机的台时产量kg/台.h〕/G〔梳棉机的台时产量(kg/台.h〕三、清棉联的连接装置采用清梳联后,清棉机的机构大为简化,从清棉机打手部分输出的原料,由输棉风机经管道送入梳棉机机后的喂棉箱。
⒈配棉头输棉管与梳棉机后部喂棉箱连接处起分配原棉作用的部分称配棉头,配棉头有高流速迫降式和低流速沉降式两种,如图3-8-2所示,图中(1)为高流速迫降式配棉头,内有挡棉板2(俗称羊角)、调节板1和插入板3,三者相配合,迫使输棉管内水平运行的棉块向下落入喂棉箱内,挡棉板的高度,调节板的角度和插入板的深度经适当调整,可控制落入棉箱中的棉量。
(1)高流速迫降式(2)低流速沉降式图3-8-2图中(2)为低流速沉降式配棉头,其上方的输棉管在临近配棉头处,有一扩散角为α的斜面,使输棉管截面扩大,气流扩散,棉流速度降低,在挡棉板的配合下,使棉块落入喂棉箱内,改变挡棉板倾斜角度和扩散角的大小,可调节落入喂棉箱的棉量,扩散角α一般在30°~45°范围内调节。
梳棉机自调匀整简介清梳联自调匀整是棉纺织生产中保证产品质量的重要环节。
我国通过“八五”攻关项目解决了清梳联的国产化,但在清梳联设备使用后,由于没有了原有的棉卷定量控制,生条的重量必须通过自调匀整装置自动调节,否则将引起纱线单位重量的波动,造成质量事故。
自调匀整装置检测输入梳棉机的棉层信号及输出的棉条信号,通过纺织工艺及其数学模型的运算,采用自动控制的方法,控制输入棉层速度,达到稳定和保持出条重量。
由于自调匀整装置属机电一体化产品,比较复杂,牵涉到硬件、软件的设计,数学模型的建立,棉纺工艺的配合,对机械检测精度要求较高,尤其是在纺织厂较为恶劣的环境条件下要保持24小时运转,对产品的稳定性、可靠性要求较高。
实际生产试验表明:在清梳联系统工作正常时,通过梳棉机自调匀整控制系统的作用,棉条的的不匀率可达到:5米重不匀(内不匀) H 小于1.5%5米重不匀(外不匀) H 小于2.0%棉条合格率:棉条定量±0.8克/5米为合格≥95%;稳定性和可靠性: 6000小时无故障运行时间。
在设计过程中,我们首次采用混合环控制系统同时改善中长片段和短片段的重偏和重不匀。
使用16位的单片机为CPU提高运算速度。
通过模糊控制理论和自适应系统,更好的适应不同品种的要求。
在设计中提高传感器机构的精度。
通过对工艺要求的仔细研究,建立了符合生产状况的数学模型,同时优化控制参数,以得较好控制精度。
由于自调匀整装置的技术含量较高,国际少数公司把持该技术,影响了我国纺机成套设备的竞争能力。
本自调匀整的开发成功,标志着我国自主知识产权的自调匀整技术达到产业化和实用产品阶段。
它与国产清梳联设备配套,真正取代了国外进口设备,填补了我国清梳联设备空白,结束了我国在58年后清梳联三上三下的历史,实现了我国几代纺织科技工作者的奋斗目标,同时实现了我国生产棉纺全部成套设备的能力,并出口国外参与国际竞争。
因此本技术无论对于我国社会经济发展,以及我国纺织行业的科技进步具有深远的意义。
清梳联喂棉箱清梳联(日常口语中一般称清钢联)是棉纺技术的发展趋势,是棉纺工程实现自动化、连续化和现代化的重要标志之一,清梳联不是清棉与梳棉的简单连接,而是把两者在新的条件下重新组合成一条新的生产线。
清梳联分有回棉和无回棉两种工艺流程。
清梳联喂棉箱是联接开清棉机组与梳棉机的设备,如果安装在每台梳棉机的后部, 就可以实现连续给梳棉机喂棉, 是清梳联喂棉箱流程中不可缺少的重要设备之一。
清梳联喂棉箱的主要功能:清梳联喂棉箱主要功能:按规定重量, 将筵棉均匀、稳定地喂入梳棉机。
