amadeus 指令2004
- 格式:xlsx
- 大小:34.88 KB
- 文档页数:20

G代码列表本机床由各种G代码及M代码来控制。
以下为G代码列表。
有关M代码信息参看第1-7页。
M代码列表机床布置图LC-α与LC-β机床为混合光路系统,可使板材沿X轴方向运动,而激光切割头沿Y轴方向运动。
LC-α机床使板材移动通过一球形传送台,同时LC-β机床使吸盘及板材沿X轴方向运动。
LC-θ或FO机床可使激光切割头沿X轴和Y轴方向移动。
坐标轴在基准位置时,激光切割头位于LC-α,-β和-θ机床工作区域的X+和Y+角处,同时也位于FO机床工作区域X+和Y-角位置上。
坐标及尺寸这些机床所采用的NC只接受一定范围内的值,下表为各种用途的允值范围。
数字格式/允值范围项目公制英制X, Y, Z +/– 99999.9999 +/– 9999.9999G 1 to 9999 1 to 9999N 0 to 99999 1 to 99999O 0 to 9999 0 to 9999R, I, J +/– 99999.9999 +/– 9999.9999M 1 to 999 0 to 999X (as parameter) .001 to 9999.999 .001 to 9999.999P 1 to 9999 1 to 9999G20 选择INCH(英制)坐标可用于MDI或在单独一行上一程序开始时使用。
更换坐标系后,必须再次设置G92。
这可通过再次设置机床基准(使用RETRACT回零模式)或使用G92或G130指令来完成。
注意@在一个程序中,必须遵守用于英制坐标的G92的说明或者一G130指令。
G21 选择METRIC公制坐标可用于MDI或在单独一行上一程序开始时使用。
更换坐标系后,必须再次设置G92,这可通过再次设置机床基准(使用RETRACT回零模式)或使用G92或G130指令来完成。
注意@在一个程序中,必须遵守用于英制坐标的G92的说明或者一G130指令。
G90 绝对编程当G90被执行时,其程序中的所有坐标都要参照当前程序原点或绝对原点G90为MODAL并始终有效直到G91被执行。

- 1 -基本登录手续您可依照个人的喜好,为自己设定一个SIGN-IN CODE (登录代码),它相当于您在艾玛迪斯系统中的身份识别代码。
SIGN-IN CODE为四个数字和两个英文字母的组合;四个数字可以是您的生日或任何便于记忆的数字,两个英文字母可以是您名字的缩写或其它。
如果您需要设定专用的SIGN-IN CODE,请电话告知我们的客户服务人员,我们就可依照您的需求为您设定。
【例1】JI8888AA/GS【解1】 JI 基本登录的指令(意为Jump In)8888AA Sign-in Code(4个数字加上2字母)/GS /职位代码职位代码有两种:GS:General Sales一般票务人员SU:Supervisor主管或以上级别【显】当登录(Sign-in)成功后,将会看到艾玛迪斯每日登录新闻(我们称之为Sign-in Message)如下:每次输入“登录”指令,系统都将自动登录第一个空档的工作区域,且此时屏幕会显示出每日新闻。
在艾玛迪斯的每日登录新闻中,会包括新增艾玛迪斯航空公司、旅馆、租车公司的信息以及新增指令的讯息等。
在艾玛迪斯的任意屏幕显示中键入指令「JB」,就可随时回到每日登录新闻页面。
工作区域艾玛迪斯提供给每一台终端机6个工作区域从「A」到「F」,以方便使用者使用,并解决多人共享一台终端机的问题。
在登录时,可同时登录一个或多个工作区域。
【例1】登录一个特定的工作区域JIA 0394TY/GS【解1】JI 登录指令A 特定的工作区域A0394TY/GS 使用者代码/职位代码【例2】登录多个工作区域JIA/C 0394TY/GS【解2】JI 登录指令A/C 特定的工作区域A和C0394TY/GS 使用者代码/职位代码查看工作区域状态「JD」是个很重要的指令,每次您使用系统出现问题致电我们客服中心时,我们都需要您提供终端机的代码(TERMINAL ID)及办公室的代码(OFFICE ID)。
数控加工核心时常使用的G代码战M指令之阳早格格创做G代码----功能--------------圆法1.G00--------赶快移动圆法:G00X-----Y-----Z----2.G01--------曲线插补圆法:G01X-----Y-----Z----F-----3.G02--------顺圆插补圆法:G02X-----Y-----Z----R----- G02X-----Y-----Z----I-----J-----K-----4.G03--------顺圆插补圆法:G03X-----Y-----Z-----R------ G03X-----Y-----Z----- I-----J-----K-----5.G04--------停刀,准确停行6.G15--------极坐标系指令与消7.G16--------极坐标系指令8. 8.G17--------采用XY仄里9.9.G18--------采用XZ仄里10. 10.G19--------采用YZ仄里11. 11.G20--------英寸输进12. 12.G21--------毫米输进13. 13.G28--------返回参照面14. 14.G29--------从参照面返回15.G40--------刀具半径补偿与消16. 16.G41--------刀具半径左补偿17. 17.G42--------刀具半径左补偿18. 18.G43--------正背刀具少度补偿19.19.G44--------背背刀具少度补偿20. 20.G49--------刀具少度补偿与消21.21.G50--------比率缩搁与消22. 22.G51--------比率缩搁灵验23.G54~G59采用工件坐标系1~~~624.24.G68--------坐标转化25.G69--------坐标转化与消26.G73--------下速深孔钻循环圆法:G73X---Y---Z---R---Q---F---K---27.G74--------左旋攻丝循环圆法:G74X---Y---Z---R---Q---F---K---28.G76--------粗镗循环圆法:G76X---Y---Z---R---Q---P---F---K---29.G80--------与消牢固循环30.G81--------钻孔循环圆法:G81X---Y---Z---R---F--- 31.G83--------排屑钻孔循环圆法:G83X---Y---Z---R---Q---F---K---32.G84--------刚刚性攻丝循环圆法:G84X---Y---Z---R---P---F---K---33.G90--------千万于值编程34.G91--------删量值编程35.G94--------每分钟进给36.G95--------每转进给37.G98--------牢固循环返回到参照面38.G99--------牢固循环返回到R面时常使用的辅帮功能M代码M代码----功能1. M00--------步调停行2. M01--------采用停行3. M02--------步调中断4. M03--------主轴正转5. M04--------主轴反转6. M05--------主轴停行转化7.M06--------换刀指令8.M08--------切削液启9. M09--------切削液闭10.M19-------主轴定位11.M30-------步调中断,并返回步调起初12.M98-------子步调调用13.M99-------子步调中断,并返回主步调天面码中英笔墨母的含意天面------功能---------含意1.D------------补偿号--------刀具半径补偿指令2.F------------进给速度------给速度的指令3.G------------准备功能-----指令动做办法4.H------------补偿号--------补偿号的指定5.I-------------坐标字--------圆弧核心X轴背坐标6.J-------------坐标字--------圆弧核心Y轴背坐标7.K------------坐标字--------圆弧核心Z轴背坐标8.L------------沉复次数-----牢固循环及子步调的沉复次数9.M-----------辅帮功能-----机床启/闭指令10.N----------程序号--------步调段程序号11.O----------步调号--------步调号,子步调号的指定12.P----------------------------久停或者步调中某功能启初使用的程序号13.Q----------------------------牢固循环末行段号或者牢固循环中定距14.R----------坐标字---------牢固循环中定距离或者圆弧半径的指令15.S----------主轴功能------主轴转速的指令16.T----------刀具功能------刀具编号的指令17.X---------坐标字----------X轴的千万于坐标值或者久停时间18.Y---------坐标字----------Y轴的千万于坐标19.Z---------坐标字----------Z轴的千万于坐标。
