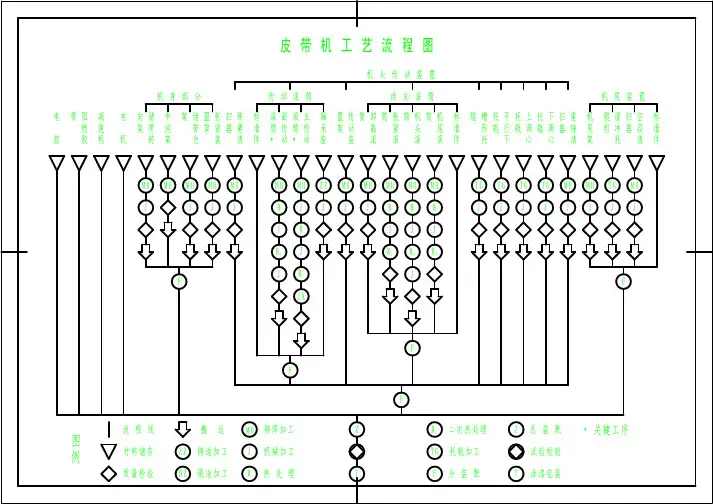
带式输送机工艺流程图
- 格式:xls
- 大小:25.00 KB
- 文档页数:2
第31卷 第10期第18页输送带生产工艺及设备曾宪奎1山东 青岛 266042本文从宏观的角度全面介绍了输送带的分类和用途文章还介绍了多种典型的输送带生产线覆盖胶挤出生产线并以德国S i e m p e l ka m p公司产品为例关键词输送带设备B文章编号曾宪奎副教授原青岛化工学院发表论文20余篇2004-12-27输送带是用于输送松散物料或成品物件的带式输送机上的关键部件覆盖胶和带芯胶输送带的生产和使用已有近百年的历史码头工厂等都有输送带在应用随着输送带的快速发展除通用设备外所用材料的性质和输送带的结构决定的主要有以下几种方式1主要用于层叠式帆布带芯普通输送带的制造浸渍式冷胶片贴合式橡胶型3用于输送带骨架材料浸渍设备2 橡胶型输送带生产工艺橡胶型输送带基本制造工艺包括混炼胶加工成型也可采用同样的设备和工艺混炼胶在进入压延机之前需经预热处理以达到一定的温度和均匀塑性以往预热以采用开炼机为主压延工序主要完成织物擦胶多采用四辊压延机压延擦胶胶料应渗透到织物结构中去以产生机械结合合成纤维织物和钢丝绳编织物都采用贴胶但经过擦胶的棉织物贴一面即可带坯与覆盖胶贴合则是利用压延机将带坯1次2面贴上覆盖胶温度控制和胶料通过量需平衡造成焦烧轻贴或冷纹2织物的预加张力大约是其断裂强度的2%~3%42侧贴上边胶成型质量最基本的要求是在各布层保持张力一致的情况下一次贴合成型为无张力控制下的自由贴合影响了输送带的强度和承载能力跑偏和跑长等现象它可在张力下一次操作完成5层胶布的贴合成型供生产大宽度钢丝绳芯输送带使用此法是基于输送带的减层化趋势而出现的再在压延机上贴上下覆盖胶生产效率也高第31卷 第10期第20页如图2所示压辊及转鼓组成帆布经擦胶压延机擦胶后并由其送出卸下针铗经压合形成带圈在贴合机传动鼓前剪开带芯卷送至压延机联动装置贴覆盖胶胶布张力均衡贴覆盖胶在压延机联动装置上进行成型好的带芯由导开装置导开导开装置可根据定中心气动传感器的信号进行位置调整同带芯贴合在一起由输送带送到压延机贴好覆盖胶的带坯通过胶片包边装置和牵引辊将带边包上胶片带坯端部由端部胶条贴合装置贴上端部加固胶条挂胶帆布的贴合始终在恒张力同时免去了成型过程中胶布的来回运输但装备投资大3.3 硫化设备硫化除了追求输送带全宽度还应注在成型时应注意一个比较重要的工艺参数缩窄因数现在使用的合成纤维织物否则在平板硫化机上硫化时易产生带坯宽度与成品宽度之比就是缩窄因数是一个经验值前苏联和欧洲国家常用所谓供料开炼机345678~14而后用压延机联动装置贴覆盖胶12356781011121314151617保证均匀一致的张力是充分发挥输送带强伸性能的重要环节1234鼓式硫化机和新近出现的平板连续硫化机宽度为2~3m压力为2.5~3MPa与之配套的有导开目前为提高生产能力一次硫化二三条平带平板硫化机具有热板单位面积压力大平板硫化机的主要功能是提供硫化所需的压力和温度通常为蒸汽按液压系统工作介质则有油压和水压之分但目前则多采用框式结构维修量少上横梁受力合理其主要结构是用立柱及螺母或框板将上横梁和下横梁在每一个这样的部件内每个液压缸内有柱塞并用螺钉及连接板将各个活动平台连接成一体便构成整台柱式平带平板硫化机为此或活动平台此外或平动平台对于活动平台在其纵向的2端也设有纵向导套由此起到导向的作用但是由于框式平带平板硫化机的机架均为由多个框板组合而成图4所示为框式单层平板硫化机 23456789第31卷 第10期第22页在开机时为此利用该缸产生的拉力确保下热板的下降动作与上热板和下热板一起构成一个活动模腔达到对带坯进行加压硫化的目的在平板硫化机的前端设有夹持装置操作时然后用夹持装置分别夹住带坯的2端最后下热板上升加压硫化拉伸缸回复到拉伸前的初始位置硫化后必须在恒张力下进行冷却中夹持装置和后夹待拉伸装置3.3.2 鼓式硫化机鼓式硫化机在20世纪30年代即已出现钢带贴在硫化鼓上可硫化带宽为1 200~2 000 mm的输送带鼓式硫化机的不足之处是钢带的压力较低平带鼓式硫化机的工作原理如图5所示驱动压力带转动传动各辊筒及硫化鼓被紧压在硫化鼓的鼓面待从硫化鼓上面引出时由油缸的作用力使伸张辊对压力带施加张力便于与成型工序连接起来内部致密且可实现环形无接头硫化由于硫化连续进行其劳动强度也可大大降低其硫化厚输送带的质量和生产能力都比不上平板硫化机国外厚度在15 m m 以下的普通织物芯输送带和浅花纹输送带多采用鼓式硫化机二次加压把压力带对制品的压力从0.5 M Pa 提高到2 MPa 这就为生产厚制品以及提高制品的硫化效率创造了条件3.3.3 平板连续硫化机平板连续硫化机综合了平板硫化机和鼓式硫化机的优点估计通过适当改造还可用于生产钢丝绳芯输送带该机的硫化区域设有2组热板滚子链和钢带各自拥有独立的传动装置钢带传123456硫化时的压力可达3 M Pa该设备既可生产橡胶带也可生产PVC 