清梳联喂棉箱的要求:1、筵棉在横向和纵向都要均匀一致; 筵棉密度要稳定一致, 使输出的棉层重量稳定, 波动小;2、要求筵棉的棉结增长率低, 从而减轻梳棉机梳理棉结的负担, 即做到喂棉箱的给棉罗拉不缠花, 开松辊不返花等;3、筵棉中所含的短绒和微尘要求降低, 即喂棉箱的滤尘和排尘作用应当有效。
喂棉箱的性能:1、开松效果好,纤维损伤少;2、双给棉罗拉喂入,避免纤维缠绕罗拉的缺点;3、双给棉罗拉采用变频调速;4、整机装有安全防护装置;5、双给棉罗拉之间、给棉罗拉与开松辊之间隔距可调;6、独有振动栅结构,利于形成均匀紧密的输出筵棉层;7、一对输出罗拉可根据原料选择牵伸比保证筵棉稳定输出;8、有效改善条干均匀度及重量不匀率。
作为生产清梳联棉箱的专业制造商金坛市金纺机械厂,该厂供应的清梳联棉箱受到业界的一致认可,好评连绵不断。
该厂位于长江三角洲鱼米之乡江苏常州金坛开发区,地理位置优越,交通便捷,环境优美。
公司专业生产各种棉纺开清棉成套设备、纺织配件及器材。
主要产品有:喂棉箱,混开棉机,单轴流开棉机、自动抓棉机、连续振动棉箱、气压式棉箱、智能清梳联连续喂棉仪、强力除微尘机,气动配棉器等等。
其中FA178A型清梳联喂棉箱和FA160清梳联简易喂棉箱为本公司的特色产品,在同行业中享有很好的口碑。
其实,在我们的日常生活中,无论什么东西用的时间久了都是需要清洁的,这样,我们不光看的舒心,用的也比较放心。
智能型梳棉机自调匀整装置在清梳联改造系统中重要性探析摘要:自调匀整装置属于精密电器元件,具备在线调整的功能,是现代纺纱流程中的关键部件,目前有三种不同控制类型的自调匀整装置,每种类型匀整装置的机理和效果不一样。
ZNS智能型梳棉机自调匀整装置采用混合环控制系统,对控制生条重量波动,减少生条重量不匀起到决定作用,能够改善半制品、成纱重量不匀率,减少重量偏差。
选择、用好自调匀整装置不但可以减少重量偏差,还可以减少报警纱数量和布面疵点。
在纺纱半制品和成品中,总是会存在着纤维沿纱条方向排列的不均匀,即粗细不匀,如果对纱条的不匀不加以控制,那么所加工的纱条将会在后段加工过程中,增加各工序所造成的不匀,这些不匀都将出现在成纱中,而且,不匀的最初波长会随着各工序的牵伸而大大增加,最终导致成纱强力低、断头率高、均匀度差、品质下降,严重影响了纱线的外观和质量。
所以,要保证清梳联生条的质量,必须在梳棉机上使用有效的自调匀整装置。
2、生条不匀的原因及特点2.1 生条不匀的原因2.1.1 开清棉系统是清梳联的重要子系统,其最终成品为筵棉,筵棉(纵向和横向)均匀度直接影响和改善生条重量不匀率。
而筵棉均匀度直接受混棉、开松、除杂程度的影响较大,往往引起重量不匀率的波动。
2.1.2 棉箱系统对生条重量不匀率的影响,棉箱则直接影响生条重量不匀率。
当棉箱中储量不稳定或过少时,将直接影响输出棉层密度,造成生条重量CV值的波动。
下棉箱压力的稳定程度直接会影响生条重量不匀率;喂棉箱内喂棉罗拉和开松罗拉的黏、缠、挂、堵、漏,也会间接影响到生条重量不匀率。
2.1.3 梳棉系统对生条重量不匀率的影响,梳棉机对纤维的分梳、除杂、均匀、混和作用,直接影响梳棉机纺出棉网、生条和成纱质量。
由于纤维的转移、针布不良,发生锡林、棉网破边道夫剥棉返花,锡林墙板挂花、道夫墙板挂花,棉网破洞破边以及开关车生条重量变化,使生条中的中长片段均匀度较差。
其次,梳棉机的落棉差异过大,将直接影响棉网质量和生条重最不匀率。
清梳联(棉箱)改造及加装ZNS梳棉自调匀整仪运用
一、清梳联的意义
将开清棉联合机输出的散棉,直接均匀地输配给多台梳棉机,由此组成的联合机称为清梳联合机,简称“清梳联”。
清梳联将清花、梳棉两个工序联接成一个工序,取消了清棉成卷过程,省略了落卷、储卷、运卷和换卷等操作,减轻工人劳动强度提高了劳动生产率。