SIEMENS数控系统编程指令详解SIEMENS数控系统编程指令详解第一章编程语言1.1 准备功能(G指令)一般用NC语言对单个操作步骤进行实际编程,只能代表一个NC 程序中工作的一部分。
实际指令编程之前,应先对操作步骤进行计划和准备,对NC程序的结构和组织考虑的越周详,所产生的复杂程序就会越清晰、准确,而且生成的速度就会越快,越简便。
通常按如下编程步骤进行:根据图纸要求、指定加工方案;测量每一把刀具的长度及半径;确定工件零点坐标系的位置;计算出每把刀具的切削用量;编制加工零件程序;根据程序图形模拟,查看刀具运行轨迹;空运行,查看刀具运行轨迹;试切削、检验、优化加工程序。
每一个程序都有一个不同的名称叫程序名,编程时可以任意选择名称。
在编辑程序时首先要建立一个新程序名,然后才能编制加工程序。
建立新程序名时要注意以下几点:前一个符号必须是字母;其余符号可以是字母、数字几及下划线;程序名最多有24个字符;字符间不允许有分隔符。
SIEMENS 802D数控系统常用G代码:1.2.1 G00快速定位指令格式:G00 Xxx Yxx ZxxXxx Yxx Zxx ——直角坐标系中的终点坐标;编程示例(图1—1)Y)0 X图1—1N10 G00 G90 X0 Y0N20 G00 X200 Y200G00 指令的运动速度为机床的快速定位速度(机床允许的最大运动速度)G00的速度由机床参数设定。
G00快速移动功能不能用于工件切削加工,只能用于空行程进给,一般用于接近起始位置或换刀点、退刀等。
1.2.2 G01 直线插补指令格式:G01 Xxx Yxx Zxx FxxXxx Yxx Zxx ——直角坐标系中的终点坐标;Fxx ——进给率单位mm/min。
编程示例(图1—2)YX图1—2N10 G00 G90 X0 Y0N20 G01 X150 Y200 F300G01指令规定的进给速度可以由面板上的进给倍率开关进行修调,此功能一般用于工件切削,切削的进给速度由F值指定。
系统登录与退出JO 退出当前所在工作区信息系统与即时帮助HE 帮助索引MU 屏幕向上翻一页MD 屏幕向下翻一页MT 屏幕翻至最上页MB 屏幕翻至最后一页代码查询(HE DAN)DAN BEIJING查询城市/机场代码DACTYO 查询城市/机场名称DC CHINA查询国家代码DC BR查询国家名称DNA001用机票三字代码查询航空公司代码及全称DNA ET用两字代码查询航空公司全称DNA JAPAN AIRLINE用航空公司的全称查询两字代码DM BKK查询最短转机时间DM LHR-LGW查询同一城市不同机场间的最短转机时间DB NYC查询一个城市的所有机场DD LON查询某城市当地时间DF 计算器功能( HE DF )DF 25 ; 5025 + 25DF 50 - 3050 - 30DF 45 * 645 × 6DF 220 / 8220 ÷ 8航班查询AN (HE AN) 航班查询AN03NOVHKGPAR11月3日香港飞巴黎的航班显示AN03NOVHKGPAR/AAF指定法航的航班AN03NOVHKGPAR/CB指定舱位是B舱AN03NOVHKGZRH/XCDG指定在巴黎转机的航班AN03NOVHKGMUC/XCDG/AAF/CB指定转机点,航空公司及舱位AN03NOVHKGSYD*10DEC11月3日香港飞悉尼12月10日悉尼回香港(显示ACR10MAR显示3月10日当前查询行程的回程航班MDF/MUF 在来回程同时显示下,去程航班上下翻页AC ( HE AC ) 更改及转换AC20MAY更改起飞日期到5月20日AC2更改起飞日期到两天后AC-4更改起飞日期到四天前建立PNR的基本步骤SS (HE SS) 建立航段SS2Y3订序号为3的航班2个Y舱座位SS BR852Q20MAYHKGTPE3订香港到台北的BR852航班Q舱的3个座位SS2Y3*12同时订去程序号为3,回程序号为12的航班2个Y SS2Y3/PE候补序号为3的航班2个Y舱座位NM (HE NM) 输入旅客姓名NM1ZHOU/HONG MS 1LI/PING MR多名旅客AP (HE AP)联系方式AP 直接回车输入本公司的名称及电话号码AP 8620-87696808后加自由格式的电话号码APE-***********后加旅客电子邮箱地址(非必须内容)TKTL/TKOK(HE TKTL/TKOK)出票期限TKTL 15MAY设定出票期限为5月15日(该PNR会出现在期限日RF(HERF)签收RF PAX操作者签收(在建立PNR时及对已完成的PNR进行修改时都必须输入)ER/ET (HE ER/ET) 封口ER 封口再提取(END AND REDISPLAY)ET 封口后退出(END OF TRANSATION)IG/IR(HE IG/HE IR)忽略IG 在建立PNR时使用,系统忽略未封口前的所有输入在修改PNR时使用,系统忽略该次所有的修改并退IR 系统忽略所做的一切修改并重新打开原记录。

点击浏览更多图片芬兰X5数控冲床点击浏览更多图片C工位模具点击浏览更多图片AMADA天田数控冲床以下适合AMADA数控冲床参考NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2. G90 绝对坐标指令格式G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27?G25 自动移爪格式G27(或G25) X___(移动量)G27?G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式G04 X___ (时间)在轴移动时,作预定时间内暂停的机能.8. G72 模式基准点指令格式G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式G26 I r J±θ K n T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式G28 I d J±θ K n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧(ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔∆θ,排列n个点的冲孔指令.格式G28 I r J±θ P±∆θ K n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±∆θ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式G36 I±d1 P n1 J±d2 K n2 T___ (C___ )G36 I±d1 P n1 J±d2 K n2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θ P±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令. 格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.风轻云淡05.29 17:1815. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θ P±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令. 格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 數控沖床的維護维护保养1﹑清潔A﹔上面和下面的X軸導軌B﹔工作台面各部位及閑置的軸承C﹔前面和后面的Y軸導軌D﹔刀盤定位銷及定位孔E﹔上刀盤及沖頭F﹔下刀盤(務必清除碎片)2﹑潤滑油詳情查閱”潤滑油”部分的潤滑部分和推荐使用的油。