或PVG带前面一组热板加热平板连续硫化机采用编程管理4 几种典型的输送带生产线4.1 输送带用压延连续生产线现代化输送带用压延生产线的制造和应用始于德国压延生产线采用自动控制S辊筒直径为750mm 最大加工宽度为2 250mm 与之相配套的有导开装置喂料辊直流驱动电机冷却系统其主要技术特征是进入压延机以前自动定中心自动切边和封边全过程微机管理冷却完全填充胶挤出机生产的覆盖胶片无气泡全宽度上的厚度误差小宽幅挤出机头牵引装置卷取和导开装置用于钢丝绳芯输送带挤出胶片宽度为800~2 300mm 最大挤出速率为4 500kg/h高速度和大运输量的散料输送胶带中并排铺放的钢丝绳必须平生产工艺要求很严格分梳夹持和张力装置牵引夹紧装置和卷取装置等带芯胶与覆盖胶是预先贴合后上线的贴合带芯胶和覆盖胶以及切边卷取和切断全过程不能因热板变形而造成局部欠压产生明疤国内生产钢丝绳输送带已有多年历史钢丝绳输送带生产线大致有2种类型带坯内的钢丝绳张力每硫化一段释放一次一次成型相当长度的带坯钢丝绳张力并不释放接着再次成型1234567第31卷 第10期第24页3.2~13 mm的钢丝绳钢丝绳卷由电动葫芦提升以便装载钢丝绳其最大初张力为400N每一层的钢丝绳装有倒卷的钢丝绳驱动装置钢丝绳导出后夹持平板类同于一般的液压机夹持平板的油缸由液压系统供给压力油每组张力辊由2个定滑轮1个动滑轮组成从而使每根钢丝绳在小油缸作用下产生张力其张力范围为834~3 090N成型小车上装有上钢丝绳上利用冷压平板的强大压力把胶片挤压到钢丝绳之间的空隙内每次只能挤压一小段带坯而且能渗透到钢丝绳结构的缝隙内一般认为譬如说60m下面以德国Siempelkamp 公司生产的钢丝绳输送带生产线为例进行介绍它包括钢丝绳导开架冷压平板牵引机及卷取机等生产线全长约116m下4层2345678910 1112131415161718挤压完毕的带坯带坯每成型完一段成型好的带坯由操作人员乘检查小车对其进行逐段检查与修补上述钢丝绳输送带生产线开始生产时张力装置通过牵引带的牵引此时牵引带的另一端穿过平板硫化机牵引机上的夹持装置把牵引带夹住张力装置施加张力当成型小车逐段把带坯成型到足够硫化一次的长度时而夹持平板开启由牵引机通过牵引带把成型好的带坯拉进平板硫化机内检查小车也随带坯一起移动这时牵引机的夹持装置把牵引带夹住带坯硫化时按照上述程序释放夹持平板 硫化好的输送带由牵引机牵引成型小车及检查小车随带坯一起移到靠近平板硫化机位置硫化的一个周期并把成品带头固定到卷取辊筒上进行卷取在硫化的输送带达到规定长度后2台卷取装置交替进行工作生产工艺以及现阶段比较先进的生产设备的原理及结构特点现阶段我国输送带行业已经取得了较大发展在今后随着工业的不断发展其应用将会更加广泛参考文献。
现代控制技术及PLC控制课程设计姓名学号班级机电101专业机械电子工程院别机械工程学院指导教师2013年7月5日概述PLC即可编程控制器(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
目前PLC已经渗透到生活的各个方面,尤其是自动化控制。
在工业生本次毕业设计的题目是基于PLC三台皮带机送料控制程序的设计。
皮带机广泛运用于我们的生活中,特别是工业生产中更是必不可缺。
它被广泛应用在港口、电厂、煤矿、钢铁企业、水泥、粮食以及轻工业的生产线。
即可以运送散状物料,也可以运送成件物品。
工作过程中噪音较小,结构简单。
皮带运输机可用于水平或倾斜运输。
皮带运输机还应用与装船机、卸船机、堆取料机等连续运输移动机械上。
皮带运输机由皮带、机架、驱动滚筒、改向滚筒、承载托辊、回程托辊、张紧装置、清扫器等零部件组成。
在大型港口或大型冶金企业,皮带运输机得到最广泛的应用。
其总长度可达到十几千米。
本次设计选择了用PLC来控制皮带机的整个运行过程,PLC的运用使得系统的电路变得简明清楚,而且十分便于日后的运行维护,那么PLC究竟是什么呢?PLC在皮带机上面的应用,使的皮带机的控制机构变得简单,运行更加可靠,同时维修起来也是十分的简单方便。
目录第一章1、引言................................................................... ...................12、设计目的................................................................... (1)3、设计内容 .................................................................. . (1)4、设计目标................................................................... .. (1)第二章1、分配I/O 点................................................................... . (2)2、输入输出电路...................... ............................................ (3)3、主电路原理图..................... ............................................. (3)4、控制系统原理图................................................................... . .45、流程图 .................................................................. .. . (5)6、梯形图................................................................... (6)7、语句表................................................................... (13)第三章1、课程设计总结 .....................................................................14 2、参考文献................................................................... (15)皮带运输机传输系统梯形图控制程序设计与调试第一章1、引言皮带机是皮带输送机的简称,皮带机运用输送带的连续或间歇运动来输送各种轻重不同的物品,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量不大的件货,用途广泛。
洗煤厂工艺流程(附图)煤主要由碳、氢、氧、氮、硫五种元素组成,同时也含有磷、氯、砷等微量元素。
原煤在生成过程中混入了各种矿物杂质,在开采和运输过程中不可避免地又混入岩石及其他杂质。
选煤就是利用煤的物理或物理化学性质的差异,借助各种选矿设备将煤中的有用矿物和杂物分离,并达到使有用矿物相对富集的过程。
简而言之,就是将煤和矸石分离,降低煤炭的灰分和硫分,提高原煤质量,适应用户需要。
对煤而言,洗选方法主要有重力选煤、浮游选煤和特殊选煤。
我们用的方法是重力选煤,主要是依据煤和矸石的密度差异而实现煤和矸石分选的方法。
煤的密度一般在1.2-1.8之间,矸石密度一般在1.8以上,在选煤机内借助重力把不同密度的煤和矸石分离。
重力选煤又可分为跳汰选,重介质选,溜槽选,斜槽选和摇床选等。
我国选煤厂中采用的最广泛的选煤方法是跳汰选,其次是重介质选和浮选,其他方法均用的很少。
我们车间用的正是重介质浅槽分选。
工作原理是将悬浮液通过两个部位给入分选槽体内,从下部给入的为上升流,作用是保持悬浮液均匀稳定,同时有分散物料的作用。
从侧面给入的为水平流,作用是保持上部的悬浮液的密度稳定,同时形成由入料端向排料端的水平介质流,对上浮煤起运输作用。
入选煤进入分选槽后,在调节挡板作用下完全浸入悬浮液中,开始分层,精煤等低密度物浮在上层,矸石等高密度物沉在底层。
在下沉过程中,与矸石混杂的低密度物由于上升流的作用而再充分分散继续上浮。
在水平流的作用下,浮在悬浮液上面的低密度物由排料口排出成为精煤产品。
在刮板作用下沉到底部的高密度物由机头溜槽排出成为矸石产品。
选煤厂的三个最基本工艺过程是分选前的准备作业(破碎、筛分、分级)、分选作业、选后产品的处理作业。
同时重介质选煤又包括五个大的流程:煤流、介质流、循环水系统、煤泥水和清水。
一.分选前的准备作业筛分用带孔的筛面把颗粒大小不同的混合物料分成各种粒极的作业叫筛分。
晒分所用的机器叫筛分机或者筛子。
在选煤厂中,筛分作业广泛地用于原煤准备和处理上。
一、工程概况##热电机组扩建工程锅炉供煤系统设计范围为来煤进厂到将燃煤输送到原煤斗的整个工艺系统。
包括翻车机、带式输送机、环锤式碎煤机、滚轴筛、火车入厂煤采样机、入炉煤采样装置、电子皮带秤及链码校验装置、电子轨道衡、犁煤器、带式除铁器、斗轮堆取料机、斗轮取料机、除大块器、活化给煤机、双联给煤机等设备的工艺布置。
燃煤采用铁路运输方式,通过火车卸煤沟的翻车机卸煤。
本期运煤系统主要有6种运行方式:第一种是火车卸煤沟→双联给煤机→1#甲乙皮带→除大块器→1#转运站→2#皮带→斗轮堆取料机→煤场;第二种是火车卸煤沟→双联给煤机→1#甲乙皮带→除大块器→1#转运站→2#皮带→2#转运站→3#甲乙皮带→碎煤机室→4#甲乙皮带→煤仓间转运站→5#甲乙皮带→原煤斗;第三种是斗轮堆取料机→2#皮带→2#转运站→3#甲乙皮带→碎煤机室→4#甲乙皮带→煤仓间转运站→5#甲乙皮带→原煤斗;第四种方式是地下煤斗→活化给煤机→0#皮带→0#转运站→3#甲乙皮带→碎煤机室→4#甲乙皮带→煤仓间转运站→5#甲乙皮带→原煤斗;第五种方式是部分燃煤通过斗轮机进入煤场,部分燃煤通过上煤系统进入原煤斗,流程为火车卸煤沟→双联给煤机→1#甲乙皮带→除大块器→1#转运站→2#皮带→(部分燃煤通过斗轮堆取料机→煤场)2#转运站→3#甲乙皮带→碎煤机室→4#甲乙皮带→煤仓间转运站→5#甲乙皮带→原煤斗;第六种是斗轮取料机→2#皮带→2#转运站→3#甲乙皮带→碎煤机室→4#甲乙皮带→煤仓间转运站→5#甲乙皮带→原煤斗(见附件:1、输煤系统运行流程图)。
