3-2錾削方法
- 格式:doc
- 大小:89.00 KB
- 文档页数:4

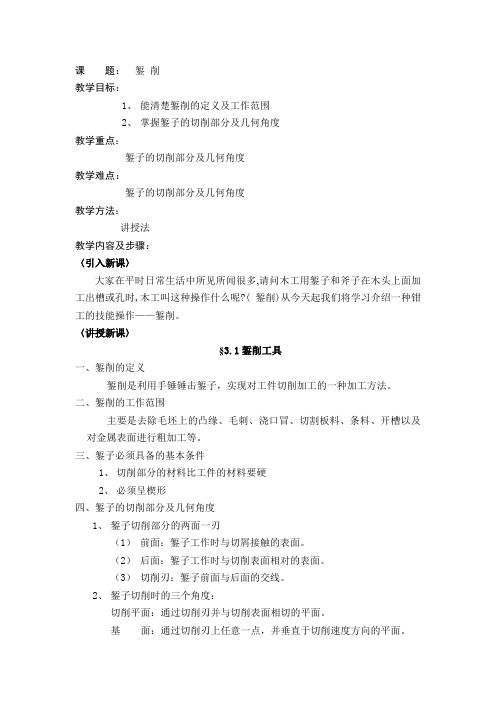
课题:錾削教学目标:1、能清楚錾削的定义及工作范围2、掌握錾子的切削部分及几何角度教学重点:錾子的切削部分及几何角度教学难点:錾子的切削部分及几何角度教学方法:讲授法教学内容及步骤:〈引入新课〉大家在平时日常生活中所见所闻很多,请问木工用錾子和斧子在木头上面加工出槽或孔时,木工叫这种操作什么呢?( 錾削)从今天起我们将学习介绍一种钳工的技能操作——錾削。
〈讲授新课〉§3.1錾削工具一、錾削的定义錾削是利用手锤锤击錾子,实现对工件切削加工的一种加工方法。
二、錾削的工作范围主要是去除毛坯上的凸缘、毛刺、浇口冒、切割板料、条料、开槽以及对金属表面进行粗加工等。
三、錾子必须具备的基本条件1、切削部分的材料比工件的材料要硬2、必须呈楔形四、錾子的切削部分及几何角度1、錾子切削部分的两面一刃(1)前面:錾子工作时与切屑接触的表面。
(2)后面:錾子工作时与切削表面相对的表面。
(3)切削刃:錾子前面与后面的交线。
2、錾子切削时的三个角度:切削平面:通过切削刃并与切削表面相切的平面。
基面:通过切削刃上任意一点,并垂直于切削速度方向的平面。
三个角度:(1)楔角β前面与后面所夹的锐角。
楔角大小决定了切削部分的强度及切削部分的强度及切削阻力大小。
楔角越大,刃部的强度就越高,但受到的切削阻力也越大。
因此应在满足强度的前提条件下,刃磨出尽量小的楔角。
(2)后角α后角与切削平面所夹的锐角。
后角的大小决定了切入深度及切削的难易程度。
后角越大切入深度就越大切削越困难。
反之切入就越浅,切削越容易,但切削效率低,后角为50~~80较为适中。
(3)前角γ前面与基面所夹的锐角。
大小决定切屑变形的程度及切削的难易程度。
由于γ0=900-(α+β)因此楔角与后角确定之后前角也就确定下来了。
五、錾子的构造头部、柄部、切削部分六、錾子的种类(1)扁錾:切削刃较长,切削部分扁平,用于平面錾削、去除凸缘、毛刺、飞边、切断材料,应用最广。
(2)窄錾:切削刃较短,且刃的两侧面自切削刃起向柄部逐近变狭窄,以保持在錾削油槽时两侧不会被工件卡住,用于錾槽及将板料切割成曲线。
机械加工工艺操作规范第1章基本规定 (5)1.1 操作前准备 (5)1.2 安全技术要求 (5)1.3 机械设备的选择与检查 (5)1.4 工艺文件的制定与执行 (5)第2章钳工加工 (5)2.1 划线与标注 (5)2.2 锯削 (6)2.3 錾削 (6)2.4 钻孔 (6)第3章车削加工 (6)3.1 车床操作 (6)3.2 车刀的选择与安装 (6)3.3 车外圆 (6)3.4 车内孔 (6)第4章铣削加工 (6)4.1 铣床操作 (6)4.2 铣刀的选择与安装 (6)4.3 铣平面 (6)4.4 铣槽 (6)第5章刨削加工 (6)5.1 刨床操作 (6)5.2 刨刀的选择与安装 (6)5.3 刨平面 (6)5.4 刨侧平面 (6)第6章磨削加工 (6)6.1 磨床操作 (6)6.2 砂轮的选择与安装 (6)6.3 磨外圆 (6)6.4 磨平面 (6)第7章钻削加工 (6)7.1 钻孔 (6)7.2 扩孔 (6)7.3 铰孔 (6)7.4 锪孔 (6)第8章镗削加工 (6)8.1 镗床操作 (7)8.2 镗刀的选择与安装 (7)8.3 镗孔 (7)8.4 