NX100宏命令機能操作宏程序命令功能对应客户的系统,可以自由作成机器人语言。
以一个命令作为宏程序进行登录,记载。
<例><涂胶用宏程序命令>宏程序的表示SEALON WIDTH=8功能的特征命令以宏程序命令来登录。
宏程序的命令内容使用INFORM来作成。
宏程序命令可以追加变量特性。
宏程序命令以及变量特性程序数据画面上的记述也可任意设定。
宏程序命令可设定被中断后的后继处理(解除中断时的作业指令等)。
执行宏程序命令中途被中断的情况下,再启动时,从宏程序命令的先端开始再次执行。
宏程序命令功能的安全模式仅在管理模式时有效。
宏程序的种类宏程序使用的方式有以下3种类型。
・机器人宏程序(指定控制轴组)宏程序命令内可以登录移动命令。
作为机器人宏程序,已作成的宏程序命令仅在相同控制组构成的程序里使用。
*R2的程序,在R1所构成的宏程序里无法执行。
・机器人宏程序(没有控制轴组)宏程序可在所有机器人程序里可通用,控制组在没有设定的情况下无法登录移动命令。
・并行宏程序使用宏程序时,在控制轴组没有被设定的情况下无法登录移动命令。
宏程序的示教使用宏程序命令做成的宏程序,与普通程序的示教方法一致,宏程序命令可以追加最大16个变量。
先设定需要个数部分的局部变量。
GETARG 命令接收宏程序命令用的变量命令,执行命令时,读取出追加在宏程序命令的变量数据,并在宏程序里赋值到所指定的局部变量。
<格式>GETARG LB000 IARG#(1)① ②IARG#(1)的变量数据赋值到局部变量LB000里。
①指定变量数据赋值位置的局部变量作为赋值位置的局部变量,可以使用字节型,整数型,双精度型,实数型,机器人轴位置型,基座轴位置型,工装轴位置型的各局部变量。
②指定变量数据指定读取的变量号,可以追加最大16个变量特性。
、局部变量局部变量如同客户变量一样,可以进行计数、演算、输入输出信号等的保存.数据的表示形式与客户变量相同,变量号是紧随在L字母后面。
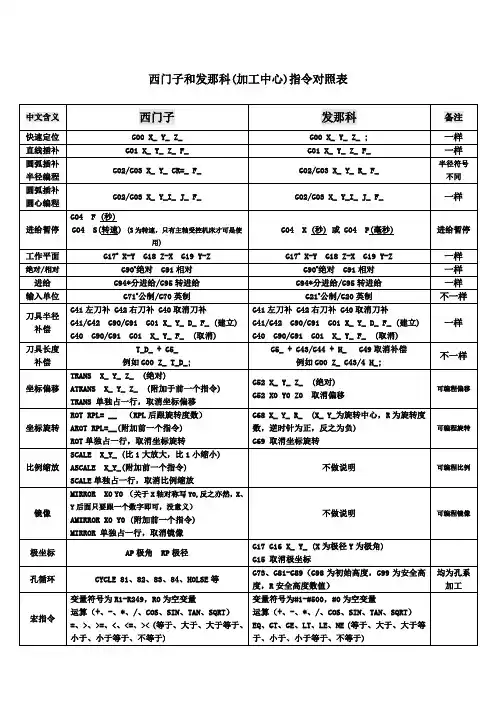
西门子和发那科(加工中心)指令对照表中文含义西门子发那科备注快速定位G00 X_ Y_ Z_ G00 X_ Y_ Z_ ; 一样直线插补G01 X_ Y_ Z_ F_ G01 X_ Y_ Z_ F_ 一样圆弧插补半径编程G02/G03 X_ Y_ CR=_ F_ G02/G03 X_ Y_ R_ F_半径符号不同圆弧插补圆心编程G02/G03 X_ Y_I_ J_ F_ G02/G03 X_ Y_I_ J_ F_ 一样进给暂停G04 F (秒)G04 S(转速) (S为转速,只有主轴受控机床才可是使用)G04 X (秒) 或 G04 P(毫秒) 进给暂停工作平面G17* X-Y G18 Z-X G19 Y-Z G17* X-Y G18 Z-X G19 Y-Z 一样绝对/相对G90*绝对 G91相对G90*绝对 G91相对一样进给G94*分进给/G95转进给G94*分进给/G95转进给一样输入单位G71*公制/G70英制G21*公制/G20英制不一样刀具半径补偿G41左刀补 G42右刀补 G40取消刀补G41/G42 G90/G91 G01 X_ Y_ D_ F_ (建立)G40 G90/G91 G01 X_ Y_ F_ (取消)G41左刀补 G42右刀补 G40取消刀补G41/G42 G90/G91 G01 X_ Y_ D_ F_ (建立)G40 G90/G91 G01 X_ Y_ F_ (取消)一样刀具长度补偿T_D_ + G5_例如G00 Z_ T_D_;G5_ + G43/G44 + H_ G49取消补偿例如G00 Z_ G43/4 H_;不一样坐标偏移TRANS X_ Y_ Z_ (绝对)ATRANS X_ Y_ Z_ (附加于前一个指令)TRANS 单独占一行,取消坐标偏移G52 X_ Y_ Z_ (绝对)G52 X0 Y0 Z0 取消偏移可编程偏移坐标旋转ROT RPL= __ (RPL后跟旋转度数)AROT RPL=__(附加前一个指令)ROT单独占一行,取消坐标旋转G68 X_ Y_ R_ (X_ Y_为旋转中心,R为旋转度数,逆时针为正,反之为负)G69 取消坐标旋转可编程旋转比例缩放SCALE X_Y_ (比1大放大,比1小缩小)ASCALE X_Y_(附加前一个指令)SCALE单独占一行,取消比例缩放不做说明可编程比例镜像MIRROR X0 Y0 (关于X轴对称写Y0,反之亦然,X、Y后面只要跟一个数字即可,没意义)AMIRROR X0 Y0 (附加前一个指令)MIRROR 单独占一行,取消镜像不做说明可编程镜像极坐标AP极角 RP极径G17 G16 X_ Y_ (X为极径Y为极角) G15 取消极坐标孔循环CYCLE 81、82、83、84、HOLSE等G73、G81-G89(G98为初始高度,G99为安全高度,R安全高度数值)均为孔系加工宏指令变量符号为R1-R249,R0为空变量运算(+、-、*、/、COS、SIN、TAN、SQRT)=、>、>=、<、<=、>< (等于、大于、大于等于、小于、小于等于、不等于)变量符号为#1-#500,#0为空变量运算(+、-、*、/、COS、SIN、TAN、SQRT)EQ、GT、GE、LT、LE、NE (等于、大于、大于等于、小于、小于等于、不等于)IF R1>=42.1 GOTOB AAA运算公式要加小括号“()”,比如COS(45)R1=6AAA: G01 X=R1 Y0;运算顺序:先三角函数,后乘除,再加减;先括号里面,后括号外面。

系统登录与退出(HE SIGN)JI0001AA/SU 登录指令.0001AA 为工作号,SU为责任级别JJ0001AA/SU 登录到实习训练模式(在此状态下的订座信息不会被发送)JD 系统显示工作区状态JM B 切换到B工作区JO 退出当前所在工作区JO* 同时退出所有登录的工作区信息系统与即时帮助GG AIS艾玛迪斯信息系统索引GG PCALH查询某一航空公司支持的功能GG AIRAF查询某一航空公司的信息GG HTL查询酒店预定信息GG CAR查询汽车租赁信息GG APTPEK查询某一机场信息GG COUCN查询某一国家信息GG WEALAX查询某一城市天气情况GG AMACN查询艾玛迪斯办事处信息GG CODE查询系统输入与输出的代码信息HE帮助索引MU屏幕向上翻一页MD屏幕向下翻一页MT屏幕翻至最上页MB屏幕翻至最后一页TIFV查询签证信息TIFH查询健康检疫信息代码查询(HE DAN)DAN BEIJING查询城市/机场代码DACTYO查询城市/机场名称DC CHINA查询国家代码DC BR查询国家名称DNS US查询美国的所有州名DNS FLORIDA查询佛罗里达州属于哪个国家DNA001用机票三字代码查询航空公司代码及全称DNA ET用两字代码查询航空公司全称DNA JAPAN AIRLINE用航空公司的全称查询两字代码DNE744用机型代码查询机型全称DNE AIRBUS用机型全称查询机型代码DNH HOLIDAY INN查询酒店连锁集团代码DNC EUROPCAR查询汽车租赁公司代码DM BKK查询最短转机时间DM LHR-LGW查询同一城市不同机场间的最短转机时间DB NYC查询一个城市的所有机场DX HKGSAO列出两城市之间的所有转机点DD LON查询某城市当地时间DD BJS / LON换算北京和伦敦两地的时差DD15APR /-3 /21推算4月15日的前3天与后21天的日期DD BJS1025 / FRA1425+换算航班飞行时间DF 计算器功能( HE DF )DF 25 ; 5025 + 25DF 50 - 3050 - 30DF 45 * 645 × 6DF 220 / 8220 ÷ 8DK 换算距离、重量与温度 ( HE DK )DK MK100100英哩换成公里DK KM100100公里换成英哩DK PK100100英磅换成公斤DK KP100100公斤换成英磅DK FC4545华氏度换成摄氏度DK CF4545摄氏度换成华氏度航班查询AN (HE AN) 