本期输煤皮带机及附属设备包括带式输送机10台(带式输送机参数见附件:3、带式输送机参数图),刮水器1套、入炉煤机械采样装置2套,带式除铁器6套,电子皮带秤及链码校验装置各2套,活化给煤机1台,电动三通4件,缓冲锁气器12台,双联给煤机1台,落煤管40t等设备。
二、编制依据1.1##设计研究院图纸等1.2各设备厂家安装图纸及产品说明书1.3《公司起重机械主要技术性能汇编》1.4《ISO-14000环境管理体系文件》1.5《##2×330MW热电机组扩建工程A标段施工组织总设计》1.6《电力建设安全健康与环境管理工作规定》1.7《钢结构工程施工质量验收规范》(GB50205-2001)1.8《电力建设安全工作规程》(火力发电厂部分)DL5009.1-20021.9《火力发电工程建设标准强制性条文执行表格》锅炉分册1.10《钢结构高强螺栓连接的设计、施工及验收规程》(JGJ82-91)1.11《电力建设施工技术规范》(第2部分锅炉机组)(DL 5190.2-2012)1.12《电力建设施工质量验收及评价规程》第二部分(锅炉机组篇)DL/T 5210.2-2009三、施工准备1.劳力组织:安装工:20人起重工:2人电焊工:10人质检员:1人安全员:1 人施工员:1人技术员:1人2.施工进度:准备工作: 09月01日输煤设备安装: 10月20日胶带敷设、胶接: 10月28日输煤设备分部调试: 11月01日输煤系统联合调试: 11月04日3.主要机械:3.1 25t汽车吊 1辆设备倒运、吊装3.2 30t拖车 1辆设备运输4.主要工器具及量具准备:4.1主要测量器具4.2主要工器具5.施工前具备的条件5.1 施工场地清理干净,工机具准备齐全。
⼯艺流程图图标、符号、图⽰、标志及含义画法设备布置图的画法1)视图表⽰⽅法⽐例与图幅,分区,视图配置2)设备表⽰⽅法定型设备和⾮定型设备;同⼀位号的多台设备,在图上可画出⼀台设备的外形,其他的可以只画出基础或⽤双点画线的⽅框表⽰;设备⼀览表。
特征管⼝的⽅位⾓2.3设备布置图的阅读某物料残液蒸馏系统设备布置图样中有平⾯图和I-I剖⾯图。
按⼯艺要求,冷凝器E0401架空,其物料出⼝的管⼝⾼于真空受液槽V0408A和V0408B的进料⼝,物料可以⾃流到V0408A和V0408B中,为便于E0401的⽀承和避免遮挡窗户,将其靠墙并靠近建筑轴线②附件布置。
为满⾜操作维修要求,各设备之间留有必要的间距。
剖⾯图表达了室内设备在⽴⾯上的位置关系,剖⾯图的剖切位置在平⾯图上I-I处,蒸馏釜和真空受槽A和B布置在标⾼为5m的楼⾯上,冷凝器布置在标⾼为6.95m处。
3、管道布置图3.1、管道布置图的图⽰1)⼀组视图⽤平⾯图、剖视图等表⽰整个车间(装置)的设备、建筑物的简单轮廓以及管道管件、阀门、仪表控制点等的布置安装情况。
2)尺⼨标注管道管件、阀门、控制点等的平⾯位置尺⼨和标⾼以及建筑物轴线编号、设备位号及说明等。
3)指北针表⽰管道安装的⽅位基准。
4)标题栏注写图名、图号、⽐例、修改、签字等。
5)管⼝表在图纸右上⾓,列出与所有设备管⼝有关内容的管⼝表。
3.2、管道的图⽰⽅法1)管道视图的配置与画法管道视图的配置2)管道视图的画法a.设备的画法b.管道的画法管道的画法替换⾼清⼤图管道的连接画法管道⽤三通的表⽰法各种管道的画法c.管道附件的画法⽰例:根据图(a)所⽰管道(装有阀门)轴测图画出其平⾯图和⽴⾯图。
分析:该段管道有两部分,主管道的⾛向为⾃下向上⼀向后⼀向左⼀向上⼀向后;⽀管向左。
管道上有四个截⽌阀,上部两个阀的⼿轮朝上(阀门与管道为法兰连接),中间⼀个阀的⼿轮朝右(阀门与管道为螺纹连接),下部⼀个阀的⼿轮朝前(阀门与管道为法兰连接)。
皮带输送机操作程序模版
操作程序模板:
一、准备工作
1. 检查皮带输送机及附属设备是否正常运行,如电机、齿轮、皮带等;
2. 清理输送机及附属设备上的杂物和污垢,确保其干净;
3. 确认输送机的供电情况,确保输送机能正常运行;
4. 检查皮带的张紧度,调整到合适位置。
二、启动输送机
1. 打开控制面板上的电源开关,确保输送机的主电源处于开启状态;
2. 按下启动按钮,启动电动机;
3. 监控输送机的运行情况,确保其正常运行;
4. 检查控制面板上的各项指示灯,确保其显示正常。
三、操作输送机
1. 根据需要调整输送机的运行速度,可通过控制面板上的速度调节器进行调整;
2. 确认输送机的输送方向,可通过控制面板上的方向调节器进行调整;
3. 定期检查输送机的运行情况,如齿轮是否磨损、皮带是否松动等,及时进行维护和修理;