镗内外圆 (7)第9章特种加工 (7)9.1 电火花加工 (7)9.2 激光加工 (7)9.3 超声波加工 (7)9.4 化学加工 (7)第10章热处理工艺 (7)10.1 淬火 (7)10.2 回火 (7)10.3 退火 (7)10.4 渗碳 (7)第11章表面处理 (7)11.1 表面清洗 (7)11.2 表面涂覆 (7)11.3 表面改性 (7)11.4 表面装饰 (7)第12章装配与检验 (7)12.1 零件装配 (7)12.2 装配精度检验 (7)12.3 产品功能检验 (7)12.4 成品包装与防护 (7)第1章基本规定 (7)1.1 操作前准备 (7)1.1.1 操作人员应熟悉并掌握相关机械设备的基本原理、功能、操作方法和安全操作规程。


课题:錾削教学时数:学时课题:錾削教学目标:1)正确掌握錾子和手锤握法及锤击动作;2)錾削的姿势、动作初步达到正确、协调自然;3)了解錾削时的安全知识和文明生产要求。
教学重点:1、錾子的切削部分及几何角度及选择;2、錾子和手锤(榔头)的握法及锤击动作。
教学难点:1)重点:錾子和手锤的正确握法;2)难点:锤击动作及要领。
教学方法:讲授法、演示法教具:錾子、锤子及相应的材料示范内容:1)錾子和手锤的握法。
2)錾削时站立姿势、锤击要领。
情感态度:1)检查学生对錾削姿势动作要领是否正确;2)及时纠正错误的动作;3)树立信心,培养吃苦耐劳的良好习惯;40督促安全与文明生产。
教学准备:工具:手锤、呆錾子、无刃口錾子等。
量具:钢皮尺、划线工具等。
原材料:台阶铁 HT-150设备:台虎钳图纸:附图(每人1张)教学内容与步骤:〈组织教学〉1)点名,检查着装、劳保用品及安全措施等。
2)进行安全文明生产教育。
3)检查学生的实习准备工作是否到位。
〈复习导入〉1)什么是划线?划线的基准有哪几种?2)划针的使用方法和注意事项?〈授课内容〉一、錾削工具1、錾子:1)錾子的种类阔錾狭錾油槽錾2)錾子的几何角度①楔角β:刀面与后刀面间的夹角。
β。
↘→切削省力→强度↘,易崩刃β。
↗→切削费力→强度↗,不平整②后角α。
:后刀面与切削平面间的夹角。
作用:减少后刀面与切削表面间的摩擦,引导錾子顺利錾切。
一般α。
取5°~8°。
α。
过大→錾子切入过深α。
过小→錾子易滑出工件表面③前角γ。
:前刀面与基面间的夹角。
作用:减少錾切时切屑变形,使切削省力γ。
越大,切削越省力三者关系:α。
+γ。
+β。
=90°2、手锤木柄装入锤孔后用楔子楔紧,以防锤头脱落。
二、錾削姿势〈示范操作〉1、手锤的握法:1)紧握法用右手五指紧握锤柄,大拇指合在食指上,虎口对准锤头方向,木柄尾端露出约15~30mm。
在挥锤和锤击过程中,五指始终紧握。
錾削过程应注意的要点(((錾削过程应注意的要点:)))(1)起鏨方法要正确 1)錾削平面时,应该从工件侧面的尖角处轻轻鏨,鏨开缺口后,再把鏨子逐渐移向中间,转入正常角度錾削。
2)錾削槽时,应注意使全部刃口正面贴住工件錾削部位的端面,鏨出一个斜面后,再保持正常角度錾削。
这样可避免鏨子的弹跳和打滑,且便于控制加工余量。
(2)錾到尽头时的錾削方法也要正确,以免影响工作质量。
当錾削到大约距离尽头 10mm 左右的地方时,必须调头(反向)鏨去剩余部分,否则,可能会造成尽头崩裂。
(3)錾削过程中,应掌握控制好鏨子后 a0 在 5 ~8 之间,后角 a0过小,鏨子易跳离錾削位置,后角过大,鏨子易扎入工件过深,难于錾削而影响錾削效率和表面。