航班查询AN03NOVHKGPAR11月3日香港飞巴黎的航班显示AN03NOVHKGPAR/AAF指定法航的航班AN03NOVHKGPAR/CB指定舱位是B舱AN03NOVHKGZRH/XCDG指定在巴黎转机的航班AN03NOVHKGMUC/XCDG/AAF/CB指定转机点,航空公司及舱位AN03NOVHKGSYD*10DEC11月3日香港飞悉尼12月10日悉尼回香港(显示来回程)AN20MAYHKGSFO/XNRT/ANW/CY*25JUN指定转机点,航空公司,舱位及回程日期ACR10MAR显示3月10日当前查询行程的回程航班ACR10显示10天之后当前查询行程的回程航班MDF/MUF在来回程同时显示下,去程航班上下翻页MDS/MUS在来回程同时显示下,回程航班上下翻页MPAN回到前一个航班显示的屏幕AN3/HKGBKK/ACI未来第一个周三的航班显示AN/20JANPEKDUS/ALT从1月20日起七天内最早可利用航班ACL1从AN航班显示中连入序号为1的航空公司系统1CIAD20MAYHKGTPE直接进入航空公司系统查航班机位情况1CIMD在华航的航空公司系统显示中往下翻一页AC ( HE AC ) 更改及转换AC20MAY更改起飞日期到5月20日AC2更改起飞日期到两天后AC-4更改起飞日期到四天前AC CAN更改出发城市为广州AC//TPE更改到达城市为台北AC/ABR更改航空公司为BRAC/XNRT更改转机点为NRTAC SN从可售机位显示转换为航班计划显示AC FQ从可售机位显示转换为运价显示DO 显示航班具体信息 ( HE DO )DO1显示序号为1的航班具体信息DO CX888显示航班号为CX888的航班具体信息SN 显示航班计划 ( HE SN )SN5APRHKGSFO4月5日香港飞三藩市的飞行计划表显示SN5APRHKGBKK/AYY4月5日香港飞三藩市的飞行计划表显示(包括与AMADEUS无联机协议的航空公司)TN (HE TN) 显示七天之内航班时刻表TN HKGFRA从当天开始七天之内的航班时刻表TN5APRHKGSIN从4月5日开始七天之内的航班时刻表AA / AD / AE 显示指定到达日期/出发日期/飞行日期的航班AA18MAYHKGMAD指定到达日期是5月18日的航班AD18MAYHKGMAD指定出发日期是5月18日的航班AE18MAYHKGMAD指定飞行日期在5月18日的航班建立PNR的基本步骤SS (HE SS) 建立航段SS2Y3订序号为3的航班2个Y舱座位SS BR852Q20MAYHKGTPE3订香港到台北的BR852航班Q舱的3个座位SS2Y3*12同时订去程序号为3,回程序号为12的航班2个Y舱座位SS2Y3/PE候补序号为3的航班2个Y舱座位SI ARNK地面运输(缺口程)SO LHYBJSFRA订汉莎航空的Y舱open座位SO CXM5MAYYVRHKG订国泰航空5月5日M舱open座位NM (HE NM) 输入旅客姓名NM1ZHOU/HONG MS 1LI/PING MR多名旅客NM1ZHANG/LIHAO (CHD)儿童旅客NM1 ZHANG/HUA MR (INFJIANG/LI)一名成人和婴儿(婴儿不能单独输入)NM3CHEN/HONG/PING/TAO MS同姓氏旅客(3表示共有3位姓陈的旅客)AP (HE AP)联系方式AP直接回车输入本公司的名称及电话号码AP 8620-87696808后加自由格式的电话号码APE-TOM @后加旅客电子邮箱地址(非必须内容)TKTL/TKOK (HE TKTL/TKOK)出票期限TKTL 15MAY设定出票期限为5月15日 (该PNR会出现在期限日的Q信箱中)TKOK 已经出票(系统自动加入出票当天的日期)RF(HERF)签收RF PAX操作者签收(在建立PNR时及对已完成的PNR进行修改时都必须输入)ER/ET (HE ER/ET) 封口ER封口再提取 (END AND REDISPLAY)ET封口后退出 (END OF TRANSATION)IG/IR(HE IG/HE IR)忽略IG在建立PNR时使用,系统忽略未封口前的所有输入并退出。
报警的内容与处理方法(1) 程序报警(P/S报警)编号信息内容/处理132 ALARM NUMBER NOT FOUND 外部报警信息清除时没有对应的报警编号。
请确认PMC的方向图。
000 PLEASE TURN OFF POWER 设置了必须切断电源的参数。
请切断电源。
001 TH PARITY ALARM TH报警(被输入了不符合奇偶的文字。
)请修改程序或者线带。
002 TV PARITY ALARM TV报警(1个模块内的文字数成了奇数。
)在准备TV确认时被设为“1”的话就会发生。
003 TOO MANY DIGITS 被输入了允许范围外的数据。
请参照《FANUC使用说明书的最大指定值》的条款,并修改数据。
004 ADDRSS NOT FOUND 模块最初是无地址的,被输入数据或者记号了。
请修改程序。
005 NO DATE AFTER ADRESS 地址后面无数据,被指定了下一个地址或者EOB编码。
请修改程序。
006 ILLEGAL USE OF NEGATIVE SIGN 符号“-”输入出错(输入了符号“-”的不允许的地址。
或者符号“-”输入了2个以上。
)请修改程序。
007 ILLEGAL USE OF DECIMAL POINT 小数点“.”输入出错(输入了小数点“.”不允许的地址。
或者小数点“.”被输入了2个以上。
)请修改程序。
009 ILLEGAL ADDRESS INPUT 输入了有意情报区间无法使用的地址。
请修改程序。
010 IMPROPER G-COAE 使用了无法使用的G编码。
或者指定了相当于没附加功能的G编码。
请修改程序。
011 NO FEEDRATE COMMANDED 切割运行速度没指定。
或者运行指令不适合。
请修改程序。
015 TOO MANY AXES COMMANDED 预移动超过同时可能控制的轴数。
请修改程序。
020 OVER TOLERANCE OF RADIUS 圆弧候补指令(G02,G03)从始点到圆弧中心的距离和从终点到圆弧中心的距离之差超过了数据(№3410)所设定的值。
数控加工中心经常使用的G代码和M指令之五兆芳芳创作G代码----功效--------------格局:1.G00--------快速移动格局:G00X-----Y-----Z----2.G01--------直线插补格局:G01X-----Y-----Z----F----- 3.G02--------顺圆插补格局:G02X-----Y-----Z----R-----G02X-----Y-----Z----I-----J-----K -----4.G03--------逆圆插补格局:G03X-----Y-----Z-----R------G03X-----Y-----Z----- I-----J-----K-----5.G04--------暂停6.G15--------极坐标系指令取消7.G16--------极坐标系指令8.G17--------选择XY平面9.G18--------选择XZ平面10.G19--------选择YZ平面11.G20--------英寸输入12.G21--------毫米输入13.G28--------前往参考点14.G29--------从参考点前往15.G40--------刀具半径抵偿取消16.G41--------刀具半径左抵偿17.G42--------刀具半径右抵偿18.G43--------正向刀具长度抵偿19.G44--------负向刀具长度抵偿20.G49--------刀具长度抵偿取消21.G50--------比例缩放取消22.G51--------比例缩放有效23.G54~G59选择工件坐标系1~~~624.G68--------坐标旋转25.G69--------坐标旋转取消26.G73--------高速深孔钻循环格局:G73X---Y---Z---R---Q---F---K---27.G74--------左旋攻丝循环格局:G74X---Y---Z---R---Q---F---K---28.G76--------精镗循环格局:G76X---Y---Z---R---Q---P---F---K---29.G80--------取消固定循环30.G81--------钻孔循环格局:G81X---Y---Z---R---F--- 