取消成卷还可避免压辊压碎棉层内杂质,消除了退卷粘层以及接头不良等弊病,有利于减少生条含杂粒数和改善生条均匀度。
清梳联是清梳生产技术的发展方向之一,是纺纱技术的一个重要标志,也是实现纺纱过程连续化、自动化、优质高产和低消耗的重要途径。
二、清梳联的工艺流程
清梳联的工艺流程如图3-8-1的所示,清棉机打手输出的原料由输棉风机均匀地分配到各台熟棉机的喂棉箱中,其给棉过程采用电子压差开关进行控制。
当箱内压力低于设定值时停止给棉。
喂给装置控制灵敏度准确,气流稳定,可保证棉层的均匀喂给。
图3-8-1清梳联的工艺流程
1. 梳棉机
2. 输棉风机
3. 清棉机
一套开清棉联合机可以与多台梳棉机连接,所组合的梳棉机台数可以根据开清棉联合机的产量及梳棉机的产量来计算
即:M〔梳棉机配套台数〕= Q〔开清棉联合机的台时产量kg/台.h〕/G〔梳棉机的台时产量(kg/台.h〕
三、清棉联的连接装置
采用清梳联后,清棉机的机构大为简化,从清棉机打手部分输出的原料,由输棉风机经管道
送入梳棉机机后的喂棉箱。
⒈配棉头输棉管与梳棉机后部喂棉箱连接处起分配原棉作用的部分称配棉头,配棉头有高流速迫降式和低流速沉降式两种,如图3-8-2所示,图中(1)为高流速迫降式配棉头,内有挡棉板2(俗称羊角)、调节板1和插入板3,三者相配合,迫使输棉管内水平运行的棉块向下落入喂棉箱内,挡棉板的高度,调节板的角度和插入板的深度经适当调整,可控制落入棉箱中的棉量。
(1)高流速迫降式(2)低流速沉降式
图3-8-2
图中(2)为低流速沉降式配棉头,其上方的输棉管在临近配棉头处,有一扩散角为α的斜面,使输棉管截面扩大,气流扩散,棉流速度降低,在挡棉板的配合下,使棉块落入喂棉箱内,改变挡棉板倾斜角度和扩散角的大小,可调节落入喂棉箱的棉量,扩散角α一般在30°~45°范围内调节。
⒉喂棉箱喂棉箱以FA177A型为例,如图3-8-3所示,其规格见表3-8-1。
喂棉箱为上下棉箱结构,上下棉箱壁上均有排气网眼,两棉箱之间有一喂给罗拉6和一开松打手7。
在棉流进入上棉箱4后,气流从棉箱壁上网眼排出,进入排尘风管2,当箱内棉花容量达到一定高度堵住排气网眼时,箱内气压增高,通过设在配棉总管1中的压力传感器控制清棉机给棉系统的喂给量,喂给罗拉将上棉箱的原料喂给开松打手,在开松后原料进入下棉箱10。
下棉箱底部的气流出口网11通过闭路循环系统5可自动调节棉层的均匀度,当棉层横向高度某处下降时,气流会因出口网面积增大而自动吹向棉量较少的位置,从而大大提高了输出棉层的均匀度,排出气流由风机通过静压扩散箱循环向下棉箱吹气,使棉箱内整个机幅的压力均匀,下棉箱容量可通过压力传感器9控制上棉箱喂给罗拉来调整,使棉箱工作压力在300Pa时的波动小于20Pa。
棉箱下方的一对送棉罗拉12将棉层输出并喂给梳棉机的给棉罗拉13。
FA225型高产梳棉机为清梳联专用梳棉机,其喂棉箱与梳棉机采用一体化设计,如图3-8-4所示。
喂棉机构的特点是:
⒈喂给罗拉采用浮动可调式,且顺向喂棉,有利于纤维的顺利转移和减少损伤。
⒉开松打手的角钉呈螺旋状排列,使开松更为细致。
⒊棉箱风机出风口的设计,有利于喂棉罗拉握持转移纤维,避免喂给罗拉的意外返花现象。
⒋下棉箱取消了传统的出棉罗拉,与梳棉机给棉罗拉直接相连接。
从而消除了棉箱与梳棉机之间的意外牵伸。
⒌梳棉机给棉罗拉为顺向喂棉,在罗拉上方设有活动式喂棉板和数块弹簧检测板以检测棉层变化。
⒍在棉层进入给棉罗拉前,设有一对带梳子板的吸风口以清除散棉中的杂质。
四、自调匀整
由于开清棉加工过程中对原料的开松程度并不均匀,所以纤维束的大小存在着差异。