4. 注意观察输送物料的状态,如有异常情况及时处理,防止堵塞和事故发生;
5. 保持输送机周围的清洁,防止杂物进入输送机内部影响其正常运行。
四、停止输送机
1. 停止供电,关闭控制面板上的电源开关;
2. 定期对输送机进行维护,保养并清除杂物、污垢;
3. 在停止使用输送机时切勿放置重物或碰撞设备,以免损坏。
五、应急处理
1. 当输送机出现异常情况时,应立即停止供电;
2. 安全排除故障,修复输送机,确保其正常运行。
以上即为皮带输送机的操作程序模板,操作人员要严格按照程序进行操作,在操作过程中时刻注意安全,防止事故的发生。
目录摘要 .................................................................. 错误!未定义书签。
一、课设要求 (2)二、设计目的 (2)三、设计方案思路 (2)四、PLC编程的I/O编址及I/O端子接线图 (3)(一)I/O编址 (3)(二)I/O端子接线图 (3)五、PLC编程及调试 (3)(一)系统流程图 (3)(二)程序设计 (5)(三)、皮带传输控制原理 (8)六、课程设计小结 (10)七、参考文献 (11)皮带运输机传输系统梯形图控制程序设计与调试摘要:皮带机是皮带输送机的简称,皮带机运用输送带的连续或间歇运动来输送各种轻重不同的物品,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量不大的件货,用途广泛。
它的控制形式也多种多样,它可以由单片机,PLC,以及计算机来控制,由于PLC为主构成的控制系统具有可靠性高、控制功能强大、性价比高等优点,是目前工业自动的首选控制装置,故本设计中采用PLC集中控制的办法。
此次设计内容中利用PLC编程来实现皮带运输机的启动和停止要求,同时对运行过程中出现故障的调试。
关键词:皮带运输机; PLC ;故障调试皮带运输机传输系统梯形图控制程序设计与调试一、课设要求1. 控制要求:(1)皮带运输机传输系统由四台电动机M1,M2,M3,M4带动起动时 M4→M3→M2→M1 (分别间隔5s)停止时 M1→M2→M3→M4 (分别间隔5s)(2)当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止,而其后的皮带机则待料运完后才停止。
例如:M2出故障,M2和M1立即停止,经5s 延时后,M3停,再经过5s,M4停(3)设置故障调试开关2. I/O编址3. 编程并调试4. I/O端子接线图二、设计目的1、熟悉步进顺空指令的编程方法;2、掌握选择性流程的编制3、掌握皮带运输机的程序设计及I/O端子接线图三、设计方案思路1、设计启动电路控制程序2、设计停止电路控制程序3、设计故障调试电路控制程序四、PLC编程的I/O编址及I/O端子接线图(一)I/O编址功能描述动作器件I/O地址启动开关SB1X001停止开关SB2X002皮带机1开KM1Y001皮带机2开KM2Y002皮带机3开KM3Y003皮带机4开KM4Y004(二)I/O端子接线图启动停止五、PLC编程及调试(一)系统流程图是M2有故障M1有故障M3有故障M4有故障M1 M2复位M1复位M1 M2 M3复位M1 M2 M3 M4复位延时5S,M2复位延时5S,M3复位延时5S,M4复位结束图1 故障调试流程图开始若X1有信号M4启动延时5s ,M3启动延时5s ,M2启动延时5s ,1启动M1复位延时5s ,M2复位延时5s ,M3复位延时5s ,M4复位判断X2是否有信号结束是否判断皮带机是否有故障否是图2 系统总流程图(二)程序设计1、状态转移图S21S22S23T2K50T3K50T2T3Y3Y2Y1S20M8002T1K50Y4T1X0X2T4T5k50T4k50T5k50T6T6RST RST RST RST S23S23S23S23图3 启动控制SFC 图 图4 停止控制步进梯形图S20S21S22S23Y3T6k50Y2Y1T6T6k50k50图5 故障调试控制步进梯形图2、PLC 程序(1)启动控制程序(2)故障调试程序(3)停止控制程序(三)、皮带传输控制原理(1)启动控制:接通PLC 的电源, 在初始化脉冲M8002 作用下进入初始状态S20。
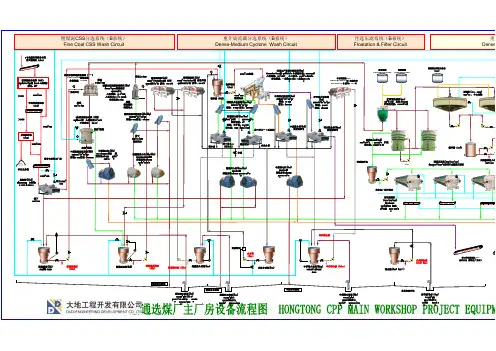