31.G83--------排屑钻孔循环格局:G83X---Y---Z---R---Q---F---K---32.G84--------刚性攻丝循环格局:G84X---Y---Z---R---P---F---K---33.G90--------绝对值编程34.G91--------增量值编程35.G94--------每分钟进给36.G95--------每转进给37.G98--------固定循环前往到参考点38.G99--------固定循环前往到R点经常使用的帮助功效M代码M代码----功效1. M00--------程序停止2. M01--------选择停止3. M02--------程序结束4. M03--------主轴正转5. M04--------主轴反转6. M05--------主轴停止转动7. M06--------换刀指令8. M08--------切削液开9. M09--------切削液关10.M19-------主轴定位11.M30-------程序结束,并前往程序起始12.M98-------子程序调用13.M99-------子程序结束,并前往主程序地址码中英文字母的寄义地址------功效---------寄义1.D------------抵偿号--------刀具半径抵偿指令2.F------------进给速度------给速度的指令3.G------------准备功效-----指令动作方法4.H------------抵偿号--------抵偿号的指定5.I-------------坐标字--------圆弧中心X轴向坐标6.J-------------坐标字--------圆弧中心Y轴向坐标7.K------------坐标字--------圆弧中心Z轴向坐标8.L------------重复次数-----固定循环及子程序的重复次数 9.M-----------帮助功效-----机床开/关指令10.N----------顺序号--------程序段顺序号11.O----------程序号--------程序号,子程序号的指定12.P----------------------------暂停或程序中某功效开始使用的顺序号13.Q----------------------------固定循环终止段号或固定循环中定距14.R----------坐标字---------固定循环中定距离或圆弧半径的指令15.S----------主轴功效------主轴转速的指令16.T----------刀具功效------刀具编号的指令17.X---------坐标字----------X轴的绝对坐标值或暂停时间18.Y---------坐标字----------Y轴的绝对坐标19.Z---------坐标字----------Z轴的绝对坐标功效详解:G00—快速定位格局:G00 X(U)__Y(W)__说明:(1)该指令使刀具依照点位控制方法快速移动到指定位置.移动进程中不得对工件进行加工.(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴持续运动,(3)不运动的坐标无须编程.(4)G00可以写成G0G01—直线插补格局:G01 X(U)__Y(W)__F__(mm/min)说明:(1)该指令使刀具依照直线插补方法移动到指定位置.移动速度是由F指令进给速度.所有的坐标都可以联动运行.(2)G01也可以写成G1两轴联动从A点到B点G02—顺圆插补格局1:G02 X(u)____Y(w)____I____J____F_____说明:(1)X、y在G90时,圆弧终点坐标是相对编程零点的绝对坐标值.在G91时,圆弧终点是相对圆弧起点的增量值.无论G90,G91时,I和J 均是圆弧终点的坐标值.I是X标的目的值、J是y标的目的值.圆心坐标在圆弧插补时不得省略,除非用其他格局编程.(2)G02指令编程时,可以直接编过象限圆,整圆等.注:过象限时,会自动进行间隙抵偿,如果参数区末输入间隙抵偿与机床实际反向间隙悬殊,都会在工件上产生明显的切痕.(3)G02也可以写成G2.例:G02 X60 Y50 I40 J0 F120格局2:G02 X(u)____Y(w)____R__F__说明:(1)不克不及用于整圆的编程(2)R为工件单边R弧的半径.例:G02 X60 Y50 R20 F120G03—顺圆插补说明:除了圆弧旋转标的目的相反外,格局与G02指令相同. G04—定时暂停格局:G04__X__ 或G04 _P_说明:加工运动暂停,时间到后,持续加工.暂停时间由X 前面的数据指定.单位是秒.规模是0.01秒到300秒.G54—设定工件坐标一格局:G54说明:在系统中可以有几个坐标系,G54对应于第一个坐标系,其原点位置数值在机床参数中设定.G55—设定工件坐标二同上G56—设定工件坐标三同上G57—设定工件坐标四同上G58—设定工件坐标五同上G59—设定工件坐标六同上G90—绝对值方法编程格局:G90说明:(1)G90编入程序时,以后所有编入的坐标值全部是以编程零点为基准的.(2)系统上电后,机床处在G状态.N0010 G90 X20Y90N0020 G01 X40 Y80 F100N0030 M02G91—增量方法编程格局:G91说明:G91编入程序时,之后所有坐标值均以前一个坐标位置作为起点来计较运动的编程值.在下一段坐标系中,始终以前一点作为起始点来编程.例:N0010 G91 X20Y85N0020 G01 X20 Y-10 F100N0030 Y-20N0040 X20Y-15N0050 M02注意事项:弥补一下:1、G00与G01G00运动轨迹有直线和折线两种,该指令只是用于点定位,不克不及用于切削加工G01按指定进给速度以直线运动方法运动到指令指定的目标点,一般用于切削加工2、G02与G03G02:顺时针圆弧插补G03:逆时针圆弧插补3、G04(延时或暂停指令)一般用于正反转切换、加工盲孔、阶梯孔、车削切槽4、G17、G18、G19 平面选择指令,指定平面加工,一般用于铣床和加工中心G17:X-Y平面,可省略,也可以是与X-Y平面相平行的平面G18:X-Z平面或与之平行的平面,数控车床中只有X-Z平面,不必专门指定G19:Y-Z平面或与之平行的平面5、G27、G28、G29 参考点指令G27:前往参考点,查抄、确认参考点位置G28:自动前往参考点(经过中间点)G29:从参考点前往,与G28配合使用6、G40、G41、G42 半径抵偿G40:取消刀具半径抵偿7、G43、G44、G49 长度抵偿G43:长度正抵偿G44:长度负抵偿G49:取消刀具长度抵偿8、铣床、加工中心:G73:高速深孔啄钻G83:深孔啄钻G81:钻孔循环G82:深孔钻削循环G74:左旋螺纹加工G84:右旋螺纹加工G76:精镗孔循环G86:镗孔加工循环G85:铰孔G80:取消循环指令9、编程方法G90、G91G90:绝对坐标编程G91:增量坐标编程10、主轴设定指令G99:前往到R点(中间孔)G98:前往到参考点(最后孔)11、主轴正反转停止指令M03、M04、M05M03:主轴正传M04:主轴反转M05:主轴停止12、切削液开关M07、M08、M09M07:雾状切削液开M08:液状切削液开M09:切削液关13、运动停止M00、M01、M02、M30M00:程序暂停M01:筹划停止M02:机床复位M30:程序结束,指针前往到开头14、M98:调用子程序15、M99:前往主程序。