(4)錾削量要适当,錾削平面时,一般每次约为 0.5~2mm,由粗到精逐渐减少。
(5)錾削过程中同一层中錾削用力应均匀以保证錾削工件表面质量。
(6)每錾削两次后,可将鏨子退回一些,不要总是顶住工作,作短暂的停顿后,再将刃口贴紧錾削处继续錾削,以便随时观察錾削表面的平整度,同时也可以使手臂适当的休息,减轻疲劳。
1/ 11(((螺纹连接装配的技术要求)))(1)保证有足够的拧紧力矩,以达到连接可靠和紧固的目的、拧紧力矩的大小可通过测力扳手控制扭距法、控制螺母扭角法或控制螺栓伸长法来确保。
(2)保证有可靠的防松装置,确保在受冲击、震动和交变载荷作用下不会松动。
达到可靠近连接。
可采取附加摩擦力防松和机械防松方式。
(3)保证螺纹连接的配合精度,以满足连接强度,确保连接安全可靠。
(((圆度仪因轴系旋转有两种测试方式)))(1)转轴式:测量时,被测件轴线与仪器主轴轴线对准。
测量传感器连同其上与被测件圆轮廓接触的侧头,一起随主轴旋转并测量,被测件静止不动。
(2)转台式:测量时,被测件轴线与可转工作台的轴线对准并一起旋转,与被测件圆轮廓接触的传感器测头静止不动。
1.车削、磨削、刨削、铣削等,也包括钳加工(手工加工)方法中的錾削、锉削、锯削、刮削等,而机械加工方法受工件特点、加工要求、加工难易程度和经济成本所限制,因此,平面钳加工技能仍是模具钳工的基本技能之一。
浅析平面加工錾削摘要:利用刀具和工件的相对运动,来改变毛坯的尺寸、形状,使之成为符合图样要求的合格工件,这种加工方法称为金属切削。
切削时,刀具和工件的相对运动,称为切削运动。
切削运动分主运动和进给运动。
”主运动:直接切除工件上多余的金属层,使之转变为切屑运动,称为主运动。
削时工件的旋转运动、钻削时钻头的旋转运动都是主运动。
进给运动使新的金属层不断投人切削运动,称为进给运动。
关键词:錾削、扁錾、楔角、锤子一、錾削用锤子打击錾子对金属工件进行切削加工的方法,称为錾削。
錾削主要用于不便机械加工的场合,如去除毛坯上的凸缘、毛刺、浇口、冒口,以及分割材料,錾削平面及沟槽等。
1. 錾削工具錾削所用的主要工具是锤子和錾子。
(1)錾子錾子由头部、錾身和切削部分组成。
1)錾子的种类①扁錾见图 2-22a。
扁錾切削部分扁平,切削刃较长,刃口略带圆弧形。
扁錾主要用来錾削平面,去毛刺、凸缘和分割板材等。
②尖錾见图 2-22b。
尖錾切削刃比较短,从切削刃到錾身逐渐变狭窄(故又称窄錾)以防止錾沟槽时两侧面被卡住。
尖錾主要用来錾削沟槽及将板料分割成曲线形等。
③油槽錾见图 2-22c。
油槽錾切削刃很短并呈圆弧形,切削部分制成弯曲形状。
油槽錾主要用来錾削平面或曲面上的油槽。
2)錾子的几何角度,錾子一般用碳素工具钢 T7A 制成,其切削部分磨成、楔形,经热处理使其硬度达到 52~62 HRC。
①、前刀面和后刀面之间的夹鱼称为楔角。
楔角由刃磨形成,其大小决定于切削部分的强度及切削阻力的大小。
楔角大时,刃部强度较高,但切削阻力也大。
因此,在满足强度前提下应尽量选较小的楔角。
木契角 50-70②后角后刀面与切削平面的夹角称为后角。
后角大小决定于錾子被掌握的方向,其作用是减小后刀面与切削平面的摩擦。
后角大,切削深度大,切削困难;后角太小,易造成錾子从工件表面滑过。
錾削时后角一般选5°~8°比较适宜。
③前角(γ)前刀面和基面的夹角称为前角。