`PLPPDML粗煤泥CSS 分选系统(B 系统)Fine Coal CSS Wash Circuit重介旋流器分选系统(B 系统)Dense-Medium Cyclone Wash Circuit 重介Dense浮选压滤系统(B 系统)Floatation & Filter Circuit 脱泥筛(3203)DESLIMING SCREEN 1 off 3.6x6.1粗煤泥桶(330)SLURRY SUMP 精煤磁尾桶(323)精煤稀介质桶(319)合格介质桶(340)中矸稀介质桶(3217)DILUTE MEDIUMSUMP浓介桶(351?355?)介质库废介池TBS 粗煤泥分选机(333)XGR3000型入料浓度40-60%不完善度:《0.12煤泥分级浓缩旋流器组(332)FX610-GTx2旋流器组分级粒度:0.2mm精煤分级浓缩旋流器组(325)FX500-GTx6旋流器组Q=550m3/h入料粒度:0.5-0mm 入料压力0.1-0.15MPa分级粒度0.2mm中煤泥振动弧形筛(333)HXSZ15-20-45-AT 筛缝0.5mm 筛宽:1500mm精煤泥离心机(338/339)LLL1200X650B 型筛篮直径1200mm Q=35-60t/h精煤磁选机(321)HMDA-φ914x2972型双筒并联精煤离心机(310/311)WL1200型筛篮直径1200mm Q=108.0t/h精煤脱介筛(308/309)ZKK3061-AT 型Q=108.0t/h 筛面倾角:0°筛缝:合介段:0.75mm 稀介段:1mm F=18.30m2有压三产品重介旋流器(305)YTMC1200/850型Q=330t/h 介质循环量:V=1100m3入料粒度:50-1mm 入口压力:0.22-0.28MPa 。
分选精度,一段Ep=0.035 二段Ep=0.045中煤脱介筛(313)同精煤型号矸石脱介筛(3216)同精煤型号中矸磁选机(329)HMDA-φ914x2972型双筒并联Q=220m3/m/台效率:99.9%捕收剂桶COLLECTOR SUMP起泡剂桶FROTHER SUMP矿浆预处理器(401)XY-3.0型直径:3000mm 矿浆通过量:1000m3/h 台浮选机(402/403)XJM-S20-4 Q=65t/h 矿浆通过量:650m3/h.台矸石带式输送机(701)去矸石仓(原有主厂房内)去LL精煤泥振动弧形筛(336/337)HXSZ15-20-45-AT 筛缝0.5mm 筛宽:1500mm煤泥离心液泵(342)80ZJL-A36(33.5)Qs=84-92.0m3/h H=14mn=970r/min中煤离心机(314)WL1200型筛篮直径1200mm Q=108.0t/h精煤压滤机(407/408/409)KMZG450-2000-U 型快开式隔膜压滤机2 off P1号受煤坑至筛分车间带式输送机(201)50mm-0mm筛下1mm-0mm筛上50mm-1mm保持压力底流1mm-0.2mm溢流0.2mm-0mm溢流-精煤底流-尾煤溢流<0.2mm底流较粗颗粒精煤泥水筛下1mm-0.25mm 精煤泥水50mm-1mm 粗煤50mm-1mm 精煤泥水前三分之一(无喷水)后三分之二(有喷水)合格介质稀介质精煤泥水分流密度测试粗煤泥桶泵(331)中矸稀介泵(3218)精煤稀介泵(320)介质添加泵(352?356)精煤磁尾桶泵(324)合介泵(341)中煤离心液池混料桶(303)煤泥离心液池补加新介质精煤离心液池中煤离心机(335)LLL1200X650B 型筛篮直径1200mm Q=35-60t/h浓缩机(601、601A)NXZ-18 ,中心传动搅拌桶(603)尾煤压滤机入料(604/605来自主厂房冲洗水絮凝剂自动投加设备(615)浮选精矿池刮板输送机(410/411/412)B=1200mm L=13014mm 角度:2.54度V=0.48m/s圆形震动分级筛(203)YAHg2460-AT 型F=14.4m2筛面倾角:20°手选带式输送机(204)>50mm50mm-0mm分级破碎机(205)>50mm50mm-0mm矸石及杂物筛分车间至主厂房50mm-0mm混料桶泵(304)精煤脱介弧形筛(306/307)HXSb28-20-60-AT 筛缝:1.0mm 筛宽:2800mm精煤离心液泵(318)65ZJL-A30)Qs=20~38m3/hH=14m n=960r/min中煤脱介弧形筛(312)HXSb28-20-60-AT筛缝:1.0mm 筛宽:2800mm中煤离心液泵(326)65ZJL-A30)Qs=20~38m3/hH=14m n=960r/min矸石脱介弧形筛(312)HXSb28-20-60-AT筛缝:1.0mm 筛宽:2800mm精煤磁选机(322)HMDA-φ914x2972型单筒排污泵(353?357)40ZJL-A21Q=17~25m3/h H=14m Yn=2.0原煤 RAW COAL 产品煤 PRODUCT COAL 矸石 REJECT 煤泥水 SLURRY 稀介质 DILUTE MEDIUM中煤 MIDDLING 清水 CLARIFIED WATER 重介质 DENSE MEDIUM图例LEGEND重介旋流器分选系统(A 系统)nse-Medium Cyclone Wash Circuit 浮选加压过滤系统(A 系统)Floatation & Hyperbaric Filter Circuit 浓缩压滤系统(A 系统)Thickening & Filter Circuit精煤带式输送机(343/344/413/501)主厂房至精煤仓中煤带式输送机(502)去中煤仓(原有主厂房内)入料泵05尾煤压滤机(606/607)KMZG450-2000-U 型快开式隔膜压滤机滤液水池及补加煤泥卸载站集中水池循环水池主厂房清扫及压滤机滤布清洗和走廊清洗冲水刮板输送机(608/609)。