海德汉数控系统G代码、M代码、循环大全一、海德汉数控系统G代码大全刀具运动G00 快速直线移动G01 进给直线移动G02 顺时针圆弧G03 逆时针圆弧G05 圆弧G06 圆弧,切线G07 直线, 并行轴G10 快速极坐标直线移动G11 极坐标直线进给G12 顺时针极坐标圆弧G13 逆时针极坐标圆弧G15 极坐标圆弧G16 极坐标圆弧,切线过渡定义加工面G17 主轴Z-平面 XYG18 主轴Y-平面 ZXG19 主轴X-平面 YZ倒角/倒圆/接近轮廓/离开轮廓G24 长度为 R 的倒角,倒角长度RG25 半径为 R 的圆角,半径RG26 切线接近至半径R的轮廓G27 切线离开轮廓,半径R为图形显示的毛坯定义G30 工件毛坯定义: 最小点G31 工件毛坯定义: 最大点刀具半径补偿G40 刀具中心路径,无刀具半径补偿G41 左半径补偿路径G42 右半径补偿路径G43 半径补偿: 扩展路径G44 半径补偿: 缩短的路径坐标变换G28 镜像G53 用原点表进行原点平移G54 原点平移G55 原点面G73 旋转G72 缩放系数G80 加工面G247 原点设置尺寸单位G70 尺寸单位inch(程序起点处)G71 尺寸单位mm(程序起点处)尺寸G90 绝对尺寸G91 增量尺寸刀具定义G99 刀具定义,刀具号T,长度L和半径R其它G代码G04 停顿时间G29 载入当前位置(例如圆心为极点)G37 轮廓G38 停止运行程序G36 主轴定向G39 程序调用G51 准备刀具交换(带中央刀库)G55 原点面G62 公差G79 循环调用G98 设置标记二、海德汉数控系统M代码大全M00 程序运行暂停/主轴停转/冷却液停止M01 可选程序运行停止M02 程序运行停止/主轴/停止/冷却液关闭/根据需要M03 主轴顺时针转动M04 主轴逆时针转动M05 主轴停止M06 换刀/程序运行停止(取决于机床参数)/主轴停转M08 冷却液开启M09 冷却液关闭M13 主轴顺时针转动/冷却液开启M14 主轴逆时针转动/冷却液开启M30 同M02功能M89 可用辅助功能或循环调用M99 程序段循环调用M91 定位程序段,相对机床原点的坐标M92 定位程序段,坐标为相对机床制造商定义的位置M94 将旋转轴显示减小到360°以内M97 加工小轮廓台阶M98 完整加工开放式轮廓M109 刀刃处恒轮廓加工速度(增加和降低进给速率)M110 刀刃处恒轮廓加工速度(只降低进给速率)M111 复位M109/M110M116 回转轴进给速率(mm/min)M117 复位M116M118 程序运行中用手轮叠加定位M120 提前计算半径补偿的轮廓(预读)M126 旋转轴短路径运动:M127 复位M126M128 用倾斜轴定位时保持刀尖位置(TCPM)M129 复位M128M130 在定位程序段内:点为相对未倾斜的坐标系M140 沿刀具轴方向退离轮廓M141 取消测头监测功能M143 删除基本旋转M148 在NC停止处自动将刀具退离轮廓M149 复位M148三、海德汉数控系统循环功能大全钻孔,攻丝与铣螺纹循环G200 钻孔G201 铰孔G202 镗孔G203 万能钻孔G204 反向镗孔G205 万能啄钻G206 用浮动夹头攻丝架G207 不用浮动攻丝架的刚性攻丝G208 螺旋铣孔G209 断屑攻丝G240 定中心G241 单刃深孔钻G262 螺纹铣削循环G263 螺纹铣削/锪沉孔G264 螺纹钻孔/铣削G265 螺旋螺纹钻孔/铣削G267 外螺纹铣削铣型腔,凸台和槽的循环G233 端面铣削G251 矩形型腔G252 圆弧型腔G253 槽铣削G254 圆弧槽G256 矩形凸台G257 圆弧凸台G258 多边形凸台创建阵列点的循环G220 极坐标阵列G221 直线阵列SL循环G37 轮廓G120 轮廓数据G121 预钻孔G122 粗铣G123 底面精加工G124 侧面精加工G125 开放式轮廓G127 圆柱面G128 圆柱面铣键槽G129 在圆柱面上铣凸台G139 圆柱面G270 轮廓链数据G275 摆线槽特殊循环G225 雕刻G232 端面铣G239 确定负载G291 关联车削插补G292 车削插补,轮廓精加工多道铣循环G230 MULTIPASS MILLINGG231 RULED SURFACE测量工件不对正量的探测循环G400 基本旋转G401 基本旋转,用两孔G402 用两个凸台的基本旋转G403 用旋转轴补偿的基本旋转G404 设置基本旋转G405 用旋转C轴补偿工件不对正量设置原点的探测系统循环G408 原点在槽中心G409 原点在凸台中心G410 原点在矩形内G411 原点在矩形外G412 原点在圆内G413 原点在圆外G414 原点在外角G415 原点在内角G416 原点在圆心G417 原点在测头轴G418 原点在4孔的中心G419 原点在一轴上工件测量的探测循环G55 原点面G420 测量角度G421 测量孔G422 测量孔外G423 测量矩形内尺寸G424 测量矩形外尺寸G425 测量内宽度G426 测量凸台宽度G427 测量坐标G430 测量螺栓孔圆G431 测量平面刀具测量的探测循环G480 校准TTG481 校准刀具长度G482 测量刀具半径G483 测量刀具长度和半径G484 校准无线测头TT车削G800 调整旋转坐标系G801 复位旋转坐标系G810 车削轮廓纵向G811 车轴肩纵向G812 车轴肩纵向扩展G813 纵向切入G814 纵向切入扩展G815 车削平行轮廓G820 车削轮廓端面G821 车削轴肩端面G822 车削轴肩端面扩展G823 车削,横向切入G824 车削,横向切入扩展G830 平行轮廓螺纹加工G831 螺纹加工纵向G832 螺纹加工扩展G840 凹槽轮廓径向G841 简单径向凹槽加工G842 径向凹槽加工扩展G850 轴向凹槽加工G851 简单轴向凹槽加工G852 轴向凹槽加工扩展G860 凹槽轮廓径向G861 径向凹槽加工G862 径向凹槽加工扩展G870 轴向凹槽加工G871 轴向凹槽加工G872 轴向凹槽加工扩展G880 齿轮滚铣G892 检查不平衡。
结束插入直线G00插入直线的取消指令这个指令结束后,返回通常的轴移动指令插入直线指令是在任意角度进行槽加工的指令请勿在其他场合使用此指令开始插入直线G01G01F_F:传送速度开始插入直线顺着传送速度F,进行插入直线的轴移动"G01"是在取消"G00"时的有效模式.插入直线指令是在任意角度进行槽加工的指令.请勿在其他场合使用此指令.F地址不可省略"G01"与"G00"之间不可使用T/C指令暂停G04G04X_X:暂停时间具有在机械的轴移动时暂时停止的功能停止时间是在X地址范围内的“秒单位”里设定必须做为单独的模块指令夹爪定位指令G05G05I_J_K_I:夹爪1的位置(100.00<=I<=1480.00)J:夹爪2的位置(350.00<=J<=1730.00)夹爪1and夹爪2间隔(>=250.00)K:夹爪移动时的处理选择K0:材料设定K1:回避死区(同G25)K2:回避死区(同G27)请勿在G5前输入装载指令材料设定(板厚/材质代码)G06G06A_B_A:板厚.B:材质序号0:SPC(钢)1:SUS(不锈钢)2:AL(铝)请在程序开始使用"G06"模块指令性当"G06"没有设定材料,将自动设为板厚. 6.3mm/材质0:SPC(钢)卸载指令G10G10X_X:材料X方向尺寸附加L-UL的材料卸载指令输入材料的X轴方向尺寸取出材料指令G10G10X_Y_Q_M_X:材料X尺寸Y:材料Y尺寸Q:吸附近方法(0:缓冲器/1:电磁/2:缓冲器+电磁/3:夹爪)M:卸载类型前后装置类型在卸载,卸载种类可以松下的情况下指令骨架及宏接合点加工薄板加工指令G10G10X_Y_M_X:材料X尺寸Y:材料Y尺寸M:骨架制品面板积聚指令以下情况可:1)L/UL类型卸载2)卸载类型为"Tsukata"或"Ookuma".取出指令G18X_Y_I_J_P_K_P_Q_M_T_C_X:X方向冲切基准点Y:Y方向冲切基准点I:冲孔(路径)最终座标X开始到TK左端为止的距离XJ:TK吸附范围K:冲孔(路径)最终座标Y开始到TK基准位置为止的距离Y P:集积序号Q:吸附近方法(0:缓冲器,1:电磁,2:缓冲器+电磁)M:吸附列取消M代码T:模具序号C:AI角特殊G代码:G18直线距离(LAD):G22自动移位II G25G25X_X:移动距离G25在更换夹子的时候,夹爪往Y轴方向退后一点的位置这个指令在材料端的间隙的情况下有效G25实行时的Y轴偏移由NC自动进行修正必须以单独的模式进行指令BHC G26G26I_J_K_T_C_I:圆半径J:开始角度K:个数T:模具序号C:AI角任意数等分圆周,并加工各个点的模式自动移位1G27G27X_X:移动距离进行材料夹爪.必须以单独的模式进行指令冲直线排列孔(LAA)G28G28I_J_K_T_C_I:间隔J:角K:个数T:模具序号C:AI角直线上多个等角度冲孔的加工模式。
Amadeus 5 门禁软件使用说明. 安装插入CD 并按界面提示进行。
首先安装英文,然后在TOOLS/OPTIONS/LANGUAGE下将英文更改为中文设置在Windows的“开始”菜单里找到Amadeus 5,或点击桌面相应的图标,都可以启动AMADEUS5。
在开始菜单的界面里有以下几条信息:键入用户名Press ―Tab‖ -按―Tab‖-- 如果按“enter”键将出现一个错误信息。
键入用户的名称点击OK 键完成显示程序的主要菜单提示&建议用户名和密码默认值:姓名为“dds”,密码为“dds”注意字母的大小写“姓名”和“密码”要注意大小写。