在清梳分开时,尚可以正卷率来控制生条的重量偏差及长片段均匀度,在采用清梳联后,生条和成纱重量不匀率的稳定就只能依靠稳定的棉层密度和输出厚度来保证,但由于开松程度的不均匀性和各台梳棉机喂棉箱中落棉的差异,使筒与筒,台与台,班与班之间生条长片段不匀率在配棉成份或开清工艺变化时发生较大波动,从而影响成纱的重量偏差和重量不匀率。
所以,要保证清梳联生条的质量,必须在梳棉机上使用自调匀整装置。
(一)自调匀整装置的组成当梳棉机输出的生条定量或厚度发生较大波动时,利用自调匀整装置可自动改变原料的喂入速度或生条的输出速度,通过调节牵伸倍数,使输出产品定量或厚度的波动大为降低,使产品获得匀整效果,下面结合我分厂经验,介绍一下无锡普莱特机电的ZNS 智能型梳棉机自调匀整的运用。
ZNS智能型梳棉机自调匀整一般由三部分组成:
⒈检测部分利用机械或气压等方式检测喂入品或输出品在输入或输出过程中重量或厚度的波动量。
检测部位可选在输出方的大压辊或小压辊处,也可选在喂入方的给棉罗拉处。
⒉控制部分控制部分由转换机构和调节机构组成。
转换机构将检测所得的重量或厚度波动的机械量,转换成相应的电信号。
调节机构将电信号按比例放大,控制调速部分变速。
⒊执行部分即变速机构。
调节喂入机件或输出机件的速度,使输出半制品的定量等于或接近设计定量。
图3-8-6 ZNS智能型自调匀整控制原理
机前检测机后变速的闭环型机前检测的对象是单根棉条,检测方法简便、精度较高。
由于机前检测点与机后变速点之间相隔一段距离,匀整作用在时间上必然“滞后”,所以对5~10m以下中、短片段的匀整效果较差,但机前检测可对匀整效果进行“再检测”。
该自调匀整型式主要控制重量偏差和30m及其以上的长片段不匀,其中在250~300m片段上匀整效果更为明显。
闭环式长片段自调匀整装置,特别适合清梳联梳棉机的工作特点,所以得到广泛应用。
1、结构组成:ZNS型梳棉机自调匀整仪,采用西门子公司专用PLC为控制中心,以带矢量控制的日本东芝变频作驱动机构,并有高精度的传感器和控制器,保证了系统可靠的运行,系统可分为三部分:检测显示及控制中心、执行驱动装置、采样系统。
2、工作原理:整个梳棉自调匀整仪系统采用计算机控制技术,采用目前先进的数据采集与通讯功能,能方便地改变设定输入。
打开电源后进行几秒钟的自检,便立即对外部输入进行采样。
棉层的厚薄通过加压臂作用于左右两只传感器,传感器通过对棉层厚薄的检测反馈于控制中心,由控制中心对执行驱动装置发动指令,从而控制生条重量不匀和偏差。
在梳棉机慢速启动后,自调匀整仪将立即跟踪道夫运转,启动变频驱动装置,给棉电机将以设定的牵伸倍数的速度跟随道夫运转状态,匀整功能自动关闭。
在梳棉机快速启动后,给棉也跟踪道夫快速运转,牵伸倍数保持不变,并且系统自动对棉卷情况开始分析处理,接着正常进入匀整工作。
3、配套使用前后质量对比:生条不匀率生条条干CV值使用前3.95,使用后2.14.(注:以上数据为使用ZNS型梳棉机自调匀整仪前后各三个月的平均值)。
对后工序质量的影响:自使用ZNS型自调匀整仪后,并条、粗纱、细纱的重量不匀率(重量CVoA)都有了改进,根据试验室统计,并条调换齿轮的次数减少了50次,既降低了劳动强度,又稳定了后工序的质量。
细纱的重量CVoA稳定在1997乌斯特公报25水平上。
并条粗纱细纱重量不匀CV使用前后明显降低。
ZNS型梳棉自调匀整仪结构紧凑,安装简单,经济实用。
是在棉卷工艺条件下提高生条质量较好的选择。
ZNS型自条匀整仪的使用,取消了工艺齿轮的变换,方便了工艺上机。
ZNS型自调匀整系统,物美价廉,有效代替了进口设备,可配套清梳联合机使用,同时可配套于FA203、231等改造清梳联合机。
图3-8-7 ZNS智能型清梳联自调匀整工作示意图。