摘要煤矿的运输系统对保证矿井正常生产起着非常重要的作用。
为了保证煤矿运输系统可靠安全运行,对带式输送机进行集中监视和控制很必要。
本文以煤矿主斜井及地面胶带输送机为背景,设计出了以PLC技术为核心的集中控制系统,提高了运输系统的监测和控制水平。
文中首先介绍了本次设计的背景,然后设计了胶带输送机集中控制系统的结构和应具有的控制功能,参数的检测和故障保护装置,确定了各故障检测传感器的类型及安装位置。
在此基础上采用SIEMENS的S7-300系列PLC对系统进行硬件和软件设计,其中包括PLC的模块配置及外部连线,梯形图程序设计。
最后提出PLC控制系统的主要干扰源,并设计了抗干扰的措施。
关键词:胶带输送机; S7-300;集中控制系统ABSTRACTCoal transport system to ensure normal production of mine played a very important role. In order to guarantee coal mine safety and reliable operation of the transport system, the belt conveyor to focus on surveillance and control is necessary. In this paper, the Xinjiang Hami Coal Mine inclined conveyor belt and the ground as the background, to design the PLC technology as the core of the centralized control system to improve the transport system of monitoring and control level.First introduced in the text of this design background, and then design a conveyor belt on the structure and control system should have the control, fault detection and parameters of the protection device, identified the fault detection sensors and installation of the type of position. On this basis the use of SIEMENS S7-300 series PLC to the system hardware and software design, including the PLC module configuration and external connections, ladder program design. Finally, PLC control system the main source of interference and the design of the anti-jamming measures. Keywords:Belt conveyor;S7-300;Centralized control system目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 概述 (1)1.2 胶带输送机集中控制系统 (1)1.2.1 胶带输送机集中控制系统的重要性 (1)1.2.2 集中控制系统的发展及存在的问题 (2)1.3 本课题研究的主要内容 (2)2 胶带机集中控制系统的总体设计 (4)2.1 课题背景介绍 (4)2.2 胶带输送机集中控制系统的功能设计 (5)2.3 胶带输送机集中控制系统结构设计 (6)2.4胶带输送机集中控制系统设备构成 (7)2.4.1 胶带输送机 (7)2.4.2 参数检测及故障保护装置 (8)2.4.3 PLC简述 (14)2.4.4 人机界面HMI (17)3 胶带输送机集控系统硬件设计 (19)3.1 SIMATIC S7-300 PLC简介 (19)3.1.1 SIMATIC S7-300 PLC简介 (19)3.1.2 模块安装 (20)3.2 集控系统PLC的设计 (21)3.2.1 CPU的选择 (21)3.2.2数字量模块选择 (23)3.2.3模拟量模块选择 (25)3.2.4电源模块的选择 (26)3.3西门子ET200M与PROFIBUS-DP总线 (27)4 胶带集中控制系统软件设计 (30)4.1 集中控制的流程图 (30)4.2 系统软件实现 (31)4.2.1 控制方式选择 (31)4.2.2 模拟量的处理 (32)总结 (34)致谢 (35)参考文献: (36)1 绪论1.1 概述煤炭运输是煤炭生产过程中不可缺少的一部分。