计算机认为AFI, afi, 和 aFi 是不同的。
延时介绍如果在预制的延时时间里没有键入姓名和密码,会关闭开始窗口。
首次使用软件建议在首次使用软件时修改姓名和密码。
退出系统停止操作退出系统时,按下面步骤选择退出系统的方式:点击导向条最右边的标着门的图标。
点击界面左上角标着魔杖的图标点击界面右上角的―X‖直接按功能键‗‘F4‘‘提示&建议Emptying fields腾空信息栏按“新建”图标,清除所有信息栏或将它们设为默认值,然后开始输入新数据。
. GENERAL SCREENS 界面概述主界面通过AMADEUS5的主界面可以进入系统的所有选项。
利用:利用下拉菜单进入所有界面,信息表和系统选项工具栏提供进入重要界面的捷径记录显示实时呈现事件列表提示&建议显示多少选项菜单由用户授权等级决定的。
不属于该用户授权的选项菜单不会显示。
主界面中下拉菜单的信息栏使用前为黑色。
使用后,为兰色。
按F1键可以从任何界面切换到帮助界面。
.工具栏工具栏图标为一些重要界面的查找提供了捷径:控制器、卡、所有持卡人、事件处理程序、激活报警、出色的报表、轮询、激活报警的数量、得到报警确认的数量、发出的待处理命令的数量,退出。
提示和建议F2 新建新建项目的信息栏是空的,可以输入新数据。
(HE SIGN)JI0001AA/SUJJ0001AA/SUJDJM BJOJO*GG AISGG PCALHGG AIRAFGG HTLGG CARGG APTPEKGG COUCNGG WEALAXGG AMACNGG CODEHEMUMDMTMBTIFVTIFH(HE DAN)DAN BEIJINGDACTYODC CHINADC BRDNS USDNS FLORIDADNA001DNA ETDNA JAPAN AIRLINE DNE744DNE AIRBUSDNH HOLIDAY INNDNC EUROPCARDM BKKDM LHR-LGWDB NYCDX HKGSAODD LONDD BJS / LONDD15APR /-3 /21DD BJS1025 / FRA1425+系统登录与退出信息系统代码DF 计算器功能( HE DF )DF 25 ; 50DF 50 - 30DF 45 * 6DF 220 / 8DK 换算距离、重量与温度 ( HE DK )DK MK100DK KM100DK PK100DK KP100DK FC45DK CF45航班AN (HE AN) 航班查询AN03NOVHKGPARAN03NOVHKGPAR/AAFAN03NOVHKGPAR/CBAN03NOVHKGZRH/XCDGAN03NOVHKGMUC/XCDG/AAF/CBAN03NOVHKGSYD*10DECAN20MAYHKGSFO/XNRT/ANW/CY*25JUNACR10MARACR10MDF/MUFMDS/MUSMPANAN3/HKGBKK/ACIAN/20JANPEKDUS/ALTACL11CIAD20MAYHKGTPE1CIMDAC ( HE AC ) 更改及转换AC20MAYAC2AC-4AC CANAC//TPEAC/ABRAC/XNRTAC SNAC FQDO 显示航班具体信息 ( HE DO )DO1DO CX888SN 显示航班计划 ( HE SN )SN5APRHKGSFOSN5APRHKGBKK/AYYTN (HE TN) 显示七天之内航班时刻表TN HKGFRATN5APRHKGSINAA / AD / AE 显示指定到达日期/出发日期/飞行日期的航班AA18MAYHKGMADAD18MAYHKGMADAE18MAYHKGMADSS (HE SS) 建立航段SS2Y3SS BR852Q20MAYHKGTPE3SS2Y3*12SS2Y3/PESI ARNKSO LHYBJSFRASO CXM5MAYYVRHKGNM (HE NM) 输入旅客姓名NM1ZHOU/HONG MS 1LI/PING MRNM1ZHANG/LIHAO (CHD)NM1 ZHANG/HUA MR (INFJIANG/LI)NM3CHEN/HONG/PING/TAO MSAP (HE AP)联系方式APAP 8620-87696808APE-TOM @TKTL/TKOK (HE TKTL/TKOK)出票期限TKTL 15MAYTKOKRF(HERF)签收RF PAXER/ET (HE ER/ET) 封口ERETIG/IR(HE IG/HE IR)忽略IGIRHF (HE HF) 票号的输入FH 057-1234567890/P1FH 057-1234567890-892/P2FH INF 057-1234567890/P1建立PNR的基本步骤票号的输入及订OS CI TKNO 297-1234567890SR OTHSCI-TKNO297-1234567890OS (HE OS) 其他服务信息OS YY DOB 20SEP2001 ZHANG/HUASR (HE SR) 特殊服务信息SR VGML/P2SR OTHS CI-KINDLY CFM CI852/05SEP CLS SSR PSPT BAHK1-123456-GB-24FEB45-LEE/EDWARD MR-M-HSM (HE SM) 机上座位的显示SM4ST (HEST) 机上座位的预定ST/30AST/30A/30B/30CFFN (HE FFN) 常旅客卡号输入FFN KL-233418796/P1SR FQTV CO HK/-SK2388529/P2修改PNR RT (HE RT) 提取PNRRT YH76HZRT/ZHANG/HUART/LRT UA852/16MAYPEKTYO-LIRL (HE RL) 提取航空公司编码RLRM (HE RM) 备注信息RMRCNU (HE NU) 姓名的修改NU2/1 ZHANG/HENG MS2/1 ZHANG/HENG MS1/(INFCHEN/MING)2/(CHD)1/XE(HE XE) 航段的修改XE 8XE 5-8,12XIRS 5,3-45/RR5 / 4SBY2SB15JAN8DL5SP (HE SP) PNR 的分离步骤RT PNRSP1,3RF PAX;EFRF PAX;ER(或ET)RRN (HE RRN) PNR的复制RRN/6RRN/DP21RRN/DM21RRN/CYES (HE ES) PNR的授权RT PNRES BJS1A0900-RES BJS1A0900-BRF PAX;ER (或ET)行程单的显示,打印,E-mail发送及Q信箱的处理(HE IBD/IED, HE IBP/IDP) 行程单的显示及打印IBDIBD JIEDIBPIEP(HE IEP) 行程单以E-mail 的形式发送给旅客IEP-EML-电邮地址IEP-EMLA(HE QUEUES) Q信箱的处理QTQS97C0QDQNQIQE/BJS1A0980/97票价FARE (HE FARE) 票价FQC250HKD/CNYFQM ZRHLHRFRASYDFQN03FQN TAX/YQFQN TAX/GBFQ NTAX/CANADAFQN TAX/SELFQD (HE FQD) 两点间运价查询FQD HKGCDG/ACXFQD FRAMNL/A-LHFQD HKGFRA/ALH/D25JAN*30MARFQD PEKHOU/AUA,CA,NWFQD PEKFRA/ACA/CBFQD FRAMNL/R,-PEXHE FARE REQFQD SFOLAS/AAA/R,-VSC环球运价FQD HKGHKG/ALHFQP (HE FQP) 信息性票价查询FQP HKG/ATGBKK/ACXHKGFQP HKG/ASQ/D03NOVSIN/ACI/D08DECHKGFQP HKGBKKSEL/RCHFQP HKGSYDHKG/RINFQP HKGBKKLHRBKKHKG/OTGFQP HKG/AAFCDGMAD-CDGHKG/R,HKGFQP PEKSFOJFK-SFO-PEK/OUAFQP HKGFRA--MUCHKG/OLHFQP HKGJFK---ORDLAXHKG/OUAFQQ2FQN8FQN8-1FXX / FXP(HE FXX, HE FXP)已订行程的票价查询 / 并储存票价FXXFXX/R,HKGFXX/XS3FXPFXP/RVACFQQ4FQN4FXA / FXB HE FXA) 已订行程最低票价查询 / 并储存票价FXAFXBAIRPASS 欧洲通票GG AIRSKAIRPASS注:所有票价查询应使用机场三字代码出票Check