海 汇 集 团 有 限 公 司
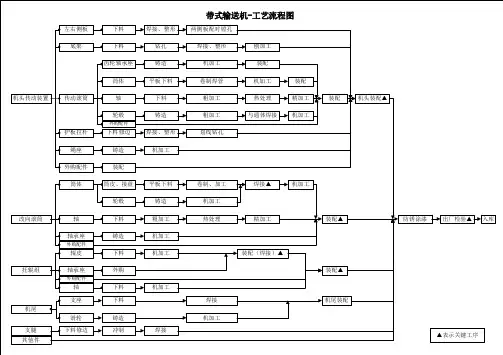
带式输送机工艺流程图
左右侧板 底 架
传动滚筒
护板拉杆 机头传动装置
绳 座 外购配件 筒 体 轴 轴承座 辊 皮 轴承座 轴 支座 滑轮 侧架、横梁 车架 液轮、滑轮 车架
车轮齿轮卷筒
下料修边 下料修边
改向滚筒
托辊组 机尾 储带转向架
支承、游动
小车
张紧绞车 收放带装置 “H ”支腿 其它件 下料 下料 齿轮轴承座
下料修边 铸造 装配 筒皮、接盘 轮毂 下料 下料 外购 下料 铸造 下料修边 平板下料 铸、锻造 平板下料
铸、锻造
焊接整形 冲制
筒体
轴 轮毂
铸造 下料 焊接、整形 钻孔 铸造 焊接整形 机加工
平板下料 铸造 粗加工 涂装
焊接
机加工 焊接整形 焊接整形 机加工 焊接整形
机加工 机加工 平板下料 下料 铸造 机加工 机加工
焊接
机加工
热处理
机加工 卷制、加工 划线钻孔
粗加工 粗加工 卷制焊接 机加工 焊接、整形 两侧板配对镗孔 与筒体焊接
热处理 机加工 装配 刨加工 焊接 精加工
装配(焊接)
划线钻孔
装配 精加工 机加工
装配
机头装配
机加工
装配
装配
机尾装配
装配
装配
装配
装配
除锈涂漆
出厂检验
入库
关键过程。
输送带工艺流程
《输送带工艺流程》
输送带工艺流程是指将原材料通过输送带传送到目的地并进行加工的整个流程。
这个过程通常包括原材料的选取、输送带的设计和制造、输送带的安装以及输送带的运行和维护等环节。
首先,原材料的选取非常关键。
不同的原材料要求不同的输送带设计和制造,例如一些粉状、颗粒状的原材料需要选择橡胶输送带;而一些重型的原材料可能需要选择耐磨的钢丝绳输送带。
其次,输送带的设计和制造是整个工艺流程中的核心环节。
设计师需要考虑原材料的性质、输送的距离和角度、传输能力等因素,并结合现代科技,制造出适用于不同工作环境的输送带。
接着,输送带的安装也是十分重要的环节。
正确的安装可以确保输送带稳定运行,减少故障和停机时间,提高生产效率。
最后,输送带的运行和维护也必不可少。
定期的维护保养可以延长输送带的使用寿命,降低损坏的可能性。
综上所述,《输送带工艺流程》是一个复杂而又重要的工业流程。
只有在每个环节都严谨细致地操作,才能保证输送带的正常运行,提高生产效率,降低生产成本。
一级带式输送机传动简图1—V带传动;2—运输带;3—一级圆柱齿轮减速器;4—联轴器;5—电动机;6——卷筒•解•(1)选择电动机类型•按工作要求和条件,选用三相鼠笼型异步电动机,封闭式结构,电压380 V,Y型。
•(2)选择电动机型号•电动机所需工作功率按公式2.1计算为:•由公式2.3计算为:•η=η带η3轴承η连轴η齿轮η卷筒=0.96x0.983x0.99x0.97x0.96=0.833 Pd=FV/1000η=7000X2/1000.0.833=16.8KWn卷筒=60x1000x2/3.14.400=95.54r/min=n3i带=2-4 i齿=3-6 i总=6-24n 电=i 总xn 卷筒=(6~24).95.54=573.24~2293r/min电动机Y200L1-6 n 电=970r/min p 电=18.5KWi 总=970/95.54=10.15i 带=2.8 i 齿=10.15/2.8=3.625各轴输入功率:P1=Pd. η带=16.8x0.96=16.128KW p1输出=16.128x0.98=15.81KW P2=P1. η轴承. η齿轮=16.128x0..98x0.97=15.33P3=P2. η轴承.η联轴器=14.87各轴转速:N1=970/2.8=346.43r/minN2=346.43/3.625=95.57N3=n2=95.57各轴转矩T 电=9550x16.8/970=165.4N.mT1=165.4x2.8x0.96=444.6 T1输出=444.6x0.98=435.71 T2=444.6x3.625x0.98x0.97=1532.1 T2输出=1532.1x0.98=1501.5 T3=1532.1X0.98X0.99=1486.44(一)V 带传动计算1、确定计算功效PcPc=KA ×P d 查 P149KA=1.2 Pc=1.2x 16.8=20.16kw2、选择V 带的型号根据计算电动机功效P c 和主动轮满载转速970r/min,由查考文献<2>P149图6-8选择C 型普通V 带且dd1=200~2000mm3、确定两带轮的基准直径dd1、dd2由参考文献〈2〉中P142表6-3可得dmin=200MM,由表6-3选取dd1=200 mm dd2=i 带·dd1=2.8×200=560mm符合表6-3(资料同上)中C 型带的标准直径。