TGADTGAD-CATGAD-CA/SQ填装票号TSDTSM/A1/2012345678C1-100TSN/A1/109/XTSN/A1/109/VTSX/A1/X出票要素FM 10FV CAFP cashFP checkFP CC AX 371449635311004/0405 FP NR+CASHFP NR+CHECKFT NR BJS/1234中国BSP可接受的信用卡AXVICADCJCTPPNR可选项FE valid on AF only /non endoFT AB263785959T显示TSTTQTTQTCTQTPTQT/T1自动存储票价FXPFXB制定手工存储票价空白格式TTCTTC/DTTC/S5-7, 8TTC/PAXTTC/INFTTC/S8,9/open手工存储票价TTI/B YEETTI/L2/B YLCH/L3/B YMCHTTI/S SITITTI/A PCTTI/A 25KTTI/V27OCTTTI/V10AUG15SEPTTI/L1,2/VXX15JULTTI/FCNY2300.00/XCNY132.00YQTTI/C NCE AF PAR 104.00EUR104.00END 取消TSTTTETTE/T1TTE/ALLTTE/P2,4TTE/P3/INF出票TTPTTP/TKT/CRTTTP/RTTTP/T1TTP/PAXTTP/INFTTP/P1/S4,5TTP/OPENTTP/INVTTP/V*ACTTP/O从PNR中作废机票Step 1 RTStep 2 TRDC/L9Step 3 RFWEI;ERStep 4 TJQ/SOFReissue tickets 重新出票Steps 步骤Step 1TTE/T1or TTE/ALLStep 2 FXP, or FXB,or FXCStep 3 CHECK FM,FVStep 4 XE7(FA element)Step 5 XE6(FP element)Step 6 FPOStep 7 FOStep 8 RFPAX;ERStep 9 TTP/TKT/EXCH/CRTStep 10 TTP/EXCHHA(HE HA) 酒店可得性显示HA YYZ10JUL-3HA MCYVR10JUL-3HA YVR10JUL-3/HN-BEST WESTERNHA YVR10JUL-3/QU-100HA YVR10JUL-3/BT-KHA YVR10JUL-3/RT-2HA YVR10JUL-3/ST-AHA YVR10JUL-3/ST-ALLHA YVR10JUL-3/AR-D(Downtown,Airport,East, ect)HA YVR10JUL-3/HC-L(Luxury,First,Standard,Tourist)HA MCYVR10JUL-3/QU-100/RT-2/BT-KHA S3 (in PNR)HA MCS3 (in PNR)HL(HE HL) 酒店列表HL YVRHL MCYVRHA AF10JUL-3HP4HT(HE HT) 查看酒店价格条款(用于“/”和空白连接级别)HT2AHF(HE HF) 酒店信息及规(用于所有连接方式)HF2HS(HE HS)酒店销售HS2HS2/G-CCVI4500…………EXP0508HS2/DP-CCVI4500…………EXP0508HS2/SI-ROOM WITH SEA VIEWHS2/FT-11A22B33CHS2/ID-12345HS2/EX-1HS MCYVR81710JUL-15JUL/RT-A1KScrolling Entries 滚动屏幕MPHAMPHMCA (HE CA) 租车显示CA YVR10JUL-3/ARR-0900-0900CA ZEYVR10JUL-3/ARR-0900-0900CA YVR10JUL-3/ARR-0900-0900/VT-CCAR CAR租车HP(HE HP) 查看酒店价格条款(用于“!”和“+”号连接级别)Hote酒店CA YVR10JUL-3/ARR-0900-0900/RC-BESTCA YVRC2310JUL-3/0900-0900CA YVRC2310JUL-3/0900-0900/DO-YVRCA S2 (in PNR)CA ZES2 (in PNR)CL (HE CL) 租车公司列表CL YVRCL ZIYVRCA AB10JUL-3/ARR-0900-0900CA AB10JUL-3/ARR-0900-0900/DO-YVRC01CR (HE CR) 查询价格条款(用于“+”号连接级别)CR4CT (HE CT) 查询租车条款(用于“/”和空白连接级别)CT2CT S2 (in PNR)CS (HE CS) 租车销售CS2CS2/CD-12345CS2/FT-1234567890CS2/ID-1234CDCS ZEYVR10JUL-13JUL/ARR-0900-0900/VT-CCAR/RC-BEST Scrolling Entries 滚动屏幕MPCAMPCM系统登录与退出登录指令.0001AA 为工作号,SU为责任级别登录到实习训练模式(在此状态下的订座信息不会被发送)系统显示工作区状态切换到B工作区退出当前所在工作区同时退出所有登录的工作区息系统与即时帮助艾玛迪斯信息系统索引查询某一航空公司支持的功能查询某一航空公司的信息查询酒店预定信息查询汽车租赁信息查询某一机场信息查询某一国家信息查询某一城市天气情况查询艾玛迪斯办事处信息查询系统输入与输出的代码信息帮助索引屏幕向上翻一页屏幕向下翻一页屏幕翻至最上页屏幕翻至最后一页查询签证信息查询健康检疫信息代码查询查询城市/机场代码查询城市/机场名称查询国家代码查询国家名称查询美国的所有州名查询佛罗里达州属于哪个国家用机票三字代码查询航空公司代码及全称用两字代码查询航空公司全称用航空公司的全称查询两字代码用机型代码查询机型全称用机型全称查询机型代码查询酒店连锁集团代码查询汽车租赁公司代码查询最短转机时间查询同一城市不同机场间的最短转机时间查询一个城市的所有机场列出两城市之间的所有转机点查询某城市当地时间换算北京和伦敦两地的时差推算4月15日的前3天与后21天的日期换算航班飞行时间25 + 2550 - 3045 × 6220 ÷ 8100英哩换成公里100公里换成英哩100英磅换成公斤100公斤换成英磅45华氏度换成摄氏度45摄氏度换成华氏度航班查询11月3日香港飞巴黎的航班显示指定法航的航班指定舱位是B舱指定在巴黎转机的航班指定转机点,航空公司及舱位11月3日香港飞悉尼12月10日悉尼回香港(显示来回程)指定转机点,航空公司,舱位及回程日期显示3月10日当前查询行程的回程航班显示10天之后当前查询行程的回程航班在来回程同时显示下,去程航班上下翻页在来回程同时显示下,回程航班上下翻页回到前一个航班显示的屏幕未来第一个周三的航班显示从1月20日起七天内最早可利用航班从AN航班显示中连入序号为1的航空公司系统直接进入航空公司系统查航班机位情况在华航的航空公司系统显示中往下翻一页更改起飞日期到5月20日更改起飞日期到两天后更改起飞日期到四天前更改出发城市为广州更改到达城市为台北更改航空公司为BR更改转机点为NRT从可售机位显示转换为航班计划显示从可售机位显示转换为运价显示显示序号为1的航班具体信息显示航班号为CX888的航班具体信息4月5日香港飞三藩市的飞行计划表显示4月5日香港飞三藩市的飞行计划表显示(包括与AMADEUS无联机协议的航空公司)从当天开始七天之内的航班时刻表从4月5日开始七天之内的航班时刻表航班指定到达日期是5月18日的航班指定出发日期是5月18日的航班指定飞行日期在5月18日的航班PNR的基本步骤订序号为3的航班2个Y舱座位订香港到台北的BR852航班Q舱的3个座位同时订去程序号为3,回程序号为12的航班2个Y舱座位候补序号为3的航班2个Y舱座位地面运输(缺口程)订汉莎航空的Y舱open座位订国泰航空5月5日M舱open座位多名旅客儿童旅客一名成人和婴儿(婴儿不能单独输入)同姓氏旅客(3表示共有3位姓陈的旅客)直接回车输入本公司的名称及电话号码后加自由格式的电话号码后加旅客电子邮箱地址(非必须内容)设定出票期限为5月15日 (该PNR会出现在期限日的Q信箱中)已经出票(系统自动加入出票当天的日期)操作者签收(在建立PNR时及对已完成的PNR进行修改时都必须输入)封口再提取 (END AND REDISPLAY)封口后退出 (END OF TRANSATION)在建立PNR时使用,系统忽略未封口前的所有输入并退出。